TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025121479
公報種別
公開特許公報(A)
公開日
2025-08-20
出願番号
2024016888
出願日
2024-02-07
発明の名称
着色された金属製品の製造方法
出願人
チームラボ株式会社
代理人
個人
,
個人
主分類
B23P
13/00 20060101AFI20250813BHJP(工作機械;他に分類されない金属加工)
要約
【課題】簡単に金属表面を着色できる方法を提供する。
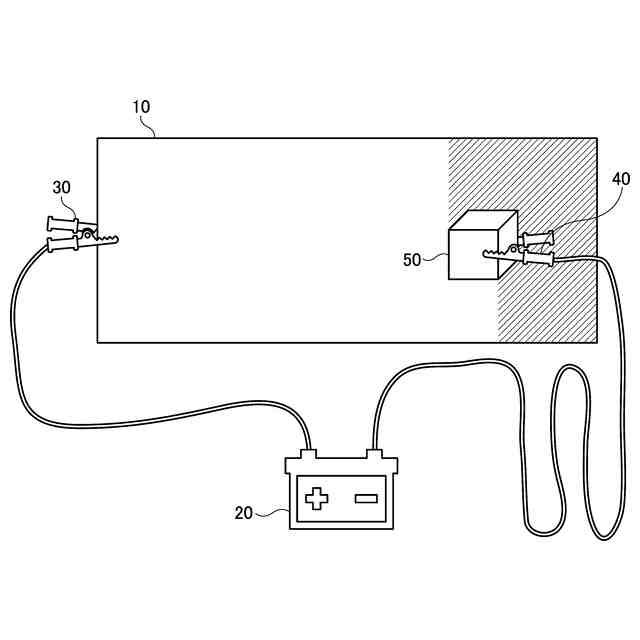
【解決手段】表面が着色された遷移金属又はそれを主成分とする合金材の金属製品を製造する方法であって、その表面を一又は複数方向から研削する研削工程と、電源の正極を遷移金属又は合金材に接続し、その負極を電解液を保持した吸液性部材に接続し、吸液性部材を研削された表面に接触させることによりその表面を変色させる着色工程を含む。
【選択図】図1
特許請求の範囲
【請求項1】
表面が着色された遷移金属又はそれを主成分とする合金材の金属製品を製造する方法であって、
前記表面を一又は複数方向から研削する研削工程と、
電源の正極を前記遷移金属又は前記合金材に接続し、前記電源の負極を電解液を保持した吸液性部材に接続し、前記吸液性部材を研削された前記表面に接触させることにより前記表面を変色させる着色工程を含む
金属製品の製造方法。
続きを表示(約 380 文字)
【請求項2】
前記研削工程は、前記表面を3方向以上から研削する
請求項1に記載の製造方法。
【請求項3】
前記研削工程は、粒度の異なる研削部材により前記表面を複数回研削する
請求項1又は請求項2に記載の製造方法。
【請求項4】
前記遷移金属がチタンであり、前記合金材がチタン合金である
請求項1に記載の製造方法。
【請求項5】
前記電解液が炭酸水素ナトリウム水溶液である
請求項1又は請求項4に記載の製造方法。
【請求項6】
前記電源の電圧は5~110Vである
請求項1に記載の製造方法。
【請求項7】
前記着色工程は、前記吸液性部材を用いて前記電解液を不均一に前記表面に付着させることを含む
請求項1に記載の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、着色された金属製品の製造方法に関する。本発明により製造された金属製品は例えば看板に用いることができる。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来から、電解液に浸漬させた軽金属又はそれらの合金を陽極として陽極酸化皮膜を形成することにより、その表面を着色して意匠性を付与することが知られている(例えば特許文献1)。
【0003】
また、特許文献2では、酸化性の溶融物浴中にチタン又はチタン合金材を浸漬するチタン等の着色方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開2006-183065号公報
特開平01-000279号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、陽極酸化法は、特許文献1のように電解液中に金属等を浸して行う場合、電気分解設備が必要であり設備費が高くなる上に、複数の金属部材を連続的に着色処理することが技術的に難しいとされている。
【0006】
また、特許文献2では、チタン等の着色方法に用いる溶融物として、硝酸塩、重クロム酸塩、過マンガン酸塩、水酸化物の一種または二種以上の混合物が用いることとしてる。しかしながら、ここで挙げられている溶融物は皮膚に対する腐食性や発癌性や、あるいは可燃性物質と反応した際に火災や爆発の可能性があるため、いずれも危険性の高い物質であり取り扱いが難しいという問題がある。
【0007】
そこで、本発明は、より簡単に金属表面を着色する方法を提案することを主な目的とする。
【課題を解決するための手段】
【0008】
本発明は、着色された金属製品を製造する方法に関する。具体的には、金属製品は、遷移金属又はそれを主成分とする合金材(以下単に「金属等」ともいう)の表面が着色されたものである。本発明では、まず金属等の表面を一又は複数方向から研削する(研削工程)。次に、電源の正極を金属等に接続し、電源の負極を電解液を保持した吸液性部材に接続し、吸液性部材を研削された金属等の表面に接触させることによりその表面を変色させる(着色工程)。すなわち、電源の正極に接続された金属等が陽極となるため、吸液性部材に保持されている陰極側の電解液に接触することで、金属等の表面に有色の陽極酸化被膜が形成されるなお、吸液性部材は特に制限されないが、市販のスポンジや筆などの液体を一時的に保持可能な部材を用いればよい。
【0009】
チタン等の遷移金属は、その表面に無色透明の酸化被膜が形成することが知られており、その酸化被膜の安定性により優れた耐食性を持つ。そこで、本発明では、まず、金属等の表面を研削することにより無色透明の酸化被膜を除去する。そして、その後に、電源の正極に金属等を接続し、電源の負極に電解液を保持した吸液性部材を接続して、この吸液性部材を金属等の研削後の表面に接触させることで、金属等の表面に有色の酸化被膜を再度形成することとしている。これにより、金属等を電解液中に浸漬させなくても、金属等の表面に着色を施すことができる。特に、本発明では吸液性部材を金属等に接触させることとしているため、絵を書いたり塗り絵をするような感覚で金属等の表面を着色できる。また、金属等の表面を深く傷つけて細かい凹凸を形成した後に上記手順で着色することで、金属等の表面は光を様々な方向に拡散することから、金属等の表面がキラキラと光って見えるようになる。これにより、本発明によれば、従来とは異なる斬新な意匠性をも着色済みの金属製品を提供することができる。
【0010】
本発明において、研削工程では金属等の表面を3方向以上から研削することが好ましく、特に研削方向は5方向以上であることが好ましい。このように、金属等の表面を3方向以上(又は5方向以上)から研削することで、金属等の表面は見る方向によって光の輝き方が変わって見えるようになる。このため、例えば本発明の方法によって着色された金属製品を看板に用いることで、観者が歩きながらこの看板を見たときに金属の表面がキラキラと光って見えるようになる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
フライス盤
20日前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
4か月前
株式会社北川鉄工所
回転装置
3か月前
日東精工株式会社
ねじ締め機
20日前
株式会社不二越
ドリル
4か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社ダイヘン
溶接電源装置
2か月前
株式会社ダイヘン
溶接電源装置
1か月前
日東精工株式会社
ねじ締め装置
11日前
日東精工株式会社
ねじ締め装置
3か月前
株式会社ダイヘン
溶接電源装置
2か月前
個人
切削油供給装置
1か月前
株式会社FUJI
工作機械
2か月前
株式会社FUJI
工作機械
3か月前
株式会社アンド
半田付け方法
22日前
個人
型枠製造装置のフレーム
1日前
キヤノン電子株式会社
加工システム
1か月前
株式会社ツガミ
工作機械
28日前
村田機械株式会社
レーザ加工機
4か月前
村田機械株式会社
レーザ加工機
4か月前
大見工業株式会社
ドリル
2か月前
株式会社トヨコー
被膜除去方法
4か月前
株式会社ダイヘン
溶接装置
2か月前
株式会社不二越
ブローチ盤
11日前
トヨタ自動車株式会社
溶接ヘッド
3か月前
株式会社ダイヘン
溶接装置
2か月前
トヨタ自動車株式会社
溶接マスク
3か月前
トヨタ自動車株式会社
溶接ヘッド
3か月前
住友重機械工業株式会社
加工装置
2か月前
株式会社不二越
ブローチ盤
1か月前
津田駒工業株式会社
センタリングバイス
1か月前
有限会社 ナプラ
ソルダペースト
2か月前
株式会社タマリ工業
レーザ加工装置
1か月前
大見工業株式会社
エンドミル
1か月前
関東冶金工業株式会社
ろう付け方法
8日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ