TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025121266
公報種別
公開特許公報(A)
公開日
2025-08-19
出願番号
2024016608
出願日
2024-02-06
発明の名称
電動機および圧縮機
出願人
愛知電機株式会社
代理人
弁理士法人勇智国際特許事務所
主分類
H02K
3/34 20060101AFI20250812BHJP(電力の発電,変換,配電)
要約
【課題】電動機において、固定子巻線の占積率を向上させつつ、電気絶縁体のインサート成形時の成形不良を抑制する技術を提供する。
【解決手段】電気絶縁体は、ヨークの軸方向第1側に配置される第1外壁部と、ティース基部の軸方向第1側に配置される第1胴部と、ティース先端部の軸方向第1側に配置される第1内壁部とを含む。第1胴部は、周方向第1側の第1側面と、周方向第2側の第2側面とを備える。電気絶縁体は、第1胴部と第1外壁部との接続部に形成され、第1外壁部の内周面と第1側面とに接続される傾斜壁面を有する突出部を備える。固定子コアは、ティース第2側面とヨーク内周面とのうち少なくともいずれかに形成され、凹形状を有する切欠部と、ティース第1側面とヨーク内周面との接続部に形成されるティース突出部とのうち少なくともいずれかを備える。
【選択図】図12
特許請求の範囲
【請求項1】
固定子および回転子を備える電動機であって、
前記固定子は、固定子コアと、電気絶縁体と、固定子巻線と、を含み、
前記固定子コアは、
軸線方向に延在する筒状の形状を有し、
周方向に延在するヨークと、前記ヨークから径方向内側に延在する複数のティースとを有し、
前記ティースは、
前記ヨークから径方向内側に延在するティース基部と、
前記ティース基部の径方向内側の先端に連設されるティース先端部とを含み、
前記ティース基部は、周方向第1側のティース第1側面と、周方向第2側のティース第2側面とを備え、
前記電気絶縁体は、
前記ヨークの軸方向第1側に配置される第1外壁部と、
前記ティース基部の軸方向第1側に配置される第1胴部と、
前記ティース先端部の軸方向第1側に配置される第1内壁部とを含み、
前記第1胴部は、周方向第1側の第1側面と、周方向第2側の第2側面とを備え、
前記固定子巻線は、少なくとも前記ティース基部の軸方向第1側に前記第1胴部が配置された状態の前記ティース基部の周りに巻き付けられ、
前記電気絶縁体は、前記第1胴部と前記第1外壁部との接続部に形成され、前記第1外壁部の内周面と前記第1側面とに接続される傾斜壁面を有する突出部を備え、
前記固定子コアは、
前記ティース第2側面と前記ヨークのヨーク内周面とのうち少なくともいずれかに形成され、周方向に隣接する前記ティースによって規定されるスロットとは逆側に向かう凹形状を有する切欠部と、
前記ティース第1側面と前記ヨーク内周面との接続部に形成され、前記スロットに向かって突出するティース突出部とのうち少なくともいずれかを備える、
電動機。
続きを表示(約 910 文字)
【請求項2】
請求項1に記載の電動機であって、
前記固定子コアは、前記切欠部を備え、
前記切欠部は、
前記ティース第2側面と前記ヨーク内周面との接続部に設けられ、
前記ヨーク内周面に形成された第1部分と、前記ティース第2側面に形成された第2部分とを含む凹形状を有する、
電動機。
【請求項3】
請求項2に記載の電動機であって、
前記切欠部は、前記ヨーク内周面と前記ティース第1側面との接続部の曲率よりも小さい曲率を有する湾曲部を有する、
電動機。
【請求項4】
請求項2に記載の電動機であって、
前記突出部の断面積と、前記切欠部の断面積とが互いに異なるように構成されている、
電動機。
【請求項5】
請求項1に記載の電動機であって、
前記固定子コアは、前記ティース突出部を備え、
前記ティース突出部の表面から前記電気絶縁体が有する前記突出部の表面までで規定される前記電気絶縁体の厚みは、前記ティース第1側面から前記電気絶縁体の前記第1胴部の表面までで規定される前記電気絶縁体の厚みと同一である、
電動機。
【請求項6】
請求項1に記載の電動機であって、
前記電気絶縁体は、
さらに、前記ヨークの軸方向第2側に配置される第2外壁部と、前記ティース基部の軸方向第2側に配置される第2胴部と、前記ティース先端部の軸方向第2側に配置される第2内壁部とを有し、
前記第1外壁部、前記第1胴部、および前記第1内壁部を含む第1電気絶縁部と、前記第2外壁部、前記第2胴部、および前記第2内壁部を含む第2電気絶縁部と、前記第1電気絶縁部と前記第2電気絶縁部との間に連設される絶縁体接続部とを含む、
電動機。
【請求項7】
流体を圧縮して送出する圧縮機構と前記圧縮機構を駆動する電動機とを備える圧縮機であって、
前記電動機として、請求項1から請求項6までのいずれか一項に記載の電動機を備える、
圧縮機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電動機および圧縮機に関する。
続きを表示(約 3,900 文字)
【背景技術】
【0002】
固定子コアと、固定子コアのティースに巻付けられる固定子巻線とを絶縁する電気絶縁体を含む集中巻方式の固定子を備える集中巻き方式の電動機が知られている。固定子は、周方向に沿って延在するヨークと、ヨークから径方向に沿って延在する複数のティースと、隣接するティースにより規定される複数のスロットとを有している。ティースは、ヨークから径方向に沿って内側に延在するティース基部と、ティース基部の先端側に設けられ、周方向に沿って延在するティース先端部を有している。例えば、特許文献1では、ティース基部の軸方向第1側の面に傾斜面が形成される固定子が開示されている。これにより、固定子巻線を、ティース基部に形成された傾斜面に沿って径方向外側に滑らせながら巻き付けることができる。
【先行技術文献】
【特許文献】
【0003】
特開2002-272045号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の技術では、固定子巻線が互いに交差して巻き付けられることがあり、スロット内における固定子巻線の占積率が低下することがある。また、近年では、固定子コアと電気絶縁体とがインサート成形により一体的に形成されることがある。そのため、インサート成形による樹脂材料の成形時の不具合を抑制しつつ、スロット内における固定子巻線の占積率を向上する技術が望まれている。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
(1)本開示の一形態によれば、固定子および回転子を備える電動機が提供される。前記固定子は、固定子コアと、電気絶縁体と、固定子巻線と、を含む。前記固定子コアは、軸線方向に延在する筒状の形状を有する。前記固定子コアは、周方向に延在するヨークと、前記ヨークから径方向内側に延在する複数のティースとを有する。前記ティースは、前記ヨークから径方向内側に延在するティース基部と、前記ティース基部の径方向内側の先端に連設されるティース先端部とを含む。前記ティース基部は、周方向第1側のティース第1側面と、周方向第2側のティース第2側面とを備える。前記電気絶縁体は、前記ヨークの軸方向第1側に配置される第1外壁部と、前記ティース基部の軸方向第1側に配置される第1胴部と、前記ティース先端部の軸方向第1側に配置される第1内壁部とを含む。前記第1胴部は、周方向第1側の第1側面と、周方向第2側の第2側面とを備える。前記固定子巻線は、少なくとも前記ティース基部の軸方向第1側に前記第1胴部が配置された状態の前記ティース基部の周りに巻き付けられる。前記電気絶縁体は、前記第1胴部と前記第1外壁部との接続部に形成され、前記第1外壁部の内周面と前記第1側面とに接続される傾斜壁面を有する突出部を備える。前記固定子コアは、前記ティース第2側面と前記ヨークのヨーク内周面とのうち少なくともいずれかに形成され、周方向に隣接する前記ティースによって規定されるスロットとは逆側に向かう凹形状を有する切欠部と、前記ティース第1側面と前記ヨーク内周面との接続部に形成され、前記スロットに向かって突出するティース突出部とのうち少なくともいずれかを備える。
この形態の電動機によれば、突出部を有する電気絶縁体をインサート成形によって形成する場合であっても、第1側面側と第2側面側との樹脂材料の流量バランスを好適に設定することができる。したがって、電気絶縁体のインサート成形時におけるショートショット等の成形不良を低減または防止することができる。
(2)上記形態の電動機において、前記固定子コアは、前記切欠部を備えてよい。前記切欠部は、前記ティース第2側面と前記ヨーク内周面との接続部に設けられてよい。前記切欠部は、前記ヨーク内周面に形成された第1部分と、前記ティース第2側面に形成された第2部分とを含む凹形状を有してよい。
この形態の電動機によれば、インサート成形時における切欠部での樹脂材料の流量を、切欠部がヨーク内周面とティース第2側面とに別々で設けられる場合よりも増加させることができる。
(3)上記形態の電動機において、前記切欠部は、前記ヨーク内周面と前記ティース第1側面との接続部の曲率よりも小さい曲率を有する湾曲部を有してよい。
この形態の電動機によれば、切欠部の流路抵抗を低減し、インサート成形時における切欠部での樹脂材料の流量を向上させることができる。
(4)上記形態の電動機において、前記突出部の断面積と、前記切欠部の断面積とが互いに異なるように構成されてよい。
この形態の電動機によれば、第1胴部と第1外壁部との接続部以外の位置で樹脂材料の流量との差異がある場合であっても、インサート成形時での樹脂材料の流量のバランスを好適に設定することができる。
(5)上記形態の電動機において、前記固定子コアは、前記ティース突出部を備えてよい。前記ティース突出部の表面から前記電気絶縁体が有する前記突出部の表面までで規定される前記電気絶縁体の厚みは、前記ティース第1側面から前記電気絶縁体の前記第1胴部の表面までで規定される前記電気絶縁体の厚みと同一であってよい。
この形態の電動機によれば、電気絶縁体の厚みの均一化により、固定子コアの絶縁性能の局所的なばらつきを抑制または防止することができる。
(6)上記形態の電動機において、前記電気絶縁体は、さらに、前記ヨークの軸方向第2側に配置される第2外壁部と、前記ティース基部の軸方向第2側に配置される第2胴部と、前記ティース先端部の軸方向第2側に配置される第2内壁部とを有してよい。前記電気絶縁体は、前記第1外壁部、前記第1胴部、および前記第1内壁部を含む第1電気絶縁部と、前記第2外壁部、前記第2胴部、および前記第2内壁部を含む第2電気絶縁部と、前記第1電気絶縁部と前記第2電気絶縁部との間に連設される絶縁体接続部とを含んでよい。
この形態の電動機によれば、電気絶縁体と固定子コアとを組み立てるための工程数を削減することができ、電動機の生産性を向上させることができる。また、軸方向の中間を絶縁体接続部とすることにより、固定子の積厚(軸方向の長さ)が変更になった場合でも新たに成形型を製作することなく電動機を製造することができる。
(7)本開示の他の形態によれば、流体を圧縮して送出する圧縮機構と前記圧縮機構を駆動する電動機とを備える圧縮機が提供される。この圧縮機は、上記各形態の電動機を備えてよい。
本開示は、電動機以外の種々の形態で実現することも可能である。例えば、固定子、固定子の製造方法、電動機の製造方法、固定子巻線の形成方法等の形態で実現することができる。
【図面の簡単な説明】
【0007】
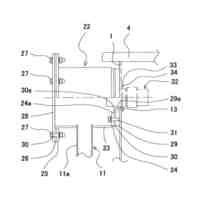
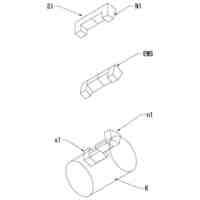
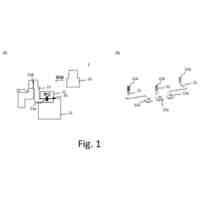
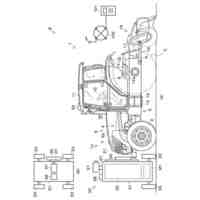
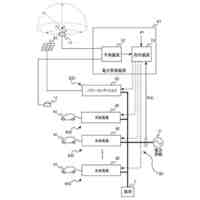
第1実施形態に係るモータを備える圧縮機の内部構造を示す説明図。
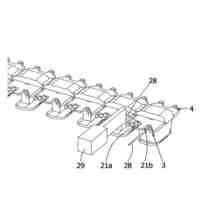
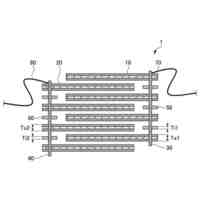
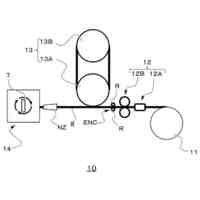
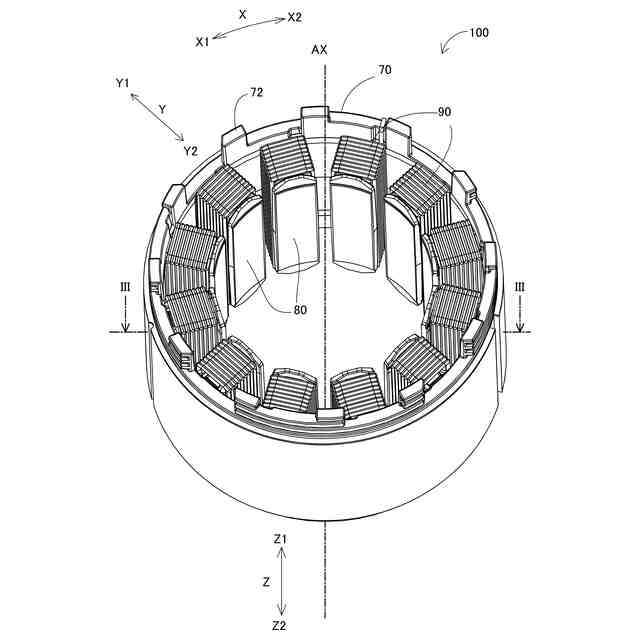
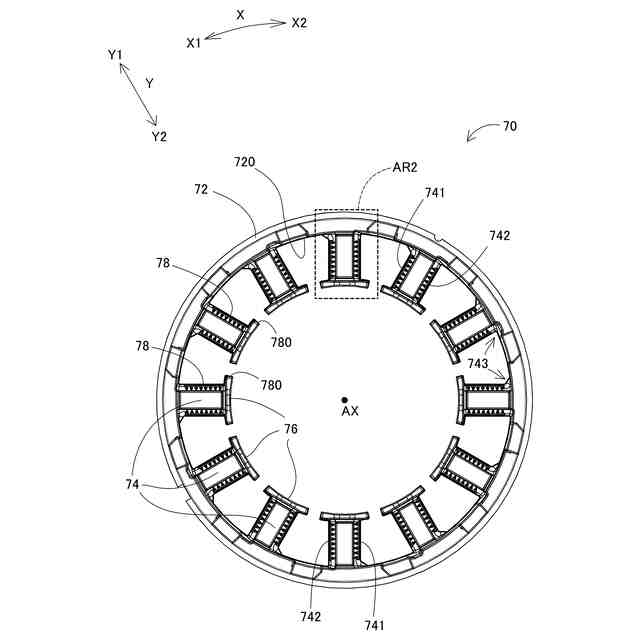
第1実施形態に係るモータに用いられる固定子の構成を示す説明図。
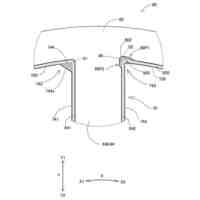
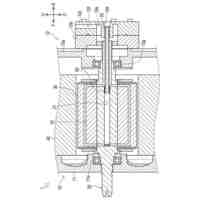
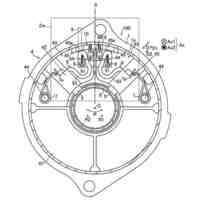
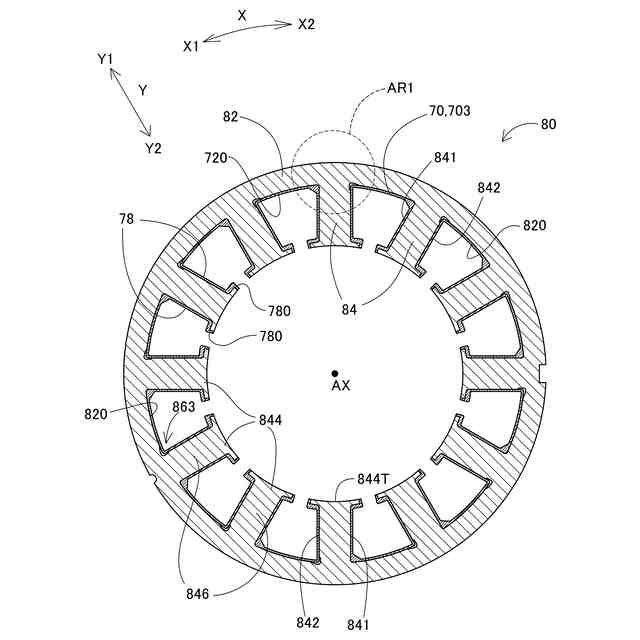
図2のIII-III位置を示す断面図。
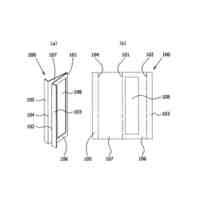
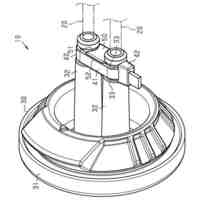
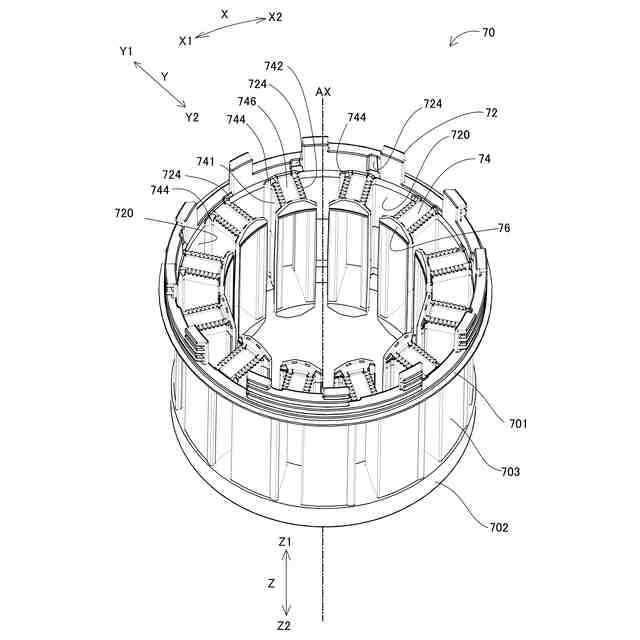
電気絶縁体の外観構成を示す斜視図。
電気絶縁体の外観構成を示す平面図。
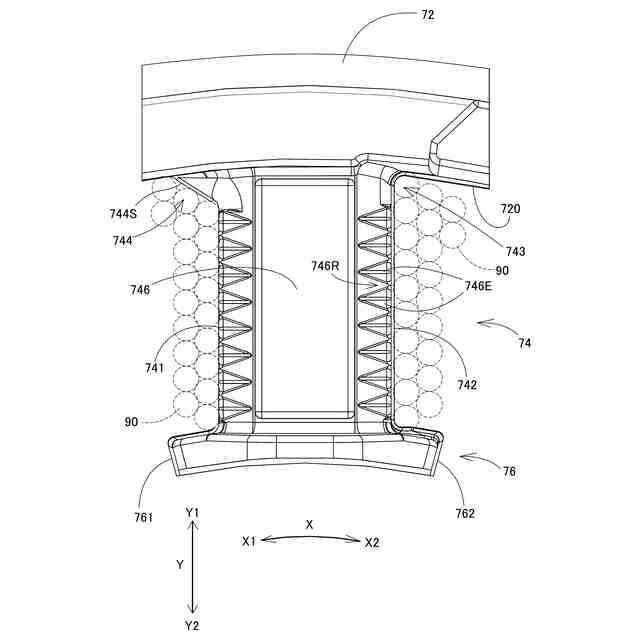
図5の一部の範囲を拡大して示す説明図。
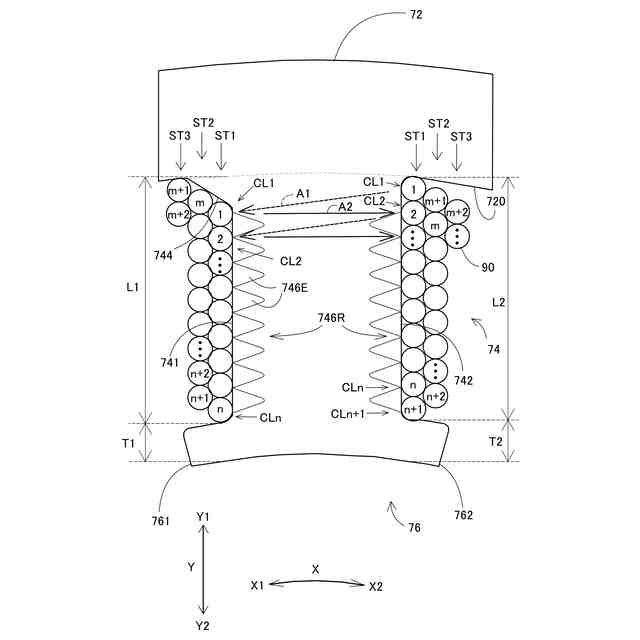
胴部に巻き回された固定子巻線を模式的に示す説明図。
外壁部の構成を示す説明図。
溝部を拡大して示す説明図。
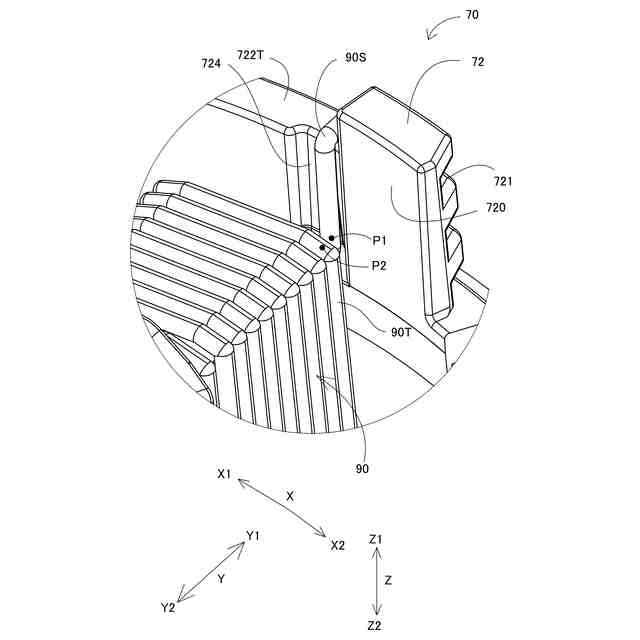
突出部の周辺を拡大して示す説明図。
第1鍔部および第2鍔部の周辺を拡大して示す説明図。
図3の一部の範囲を拡大して示す説明図。
比較例としての従来の固定子コアの構成を示す説明図。
第2実施形態に係るモータが備える固定子コアの構成を示す説明図。
第3実施形態に係るモータが備える固定子コアの構成を示す説明図。
第4実施形態に係るモータが備える固定子コアの構成を示す説明図。
【発明を実施するための形態】
【0008】
A.第1実施形態:
A1.圧縮機300およびモータ310の構成:
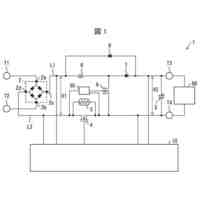
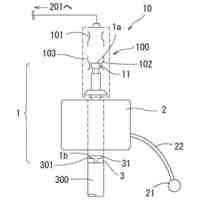
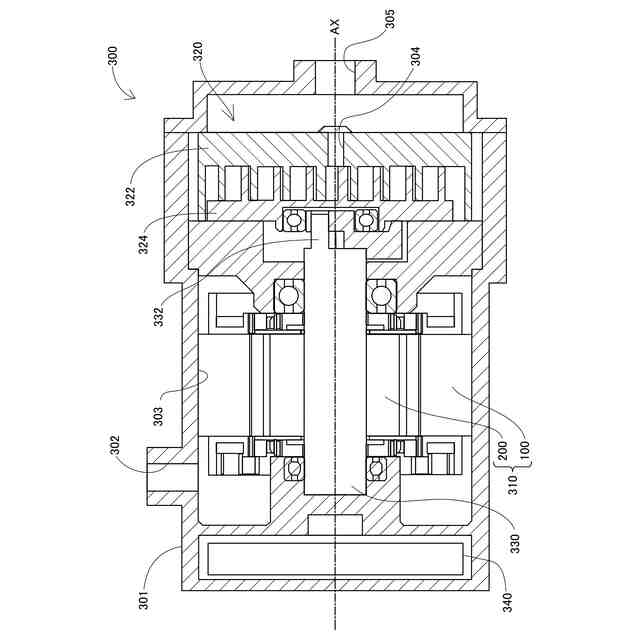
図1は、本開示の第1実施形態に係るモータ310を備える圧縮機300の内部構造を示す説明図である。圧縮機300は、例えば、スクロール型の電動圧縮機である。圧縮機300は、例えば、図示しない車両に搭載され、例えば、蒸発器、膨張弁、および凝縮器などとともに車両用空調装置の冷凍回路として機能する。
【0009】
図1に示すように、圧縮機300は、ハウジング301と、モータ310と、流体を圧縮して送出する圧縮機構320と、駆動軸330と、駆動回路340とを備えている。ハウジング301は、モータ310および圧縮機構320を収容している。ハウジング301には、吸入口302と、モータ310が配置されるモータ室303と、吐出口305とが形成されている。
【0010】
吸入口302は、モータ室303と連通している。吸入口302は、例えば、図示しない蒸発器と接続されており、蒸発器から供給される冷媒を受け入れてモータ室303へと流動させる。吐出口305は、圧縮機構320によって圧縮された高圧の冷媒を圧縮機300の外部に吐出する。吐出口305は、例えば、図示しない凝縮器と接続されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
愛知電機株式会社
電力機器
1か月前
愛知電機株式会社
電動機および圧縮機
1か月前
愛知電機株式会社
電動機および圧縮機
1か月前
愛知電機株式会社
負荷時タップ切換装置
1か月前
愛知電機株式会社
巻線方法および巻線装置
26日前
愛知電機株式会社
相間絶縁部材、固定子、電動機および圧縮機
2か月前
個人
電源装置
11日前
個人
永久磁石モーター
27日前
個人
バッテリ内蔵直流電源
10日前
個人
移動体を用いる駐車場発電所
1か月前
オムロン株式会社
電源回路
4日前
オムロン株式会社
電源回路
4日前
オムロン株式会社
電源回路
4日前
エイブリック株式会社
バッテリ装置
28日前
日産自動車株式会社
電子機器
21日前
竹内工業株式会社
配線ダクト
1か月前
トヨタ自動車株式会社
回転子
11日前
ニデック株式会社
モータの制御方法
18日前
トヨタ自動車株式会社
溶接装置
24日前
東京応化工業株式会社
発電装置
4日前
大豊工業株式会社
モータ
10日前
井関農機株式会社
充電システム
21日前
株式会社ダイヘン
移動装置
1か月前
株式会社リコー
拡張アンテナ装置
3日前
三菱ケミカル株式会社
電池
27日前
富士電子工業株式会社
電力変換装置
12日前
愛知電機株式会社
巻線方法および巻線装置
26日前
株式会社ダイヘン
電力変換装置
26日前
株式会社ダイヘン
電力管理装置
19日前
株式会社正興電機製作所
地絡確認装置
3日前
株式会社ミツバ
巻線装置
3日前
株式会社アイシン
直流回転電機
24日前
富士電機株式会社
電力変換装置
1か月前
志幸技研工業株式会社
ケーブル布設工法
10日前
住友電装株式会社
ワイヤハーネス
20日前
株式会社デンソー
インバータ装置
12日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ