TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025117229
公報種別
公開特許公報(A)
公開日
2025-08-12
出願番号
2024011965
出願日
2024-01-30
発明の名称
計測装置および計測方法
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
G01B
11/24 20060101AFI20250804BHJP(測定;試験)
要約
【課題】インフレーション成形の途中で形成されるバブルの状態を示す情報を精度よく効率的に取得する。
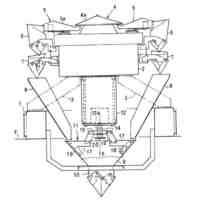
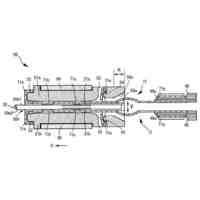
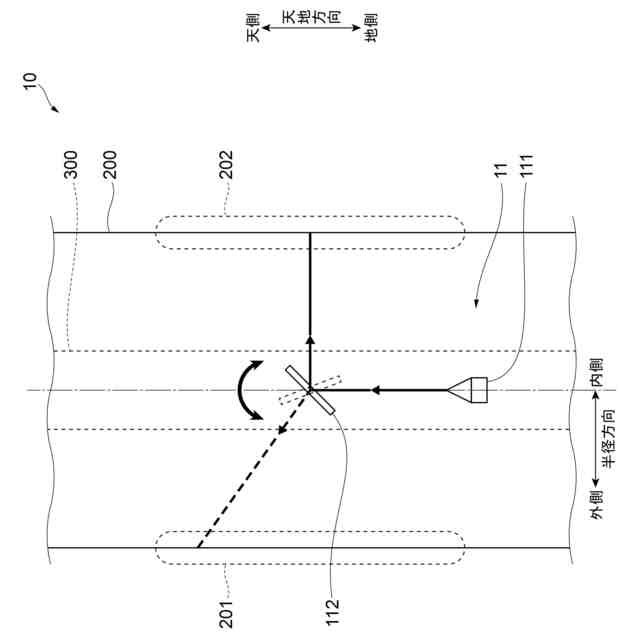
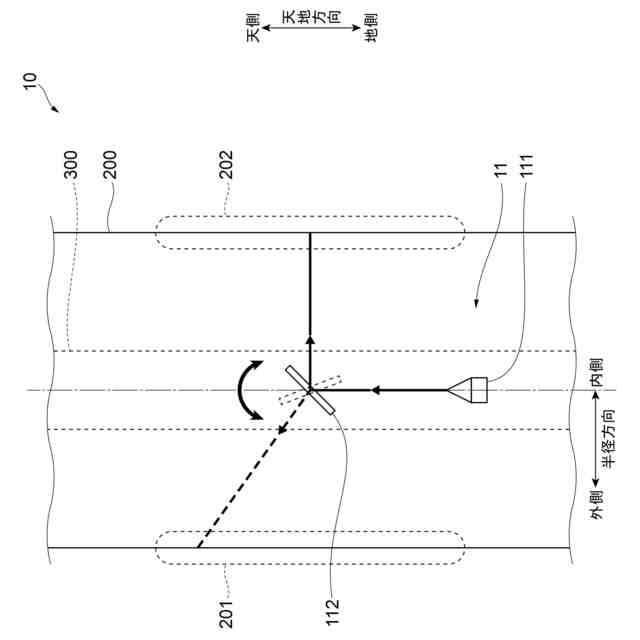
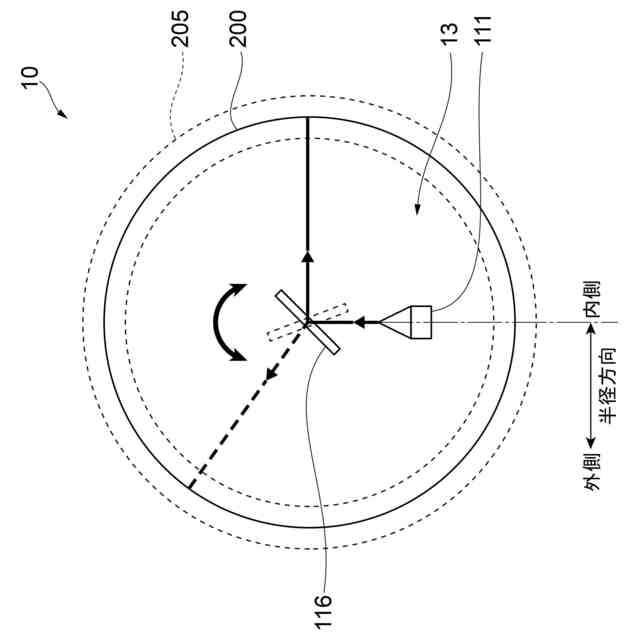
【解決手段】計測装置11は、形状が時間変動する円筒状の溶融樹脂であるバブル200の内面側に配置されたガルバノミラー112と、バブル200の状態を示す情報を計測するためのレーザ光の発信および受信を、バブル200の内面側からガルバノミラー112を介して行うセンサ111とを有する。
【選択図】図1
特許請求の範囲
【請求項1】
形状が時間変動する円筒状の溶融樹脂の内面側と外面側との少なくとも一方に配置されたミラーと、
前記溶融樹脂の状態を示す情報を計測するための光の発信および受信を、当該溶融樹脂の内面側または外面側から前記ミラーを介して行うセンサと、
を有することを特徴とする計測装置。
続きを表示(約 990 文字)
【請求項2】
前記ミラーは、前記溶融樹脂の内面側に配置されており、
前記センサは、前記光の発信および受信を、前記溶融樹脂の内面側にて前記ミラーを介して行うことを特徴とする、
請求項1に記載の計測装置。
【請求項3】
前記ミラーは、前記溶融樹脂に対して予め定められた方向の回転軸により回転可能なガルバノミラーであることを特徴とする、
請求項2に記載の計測装置。
【請求項4】
前記ミラーは、前記溶融樹脂の軸方向に間隔をおいて配置された複数のハーフミラーであることを特徴とする、
請求項2に記載の計測装置。
【請求項5】
前記ミラーは、前記溶融樹脂の軸方向に移動可能なコーンミラーであることを特徴とする、
請求項2に記載の計測装置。
【請求項6】
前記ミラーは、前記溶融樹脂の内面側に配置されており、
前記センサは、前記光の発信および受信を、前記溶融樹脂の外面側から前記ミラーを介して行うことを特徴とする、
請求項1に記載の計測装置。
【請求項7】
前記ミラーが前記溶融樹脂の外面側にさらに配置されており、
前記センサは、前記光の発信および受信を、前記溶融樹脂の外面側から、当該溶融樹脂の外面側と内面側との各々に配置された前記ミラーを介して行うことを特徴とする、
請求項6に記載の計測装置。
【請求項8】
前記ミラーは、前記溶融樹脂の外面側に配置されており、
前記センサは、前記光の発信および受信を、前記溶融樹脂の外面側から前記ミラーを介して行うことを特徴とする、
請求項1に記載の計測装置。
【請求項9】
前記ミラーは、前記溶融樹脂の内面側および外面側に配置されており、
前記センサは、前記光の発信および受信を、前記溶融樹脂の内面側および外面側から前記ミラーを介して行うことを特徴とする、
請求項1に記載の計測装置。
【請求項10】
前記溶融樹脂の状態を示す情報として、当該溶融樹脂の形状、膜厚、および温度のうち少なくとも1以上を計測することを特徴とする、
請求項1に記載の計測装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、計測装置および計測方法に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
いわゆるインフレーション成形のように、形状が時間変動する円筒状の溶融樹脂を固化させる工程を有する成形の手法が知られている。例えば、インフレーション成形では、ダイから円筒状に押し出された溶融樹脂の内面側に空気を送り込み、バブルと呼ばれる薄膜円筒状の溶融樹脂を形成させる。そして、順送りされるバブルに冷却風を当てて固化させることで樹脂フィルムを成形する。インフレーション成形における成形状態の管理は、膜厚計測装置によるフィルムの膜厚の計測結果に基づいて行われる(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2022-156852号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
インフレーション成形における成形状態の管理は、成形途中で形成されるバブルを冷却し固化させたフィルムの膜厚の計測結果に基づいて後追いで行うよりも、バブルの段階でバブルの状態に基づいて行う方が、成形状態の管理を精度よく行うことができ、また、歩留まりを高くする観点からも好ましい。インフレーション成形以外の成形の手法を用いて円筒状の溶融樹脂を固化させる場合も同様である。それゆえ、円筒状の溶融樹脂の状態を示す情報を効率よく取得できるようにすることが望まれている。
本発明の目的は、成形の途中で形成される、形状が時間変動する円筒状の溶融樹脂の状態を示す情報を効率よく取得することにある。
【課題を解決するための手段】
【0005】
かかる目的のもと完成させた本発明は、形状が時間変動する円筒状の溶融樹脂の内面側と外面側との少なくとも一方に配置されたミラーと、前記溶融樹脂の状態を示す情報を計測するための光の発信および受信を、当該溶融樹脂の内面側または外面側から前記ミラーを介して行うセンサと、を有することを特徴とする計測装置である。
ここで、前記ミラーは、前記溶融樹脂の内面側に配置されており、前記センサは、前記光の発信および受信を、前記溶融樹脂の内面側にて前記ミラーを介して行ってもよい。
また、前記ミラーは、前記溶融樹脂に対して予め定められた方向の回転軸により回転可能なガルバノミラーであってもよい。
また、前記ミラーは、前記溶融樹脂の軸方向に間隔をおいて配置された複数のハーフミラーであってもよい。
また、前記ミラーは、前記溶融樹脂の軸方向に移動可能なコーンミラーであってもよい。
また、前記ミラーは、前記溶融樹脂の内面側に配置されており、前記センサは、前記光の発信および受信を、前記溶融樹脂の外面側から前記ミラーを介して行ってもよい。
また、前記ミラーは、前記溶融樹脂の外面側にさらに配置されており、前記センサは、前記光の発信および受信を、前記溶融樹脂の外面側から、当該溶融樹脂の外面側と内面側との各々に配置された前記ミラーを介して行ってもよい。
また、前記ミラーは、前記溶融樹脂の外面側に配置されており、前記センサは、前記光の発信および受信を、前記溶融樹脂の外面側から前記ミラーを介して行ってもよい。
また、前記ミラーは、前記溶融樹脂の内面側および外面側に配置されており、前記センサは、前記光の発信および受信を、前記溶融樹脂の内面側および外面側から前記ミラーを介して行ってもよい。
また、前記溶融樹脂の状態を示す情報として、当該溶融樹脂の形状、膜厚、および温度のうち少なくとも1以上を計測してもよい。
また、かかる目的のもと完成させた本発明は、形状が時間変動する円筒状の溶融樹脂の内面側と外面側との少なくとも一方にミラーを配置するステップと、前記溶融樹脂の状態を示す情報を計測するセンサの光の発信および受信を、当該溶融樹脂の内面側または外面側から前記ミラーを介して行うステップと、を含むことを特徴とする計測方法である。
【発明の効果】
【0006】
本発明によれば、成形の途中で形成される、形状が時間変動する円筒状の溶融樹脂の状態を示す情報を効率よく取得できる。
【図面の簡単な説明】
【0007】
第1の実施の形態にかかる計測装置の構成の一例を示す図である。
第1の実施の形態の第1の変形例である計測装置の構成の具体例を示す図である。
第1の実施の形態の第2の変形例である計測装置の構成の具体例を示す図である。
第2の実施の形態にかかる計測装置の構成の一例を示す図である。
第3の実施の形態にかかる計測装置の構成の一例を示す図である。
第4の実施の形態にかかる計測装置の構成の一例を示す図である。
第5の実施の形態にかかる計測装置の構成の一例を示す図である。
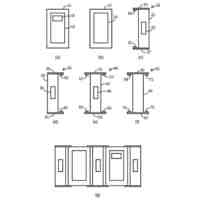
(A)乃至(C)は、バブルの状態を示す情報の計測に用いられるミラーの具体例を示す図である。
第6の実施の形態にかかる計測装置の構成の一例を示す図である。
第7の実施の形態にかかる計測装置の構成の一例を示す図である。
第7の実施の形態の変形例である計測装置の構成の具体例を示す図である。
第8の実施の形態にかかる計測装置の構成の一例を示す図である。
(A)は、バブルの異常の例を示す図である。(B)および(C)は、ミラーを介することなくセンサのみでバブルの状態を計測する場合の例を示す図である。
【発明を実施するための形態】
【0008】
以下、添付図面を参照して、本発明の実施の形態について詳細に説明する。
<第1の実施の形態>
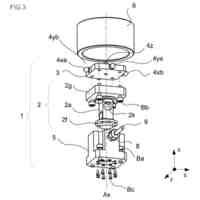
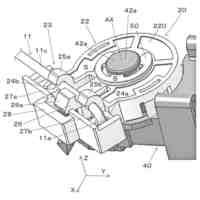
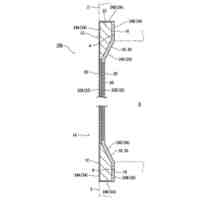
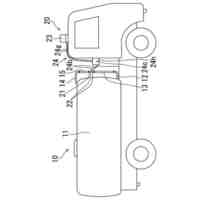
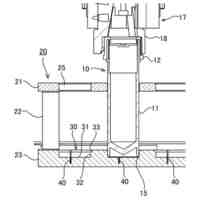
図1は、第1の実施の形態にかかる計測装置11の構成の一例を示す図である。
図1に示す計測装置11は、インフレーション成形装置10に適用される装置であり、インフレーション成形装置10にて形成される、形状が時間変動する円筒状の溶融樹脂の一例である薄膜円筒状のバブル200のあるタイミングにおける状態を示す情報を計測可能とする装置である。インフレーション成形装置10は、インフレーション成形により製品としての樹脂製のフィルムを成形する装置である。
【0009】
インフレーション成形装置10は、樹脂を加熱することで溶融状態にした溶融樹脂を、口金である環状のダイ(不図示)から吐出させ、円筒状の溶融樹脂の内面側に空気を送り込む。すると、図1に示すように、溶融樹脂が膨張して、薄膜円筒状の溶融樹脂であるバブル200が形成される。インフレーション成形装置10は、形成されたバブル200に冷却風を当てて固化させることで製品としての樹脂製のフィルムを成形する。
【0010】
インフレーション成形装置10の成形の途中で形成されるバブル200は、自身の軸方向の図面下側から図面上側に向かって順送りにされながら冷却されて徐々に固化する。このため、図1に示すバブル200は、図面上側よりも図面下側の方がダイに近く温度が高い。すなわち、図1に示すバブル200の状態は、未だ製品としてのフィルムの状態に至ってないものの、冷却されながら徐々に固化している成形途中の状態となる。以下、バブル200の軸方向を「天地方向」と呼び、図面下側を天地方向の「地側」、図面上側を天地方向の「天側」と呼ぶ。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
計器装置
1か月前
ユニパルス株式会社
力変換器
9日前
株式会社東光高岳
計器
1か月前
日本精機株式会社
液面検出装置
1か月前
三菱電機株式会社
計測器
3日前
株式会社豊田自動織機
産業車両
16日前
横浜ゴム株式会社
音響窓
11日前
株式会社ミツトヨ
測定器
1か月前
日置電機株式会社
測定装置
10日前
個人
センサーを備えた装置
13日前
大和製衡株式会社
組合せ秤
1か月前
大和製衡株式会社
組合せ秤
1か月前
株式会社国際電気
試験装置
23日前
日本精機株式会社
施工管理システム
13日前
IPU株式会社
距離検出装置
9日前
大同特殊鋼株式会社
疵検出方法
1か月前
株式会社東芝
センサ
12日前
株式会社CAST
センサ固定治具
16日前
日本特殊陶業株式会社
ガスセンサ
1か月前
エグゼヴィータ株式会社
端末装置
1か月前
富士レビオ株式会社
嵌合システム
2日前
株式会社田中設備
報知装置
17日前
日本特殊陶業株式会社
ガスセンサ
1か月前
日本特殊陶業株式会社
ガスセンサ
1か月前
日本特殊陶業株式会社
ガスセンサ
1か月前
富士電機株式会社
エンコーダ
1か月前
富士電機株式会社
エンコーダ
1か月前
富士電機株式会社
半導体パッケージ
5日前
株式会社熊平製作所
刃物類判別装置
16日前
バイオテック株式会社
容器設置装置
1か月前
オムロン株式会社
スイッチング装置
23日前
本多電子株式会社
超音波ソナー装置
4日前
タカノ株式会社
試料分析装置
1か月前
タカノ株式会社
試料分析装置
1か月前
アズビル株式会社
火炎状態判定装置
10日前
柳井電機工業株式会社
部材検査装置
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ