TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025116249
公報種別
公開特許公報(A)
公開日
2025-08-07
出願番号
2025094071,2021013805
出願日
2025-06-05,2021-01-29
発明の名称
耐火被覆梁の設計方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
E04B
1/94 20060101AFI20250731BHJP(建築物)
要約
【課題】軽量化及び施工費の低減を図ることができ、従来と同等以下の耐火被覆厚さで耐火性能を確保できる。
【解決手段】H形鋼梁の降伏強度を440N/mm
2
以上とし、耐火被覆材3は、H形鋼梁のうち上フランジ21の上面を除いた箱貼りで設けられ、箱貼りは、上フランジ21と下フランジ22との端部を結ぶ位置に配置され梁成の長さに相当する一対の縦面部と、下フランジ22の下面に沿って配置され縦面部の下端に連結される横面部と、を有し、一対の縦面部と横面部とからなる加熱周長で設けられ、耐火被覆材の厚さは、H形鋼梁と同等の断面二次モーメントを有し、降伏強度が235N/mm
2
でウェブ幅厚比が100以上のH形鋼梁において、1時間耐火仕様で10mm以上55mm以下、2時間耐火仕様で20mm以上115mm以下、または3時間耐火仕様で40mm以上130mm以下に設定される厚さ以下とする耐火被覆梁の設計方法を提供する。
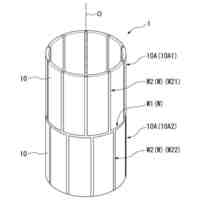
【選択図】図2
特許請求の範囲
【請求項1】
上フランジと下フランジとウェブとを備え、床スラブを下方から支持するH形鋼梁において、前記ウェブのウェブ高さ(梁成H-2×フランジ厚t
2
)(mm)と前記ウェブの厚さt
1
(mm)との比であるウェブ幅厚比(H-2×t
2
)/t
1
が100以上に設定され、
前記上フランジ、前記下フランジ、及び前記ウェブの露出表面全体に耐火被覆材が被覆され、前記H形鋼梁の降伏強度を440N/mm
2
以上とし、
前記耐火被覆材は、前記H形鋼梁のうち前記上フランジの上面を除いた箱貼りで設けられ、
前記箱貼りは、前記上フランジと前記下フランジとの端部を結ぶ位置に配置され梁成の長さに相当する一対の縦面部と、前記下フランジの下面に沿って配置され前記縦面部の下端に連結される横面部と、を有し、一対の前記縦面部と前記横面部とからなる加熱周長で設けられ、
前記耐火被覆材の厚さは、
前記H形鋼梁と同等の断面二次モーメントを有し、降伏強度が235N/mm
2
でウェブ幅厚比が100以上のH形鋼梁において、
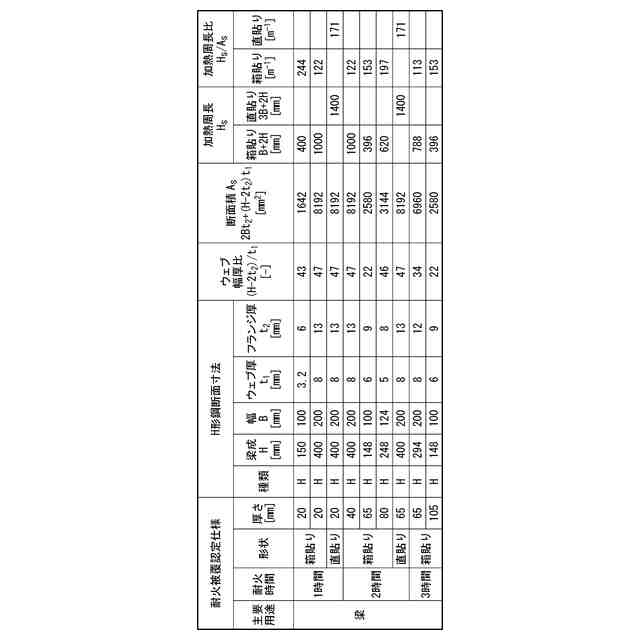
1時間耐火仕様で10mm以上55mm以下、2時間耐火仕様で20mm以上115mm以下、または3時間耐火仕様で40mm以上130mm以下に設定される厚さ以下とすることを特徴とする耐火被覆梁の設計方法。
続きを表示(約 1,600 文字)
【請求項2】
上フランジと下フランジとウェブとを備え、床スラブを下方から支持するH形鋼梁において、前記ウェブのウェブ高さ(梁成H-2×フランジ厚t
2
)(mm)と前記ウェブの厚さt
1
(mm)との比であるウェブ幅厚比(H-2×t
2
)/t
1
が100以上に設定され、
前記上フランジ、前記下フランジ、及び前記ウェブの露出表面全体に耐火被覆材が被覆され、前記H形鋼梁の降伏強度を440N/mm
2
以上とし、
前記耐火被覆材は、前記H形鋼梁のうち前記上フランジの上面を除いた直貼りで設けられ、
前記直貼りは、前記ウェブの両側面に沿って配置される一対の縦面部と、前記上フランジの下面及び前記下フランジの上下面に沿って配置される横面部と、を有し、一対の前記縦面部と前記横面部とを被覆する加熱周長で設けられ、
前記耐火被覆材の厚さは、
前記H形鋼梁と同等の断面二次モーメントを有し、降伏強度が235N/mm
2
でウェブ幅厚比が100以上のH形鋼梁において、
1時間耐火仕様で10mm以上60mm以下、2時間耐火仕様で25mm以上120mm以下、または3時間耐火仕様で45mm以上135mm以下に設定される厚さ以下とすることを特徴とする耐火被覆梁の設計方法。
【請求項3】
上フランジと下フランジとウェブとを備え、床スラブを下方から支持するH形鋼梁において、前記ウェブのウェブ高さ(梁成H-2×フランジ厚t
2
)(mm)と前記ウェブの厚さt
1
(mm)との比であるウェブ幅厚比(H-2×t
2
)/t
1
が100以上に設定され、
前記上フランジ、前記下フランジ、及び前記ウェブの露出表面全体に耐火被覆材がロックウール吹付けにより被覆され、前記H形鋼梁の降伏強度を440N/mm
2
以上とし、
前記耐火被覆材は、前記H形鋼梁のうち前記上フランジの上面を除いて被覆され、
前記ロックウール吹付けは、前記ウェブの両側面に沿って配置される一対の縦面部と、前記上フランジの下面及び前記下フランジの上下面に沿って配置される横面部と、を有し、一対の前記縦面部と前記横面部とを被覆する加熱周長で設けられ、
前記耐火被覆材の厚さは、
前記H形鋼梁と同等の断面二次モーメントを有し、降伏強度が235N/mm
2
でウェブ幅厚比が100以上のH形鋼梁において、
1時間耐火仕様で10mm以上45mm以下、2時間耐火仕様で20mm以上70mm以下、または3時間耐火仕様で30mm以上90mm以下に設定される厚さ以下とすることを特徴とする耐火被覆梁の設計方法。
【請求項4】
前記ウェブ幅厚比(H-2×t
2
)/t
1
は、100以上160以下の範囲に設定されていることを特徴とする請求項1乃至3のいずれか1項に記載の耐火被覆梁の設計方法。
【請求項5】
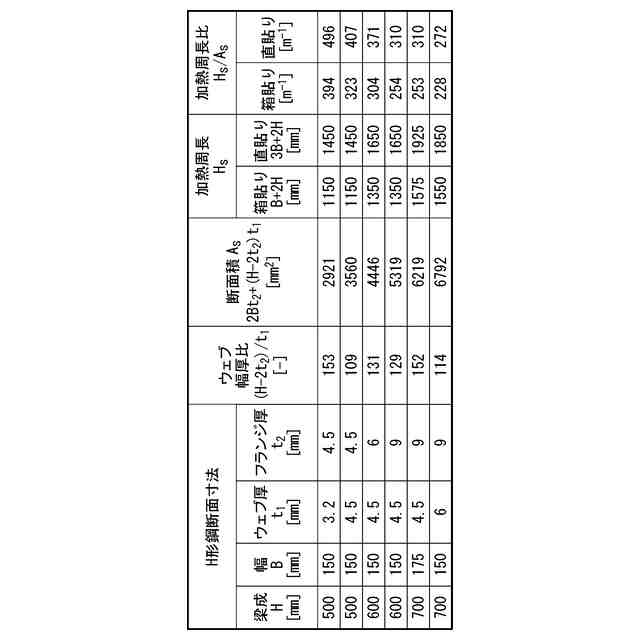
前記H形鋼梁における加熱周長Hs(mm)と断面積As(mm
2
)との比である加熱周長比Hs/As(m
-1
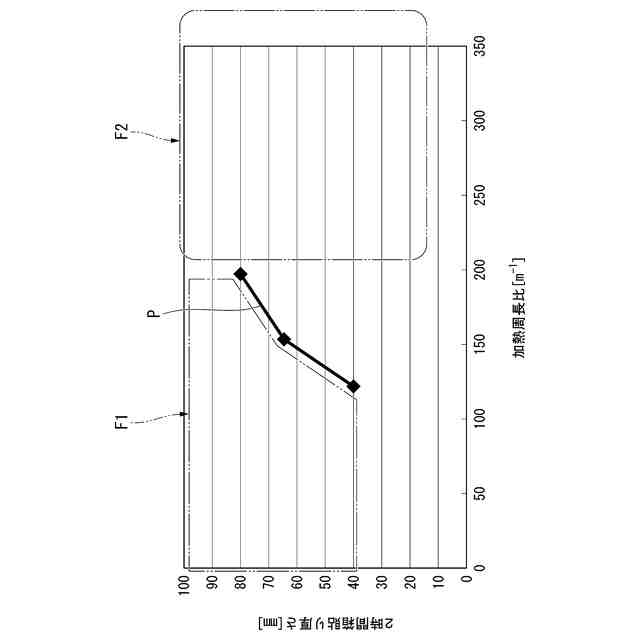
)は、228以上496以下の範囲を満たしていることを特徴とする請求項1乃至4のいずれか1項に記載の耐火被覆梁の設計方法。
【請求項6】
前記H形鋼梁の前記加熱周長比Hs/As(m
-1
)は、
箱貼りの場合で228以上394以下の範囲を満たし、
直貼りの場合で272以上496以下の範囲を満たしていることを特徴とする請求項5に記載の耐火被覆梁の設計方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、耐火被覆梁の設計方法に関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
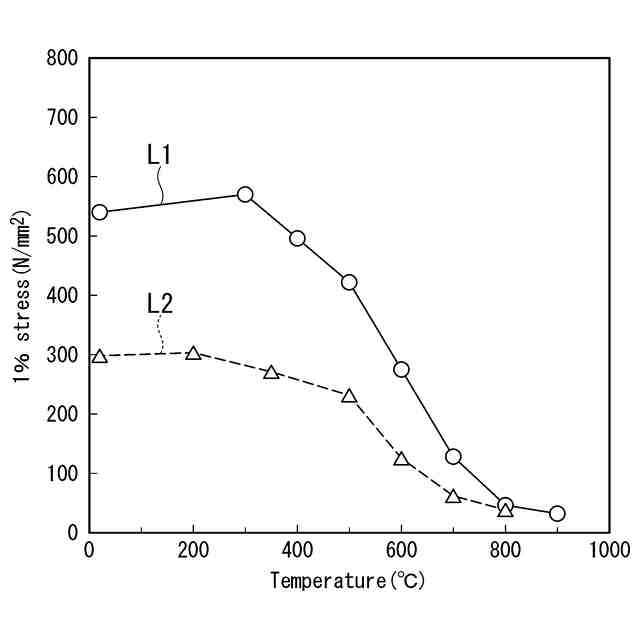
従来、鋼材の強度と剛性は、高温になると急激に低下することが知られている。そして、建築物の構造部材に鋼材を使用する場合は、居住者や利用者等が避難する間に建築物が崩壊しないよう耐火性能を確保する必要がある。そのため、従来では、構造部材として梁材にH形鋼などを使用する場合は、H形鋼の外表面を耐火被覆材で被覆している(例えば、特許文献1~3参照)。
【先行技術文献】
【特許文献】
【0003】
特許第6409396号公報
特許第4198292号公報
特開2019-90212号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、上述した特許文献1~3に示すような耐火被覆梁では、以下のような問題があった。
すなわち、例えば小梁として使用する場合において軽量化を図ることでコストの低減することが求められている。軽量化する対応としてウェブを薄くすることが考えられるが、薄いウェブの場合には温度が上がり易いことから、耐火被覆材を厚くする必要があった。
つまり、部材の軽量化を図ることは薄肉化することとなるが、熱容量の減少に伴い耐火性が低下するという問題があり、その点で改善の余地があった。
【0005】
本発明は、上述する問題点に鑑みてなされたもので、軽量化及び施工費の低減を図ることができ、従来と同等以下の耐火被覆厚さで耐火性能を確保することができる耐火被覆梁の設計方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
前記目的を達成するため、本発明に係る耐火被覆梁の設計方法は、上フランジと下フランジとウェブとを備え、床スラブを下方から支持するH形鋼梁において、前記ウェブのウェブ高さ(梁成H-2×フランジ厚t
2
)(mm)と前記ウェブの厚さt
1
(mm)との比であるウェブ幅厚比(H-2×t
2
)/t
1
が100以上に設定され、前記上フランジ、前記下フランジ、及び前記ウェブの露出表面全体に耐火被覆材が被覆され、前記H形鋼梁の降伏強度を440N/mm
2
以上とし、前記耐火被覆材は、前記H形鋼梁のうち前記上フランジの上面を除いた箱貼りで設けられ、前記箱貼りは、前記上フランジと前記下フランジとの端部を結ぶ位置に配置され梁成の長さに相当する一対の縦面部と、前記下フランジの下面に沿って配置され前記縦面部の下端に連結される横面部と、を有し、一対の前記縦面部と前記横面部とからなる加熱周長で設けられ、前記耐火被覆材の厚さは、前記H形鋼梁と同等の断面二次モーメントを有し、降伏強度が235N/mm
2
でウェブ幅厚比が100以上のH形鋼梁において、1時間耐火仕様で10mm以上55mm以下、2時間耐火仕様で20mm以上115mm以下、または3時間耐火仕様で40mm以上130mm以下に設定される厚さ以下とすることを特徴としている。
また、本発明に係る耐火被覆梁の設計方法は、上フランジと下フランジとウェブとを備え、床スラブを下方から支持するH形鋼梁において、前記ウェブのウェブ高さ(梁成H-2×フランジ厚t
2
)(mm)と前記ウェブの厚さt
1
(mm)との比であるウェブ幅厚比(H-2×t
2
)/t
1
が100以上に設定され、前記上フランジ、前記下フランジ、及び前記ウェブの露出表面全体に耐火被覆材が被覆され、前記H形鋼梁の降伏強度を440N/mm
2
以上とし、前記耐火被覆材は、前記H形鋼梁のうち前記上フランジの上面を除いた直貼りで設けられ、前記直貼りは、前記ウェブの両側面に沿って配置される一対の縦面部と、前記上フランジの下面及び前記下フランジの上下面に沿って配置される横面部と、を有し、一対の前記縦面部と前記横面部とを被覆する加熱周長で設けられ、前記耐火被覆材の厚さは、前記H形鋼梁と同等の断面二次モーメントを有し、降伏強度が235N/mm
2
でウェブ幅厚比が100以上のH形鋼梁において、1時間耐火仕様で10mm以上60mm以下、2時間耐火仕様で25mm以上120mm以下、または3時間耐火仕様で45mm以上135mm以下に設定される厚さ以下とすることを特徴としている。
また、本発明に係る耐火被覆梁の設計方法は、上フランジと下フランジとウェブとを備え、床スラブを下方から支持するH形鋼梁において、前記ウェブのウェブ高さ(梁成H-2×フランジ厚t
2
)(mm)と前記ウェブの厚さt
1
(mm)との比であるウェブ幅厚比(H-2×t
2
)/t
1
が100以上に設定され、前記上フランジ、前記下フランジ、及び前記ウェブの露出表面全体に耐火被覆材がロックウール吹付けにより被覆され、前記H形鋼梁の降伏強度を440N/mm
2
以上とし、前記耐火被覆材は、前記H形鋼梁のうち前記上フランジの上面を除いて被覆され、前記ロックウール吹付けは、前記ウェブの両側面に沿って配置される一対の縦面部と、前記上フランジの下面及び前記下フランジの上下面に沿って配置される横面部と、を有し、一対の前記縦面部と前記横面部とを被覆する加熱周長で設けられ、前記耐火被覆材の厚さは、前記H形鋼梁と同等の断面二次モーメントを有し、降伏強度が235N/mm
2
でウェブ幅厚比が100以上のH形鋼梁において、1時間耐火仕様で10mm以上45mm以下、2時間耐火仕様で20mm以上70mm以下、または3時間耐火仕様で30mm以上90mm以下に設定される厚さ以下とすることを特徴としている。
【0007】
本発明では、梁材の露出表面全体に耐火被覆材が被覆され、ウェブ幅厚比(H-2×t
2
)/t
1
が100以上に設定されたH形鋼梁において、所定の耐火性能を発揮することができる。すなわち、降伏強度の高いH形鋼梁を用いることにより、耐火被覆梁におけるウェブ幅厚比(H-2×t
2
)/t
1
が100以上に設定されたものであっても、十分な耐火性能を確保して耐火被覆厚さを抑えることが可能となり、従来と同等以下の耐火被覆厚さで耐火性能を確保することができる。
したがって、本発明では、梁材としてウェブを薄肉とした高強度鋼を使用することで、温度上昇による耐火性能の低下を抑えることが可能となり、耐火被覆材の被覆厚を従来と同等以下に抑えることができるので、軽量化及び施工費の低減を図ることができる。
【0008】
また、本発明に係る耐火被覆梁の設計方法は、前記ウェブ幅厚比(H-2×t
2
)/t
1
は、100以上160以下の範囲に設定されていることが好ましい。
【0009】
本発明では、ウェブ幅厚比(H-2×t
2
)/t
1
が100以上160以下の範囲に設定された構成とすることにより、H形鋼梁の耐火性能をより確実に確保することができる。
【0010】
また、本発明に係る耐火被覆梁の設計方法は、前記ウェブ幅厚比(H-2×t
2
)/t
1
は、100以上160以下の範囲に設定されていることが好ましい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
16日前
日本製鉄株式会社
鋼線
1か月前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
線材
1か月前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
角形鋼管
1か月前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
鉄道車輪
2か月前
日本製鉄株式会社
筒型構造
2日前
日本製鉄株式会社
軸受用鋼管
2か月前
日本製鉄株式会社
圧延H形鋼
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
柱梁接合部
1か月前
日本製鉄株式会社
直流電気炉
1か月前
日本製鉄株式会社
クランク軸
2か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
転炉吹錬方法
1か月前
日本製鉄株式会社
金属溶解方法
1か月前
日本製鉄株式会社
ステンレス鋼材
11日前
日本製鉄株式会社
ステンレス鋼材
11日前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
鋼線及び撚り線
1か月前
日本製鉄株式会社
鋼線及びロープ
1か月前
日本製鉄株式会社
鋼管用ねじ継手
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
パネル用支持具
1か月前
日本製鉄株式会社
溶鉄の製造方法
5日前
日本製鉄株式会社
溶鉄の製造方法
5日前
日本製鉄株式会社
溶鋼の製造方法
5日前
日本製鉄株式会社
直流電気溶解炉
1か月前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
ステンレス鋼材
12日前
日本製鉄株式会社
焼結鉱の製造方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ