TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025112140
公報種別
公開特許公報(A)
公開日
2025-07-31
出願番号
2024006246
出願日
2024-01-18
発明の名称
加飾シート貼付方法及び加飾シート貼付装置
出願人
大日本印刷株式会社
代理人
個人
,
個人
主分類
B29C
63/02 20060101AFI20250724BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】スキージを押し付けることによって車体の被着部に貼り付けられた加飾シートの意匠性を改善する。
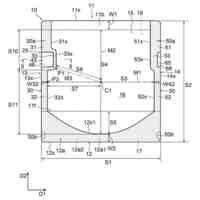
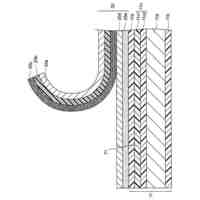
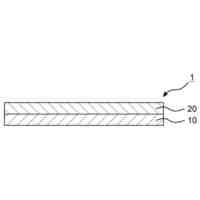
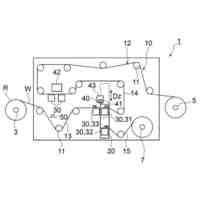
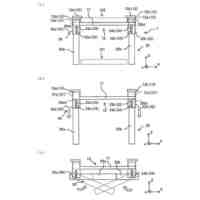
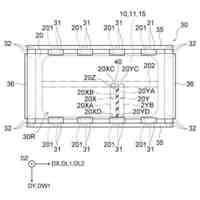
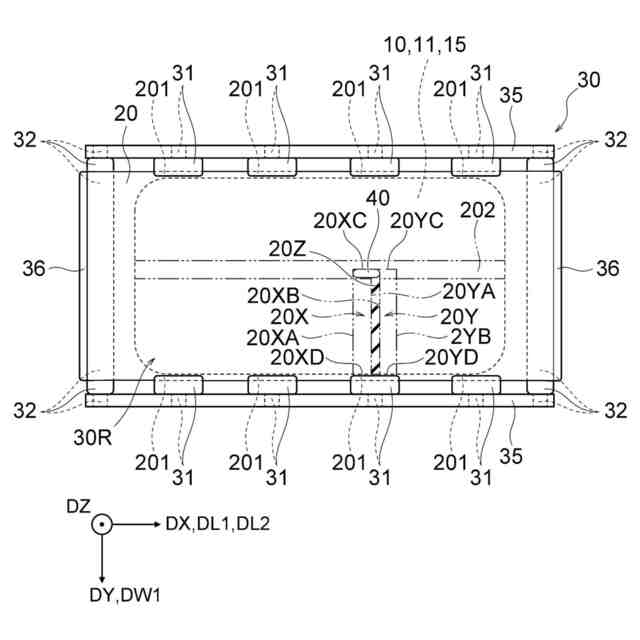
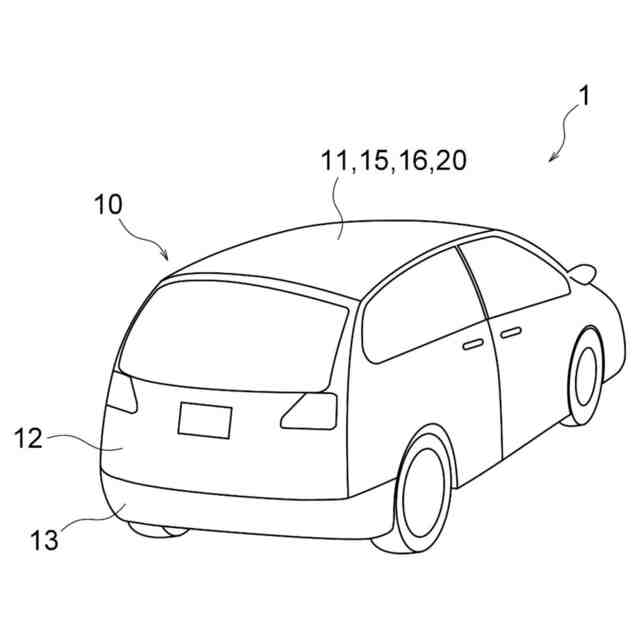
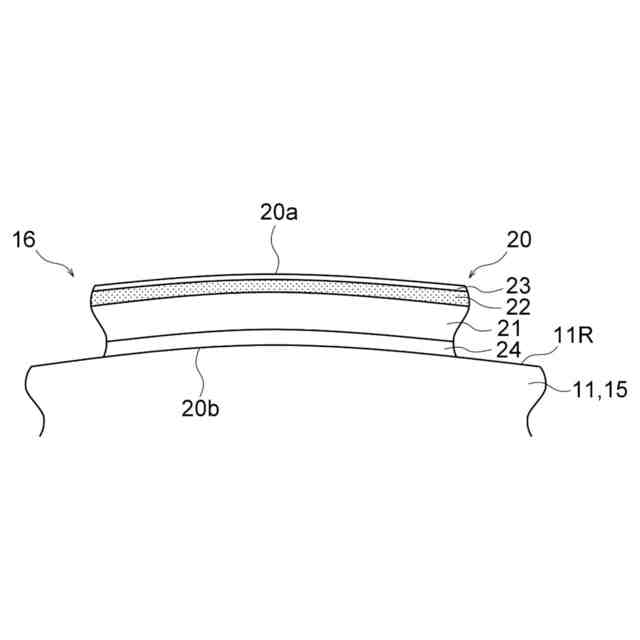
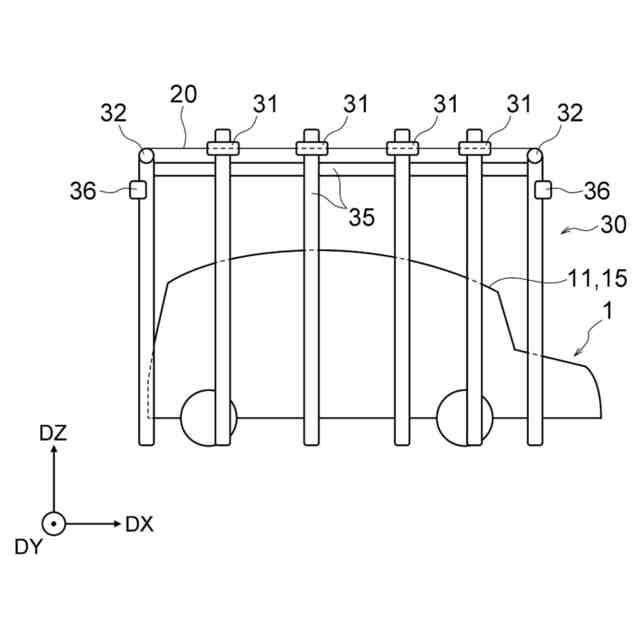
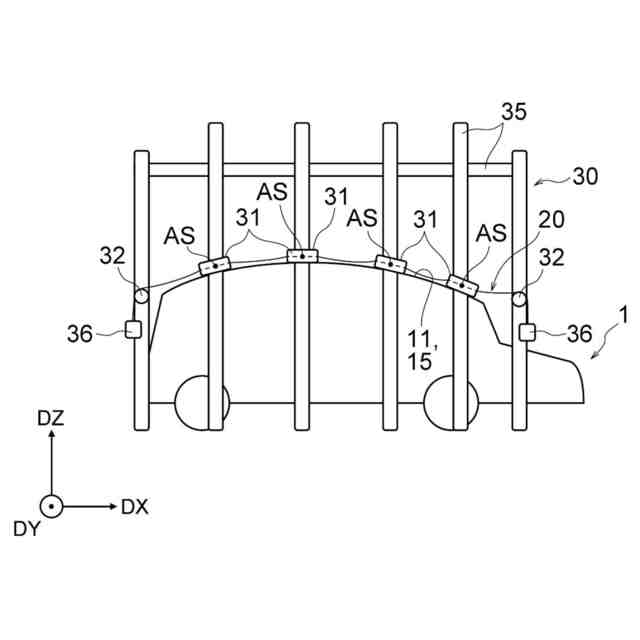
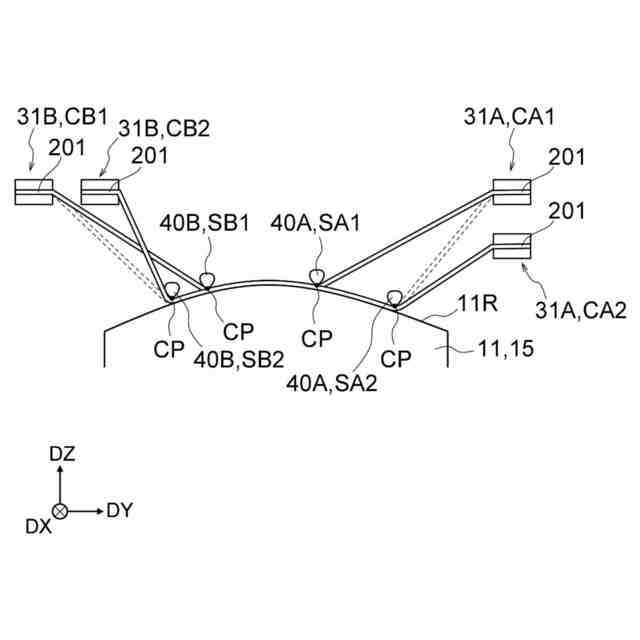
【解決手段】加飾シート20は、車体10の凸状に湾曲した被着部15に貼り付けられる。加飾シート20の貼付方法は、保持装置31によって第1部分201を保持された加飾シート20を、第1部分201から離れた第2部分202において被着部15に接触させる接触工程と、加飾シート20に接触した押付部40を第2部分202から第1部分201に向けて移動させることによって、加飾シート20を被着部15に押し付ける押付工程と、を含む。保持装置31は、押付工程において、押付部40と加飾シート20との接触部分CPまでの距離が短くなるように被着部15に対して移動する。
【選択図】図3
特許請求の範囲
【請求項1】
車体の凸状に湾曲した被着部に加飾シートを貼り付ける方法であって、
保持装置によって第1部分を保持された前記加飾シートを、前記第1部分から離れた第2部分において前記被着部に接触させる接触工程と、
前記加飾シートに接触した押付部を前記第2部分から前記第1部分に向けて移動させることによって、前記加飾シートを前記被着部に押し付ける押付工程と、を備え、
前記保持装置は、前記押付工程において、前記押付部と前記加飾シートとの接触部分までの距離が短くなるように前記被着部に対して移動する、加飾シート貼付方法。
続きを表示(約 1,400 文字)
【請求項2】
車体の凸状に湾曲した被着部に加飾シートを貼り付ける方法であって、
保持装置によって第1部分を保持された加飾シートに押付部を接触させ、前記押付部を前記第1部分に向けて移動させることによって、前記加飾シートを前記被着部に押し付ける押付工程と、
前記押付部が前記加飾シートに接触したまま前記加飾シート上に停止した状態で、前記保持装置を、前記押付部と前記加飾シートとの接触部分までの距離が短くなるように前記被着部に対して移動する移動工程と、を備える、加飾シート貼付方法。
【請求項3】
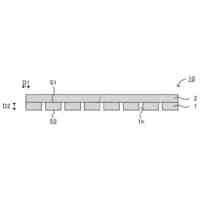
前記加飾シートは、第1面及び第1面とは反対の第2面を有し、
前記加飾シートは、前記第2面から前記被着部に貼り付けられ、
前記加飾シートの前記第2面における初期剥離力は、0.1N/25mm以上である、請求項1又は2のいずれか一項に記載の加飾シート貼付方法。
【請求項4】
前記加飾シートは、第1面及び第1面とは反対の第2面を有し、
前記加飾シートは、前記第2面から前記被着部に貼り付けられ、
前記加飾シートの前記第1面における60°鏡面光沢度は、40以上である、請求項1又は2に記載の加飾シート貼付方法。
【請求項5】
前記加飾シートの厚さは、0.1mm以上1.0mm以下である、請求項1又は2に記載の加飾シート貼付方法。
【請求項6】
押付部によって、接合層を含む加飾シートを車体の被着部に貼り付ける方法であって、
前記加飾シートに接触した前記押付部を移動させることによって、前記加飾シートの第1領域を前記被着部に押し付ける押付工程を備え、
前記押付部は、第1方向に延びる接触部分において前記加飾シートに接触し、
前記接触部分における前記押付部からの圧力は、前記第1方向の端部において最大値の半分以下に減少し、
前記接触部分の前記押付部からの圧力に関する半値全幅は、前記接触部分の前記第1方向における長さの20%以上である、加飾シート貼付方法。
【請求項7】
前記加飾シートに接触した前記押付部を移動させることによって、前記加飾シートの前記第1領域と少なくとも部分的に重なる第2領域を前記被着部に押し付ける第2押付工程をさらに備え、
前記接触部分の前記端部は、前記第2押付工程において前記押付部が前記加飾シートに接触する第2接触部分と重なり、
前記第2接触部分の前記端部と重なる部分に対する前記押付部からの圧力は、前記接触部分の前記端部に対する前記押付部からの圧力よりも大きい、請求項6に記載の加飾シート貼付方法。
【請求項8】
前記接触部分は、前記第1方向及び前記第1方向と非平行な方向に面状に広がる、請求項6又は7に記載の加飾シート貼付方法。
【請求項9】
車体の凸状に湾曲した被着部に加飾シートを貼り付ける貼付装置であって、
前記加飾シートの第1部分を保持する保持装置と、
前記加飾シートを前記被着部に押し付ける押付部と、を備え、
前記押付部は、前記加飾シートの前記第1部分から離れた第2部分に接触し、前記加飾シートと接触した状態で前記第2部分から前記第1部分に向けて移動し、
前記保持装置は、前記押付部と前記加飾シートとの接触部分までの距離が短くなるように前記被着部に対して移動する、加飾シート貼付装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、加飾シート貼付方法及び加飾シート貼付装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
例えば特許文献1に開示されているように、車体の被着部に加飾シートを貼り付ける方法が知られている。被着部、及び被着部に貼り付けられた加飾シートによって、加飾部材が構成される。特許文献1において、加飾シートの被着部への貼り付けには、加飾シートと被着部との間の空間を減圧する減圧装置が使用される。加飾シートと被着部との間の空間が減圧されたとき、加飾シートは、大気によって被着部に押し付けられ、被着部に貼り付けられる。
【先行技術文献】
【特許文献】
【0003】
特開2020-124852号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
被着部への貼り付けに必要な時間及びコストを低減するため、加飾シートは、押付部を用いて被着部に貼り付けられる。加飾シートは、被着部への貼り付けの際に、押付工程として、押付部を加飾シート上において移動させることによって、被着部に押し付けられる。一回の押付工程によって、加飾シートの一部の領域が被着部に貼り付けられる。複数の押付工程によって、加飾シートが被着部に貼り付けられる。
【0005】
押付部を用いて被着部に貼り付けられた加飾シートにおいて、線状の筋が観察された。線状の筋は、一回の押付工程によって被着部に貼り付けられた領域の縁部に位置していた。線状の筋が目立って観察されることによって、加飾部材の意匠性が劣化した。本開示は、加飾部材の意匠性の改善を目的とする。
【課題を解決するための手段】
【0006】
本開示の一実施の形態による第1の加飾シート貼付方法は、
車体の凸状に湾曲した被着部に加飾シートを貼り付ける方法であって、
保持装置によって第1部分を保持された前記加飾シートを、前記第1部分から離れた第2部分において前記被着部に接触させる接触工程と、
前記加飾シートに接触した押付部を前記第2部分から前記第1部分に向けて移動させることによって、前記加飾シートを前記被着部に押し付ける押付工程と、を備え、
前記保持装置は、前記押付工程において、前記押付部と前記加飾シートとの接触部分までの距離が短くなるように前記被着部に対して相対移動する。
【0007】
本開示の一実施の形態による第2の加飾シート貼付方法は、
車体の凸状に湾曲した被着部に加飾シートを貼り付ける方法であって、
保持装置によって第1部分を保持された加飾シートに押付部を接触させ、前記押付部を前記第1部分に向けて移動させることによって、前記加飾シートを前記被着部に押し付ける押付工程と、
前記押付部が前記加飾シートに接触したまま前記加飾シート上に停止した状態で、前記保持装置を、前記押付部と前記加飾シートとの接触部分までの距離が短くなるように前記被着部に対して相対移動する移動工程と、を備える。
【0008】
本開示の一実施の形態による第3の加飾シート貼付方法は、
押付部によって、接合層を含む加飾シートを車体の被着部に貼り付ける方法であって、
前記加飾シートに接触した前記押付部を移動させることによって、前記加飾シートの第1領域を前記被着部に押し付ける押付工程を備え、
前記押付部は、第1方向に延びる接触部分において前記加飾シートに接触し、
前記接触部分における前記押付部からの圧力は、前記第1方向の端部において最大値の半分以下に減少し、
前記接触部分の前記押付部からの圧力に関する半値全幅は、前記接触部分の前記第1方向における長さの20%以上である、加飾シート貼付方法。
【0009】
本開示の一実施の形態による加飾シート貼付装置は、
車体の凸状に湾曲した被着部に加飾シートを貼り付ける貼付装置であって、
前記加飾シートの第1部分を保持する保持装置と、
前記加飾シートを前記被着部に押し付ける押付部と、を備え、
前記押付部は、前記加飾シートの前記第1部分から離れた第2部分に接触し、前記加飾シートと接触した状態で前記第2部分から前記第1部分に向けて移動し、
前記保持装置は、前記押付部と前記加飾シートとの接触部分までの距離が短くなるように前記被着部に対して移動する。
【発明の効果】
【0010】
本開示によれば、加飾部材の意匠性を改善できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大日本印刷株式会社
パウチ
1か月前
大日本印刷株式会社
光学素子
19日前
大日本印刷株式会社
反射型マスク
7日前
大日本印刷株式会社
成形品及びプリフォーム
12日前
大日本印刷株式会社
エレベータ情報出力システム
27日前
大日本印刷株式会社
交換部材及び情報取得システム
14日前
大日本印刷株式会社
撮影システム及び画像提供方法
7日前
大日本印刷株式会社
再封機能を有する蓋付き紙カップ
今日
大日本印刷株式会社
フィルム、積層体および包装容器
17日前
大日本印刷株式会社
フィルム、積層体および包装容器
17日前
大日本印刷株式会社
フィルム、積層体および包装容器
17日前
大日本印刷株式会社
フィルム、積層体および包装容器
17日前
大日本印刷株式会社
フィルム、積層体および包装容器
17日前
大日本印刷株式会社
フィルム、積層体および包装容器
17日前
大日本印刷株式会社
フィルム、積層体および包装容器
17日前
大日本印刷株式会社
ウェブ搬送装置及びウェブ搬送方法
18日前
大日本印刷株式会社
チューブ用積層体及びチューブ容器
18日前
大日本印刷株式会社
ICカード及びICカードの製造方法
19日前
大日本印刷株式会社
光学積層体、表示装置用部材および表示装置
3日前
大日本印刷株式会社
撮影システム、管理サーバ及び画像提供方法
今日
大日本印刷株式会社
電磁波進行方向制御部材および測定システム
3日前
大日本印刷株式会社
パレット用治具およびパレット用治具複合体
今日
大日本印刷株式会社
加飾シート貼付方法及び加飾シート貼付装置
1か月前
大日本印刷株式会社
サーバ装置、仮想空間制御方法及びプログラム
18日前
大日本印刷株式会社
食品販売システム、食品ケースおよび食品販売方法
28日前
大日本印刷株式会社
電子部品加工用粘着テープおよび電子部品の製造方法
13日前
大日本印刷株式会社
電子部品加工用粘着テープおよび電子部品の製造方法
13日前
大日本印刷株式会社
従業員業務状況管理システム及び従業員業務状況管理方法
3日前
大日本印刷株式会社
樹脂成型品
25日前
大日本印刷株式会社
金属板の寸法の測定方法及び測定装置並びにマスクの製造方法
13日前
大日本印刷株式会社
貫通電極基板
4日前
大日本印刷株式会社
プリフォーム、プラスチック容器、プラスチック容器の製造方法
7日前
大日本印刷株式会社
大型フォトマスク
12日前
大日本印刷株式会社
電子情報記憶媒体、ICチップ、レコード処理方法、及びプログラム
10日前
大日本印刷株式会社
積層体及び加飾物品
27日前
大日本印刷株式会社
加飾シート及び表示システム
13日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ