TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025121096
公報種別
公開特許公報(A)
公開日
2025-08-19
出願番号
2024016316
出願日
2024-02-06
発明の名称
電子部品加工用粘着テープおよび電子部品の製造方法
出願人
大日本印刷株式会社
代理人
個人
,
個人
主分類
H01L
21/301 20060101AFI20250812BHJP(基本的電気素子)
要約
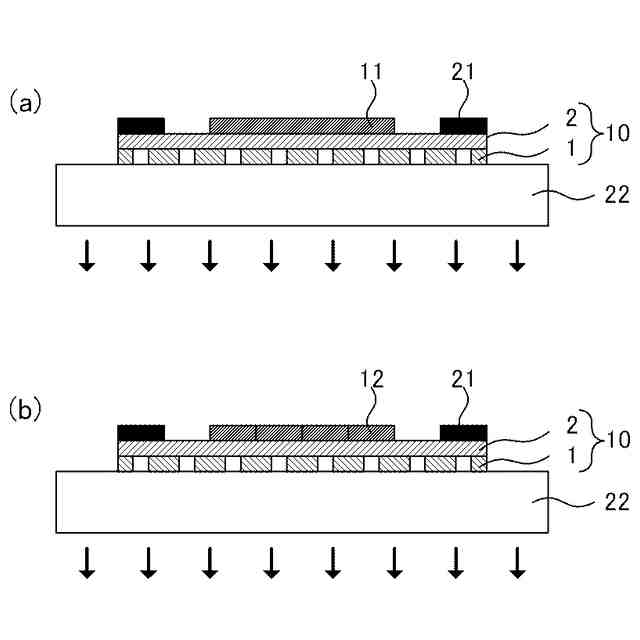
【課題】エキスパンド性が良好であり、ダイシング時の位置ずれを抑制する電子部品加工用粘着テープを提供する。
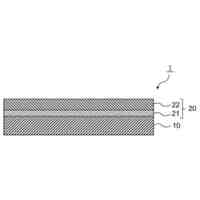
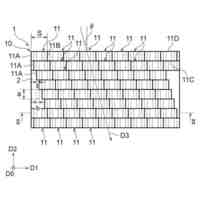
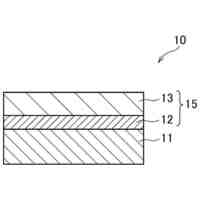
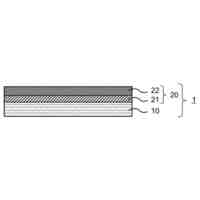
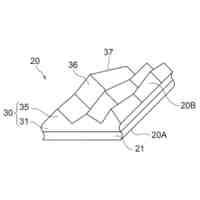
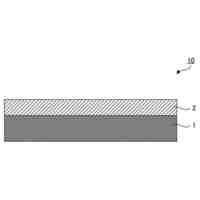
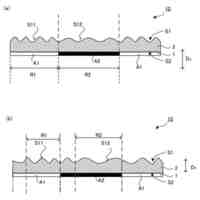
【解決手段】第1面S1および第1面に対向する第2面S2を有し、面方向に非通気性を有し、厚さ方向に貫通する貫通孔1hを有する樹脂フィルム1と、樹脂フィルムの第1面に配置され、非多孔構造を有する粘着層2と、を有する電子部品加工用粘着テープ10であって、電子部品加工用粘着テープの破断時の伸びが、100%以上である。
【選択図】図1
特許請求の範囲
【請求項1】
第1面および前記第1面に対向する第2面を有し、面方向に非通気性を有し、厚さ方向に貫通する貫通孔を有する樹脂フィルムと、
前記樹脂フィルムの前記第1面に配置され、非多孔構造を有する粘着層と、
を有する電子部品加工用粘着テープであって、
前記電子部品加工用粘着テープの破断時の伸びが、100%以上である、電子部品加工用粘着テープ。
続きを表示(約 430 文字)
【請求項2】
前記樹脂フィルムが、レーザー光に対して非吸収性を有する、請求項1に記載の電子部品加工用粘着テープ。
【請求項3】
前記樹脂フィルムの厚さが、100μm以上である、請求項1に記載の電子部品加工用粘着テープ。
【請求項4】
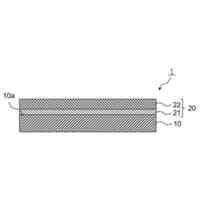
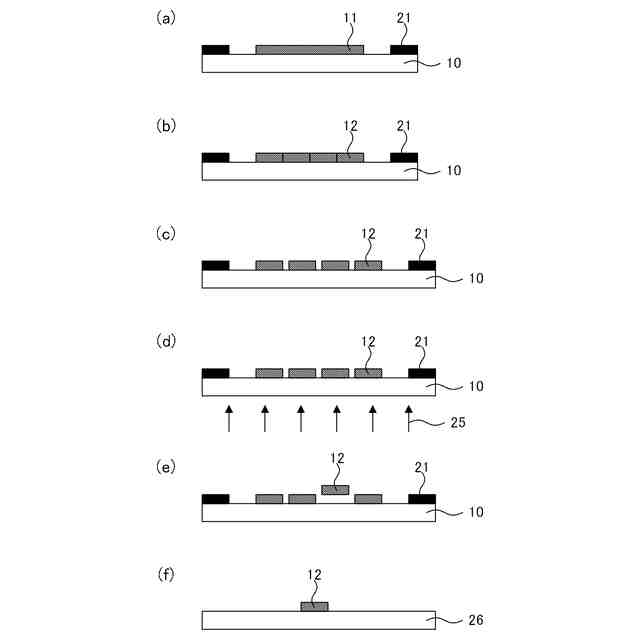
被加工基板の第1面に請求項1から請求項3までのいずれかに記載の電子部品加工用粘着テープを貼付する貼付工程と、
前記被加工基板を複数のチップに分割するダイシング工程と、
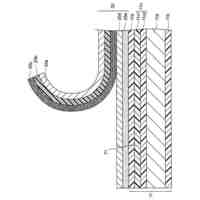
前記電子部品加工用粘着テープを引き伸ばして、前記チップ同士の間隔を広げるエキスパンド工程と、
前記電子部品加工用粘着テープから前記チップをピックアップするピックアップ工程と、
を有する、電子部品の製造方法。
【請求項5】
前記ダイシング工程では、ウォータージェットによってガイドされるレーザーにより、前記被加工基板を複数のチップに分割する、請求項4に記載の電子部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電子部品加工用粘着テープおよび電子部品の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、被加工基板は、ダイシング工程にてチップに分割される。ダイシング工程では、チップに負荷がかかるため、歩留り低下および品質低下が課題である。近年、電子機器の高機能化に伴い、チップの小型、薄型、高集積化が進んでいる。これに伴い、歩留り低下および品質低下の問題が顕著になっている。
【0003】
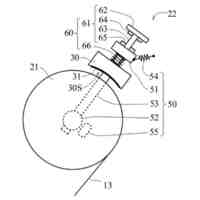
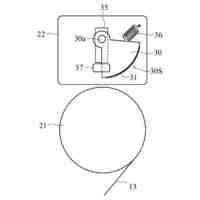
近年、ダイシング方法として、ウォータージェットによってガイドされるレーザーを用いた加工方法が提案されている。以下、この方法をウォータージェットレーザー加工と称する。ウォータージェットレーザー加工は、以下のような利点を有する。被加工基板への機械的負荷を大幅に低減できる。そのため、チッピングやマイクロクラックの発生が少ない。ウォータージェットをガイドとしており、被加工基板を水で冷却しながら加工するため、レーザーを用いるものの、熱的負荷を低減できる。そのため、熱による品質低下を抑制できる。ブレードダイシングと比較して、水の使用量が少ないので、廃水の量を少なくできる。加工速度を大幅に上昇できるので、加工時間が短くなり、負荷を低減できる。レーザーダイシングと比較して、ウォータージェットが安定する範囲で加工が行われるため、焦点位置の調整が不要である。ウォータージェットでレーザーをガイドしながら加工するため、切断面が垂直である。そのため、信頼性が向上する。よって、車載用半導体にも適用できる。また、チップ同士の間隔を狭くすることができる。焦点深度が深いため、厚い被加工基板の加工が可能である。SiC等の硬い材質の被加工基板の加工が可能である。よって、パワー半導体にも適用できる。被加工基板を曲線状に加工することも可能である。被加工基板の表面が水で保護されるため、表面付着物が少ない。そのため、洗浄作業を簡略化できる。被加工基板の貫通後はウォータージェットにより加工屑を排出できるため、裏面のバリが少ない。このように、ウォータージェットレーザー加工は、チップの小型、薄型、高集積化に有利であり、歩留り向上および品質向上に有利である。
【0004】
ダイシング工程においては、被加工基板およびチップを保護し固定するために、ダイシングテープと呼ばれる粘着テープが用いられている。粘着テープは、通常、基材と粘着層とを有する。ウォータージェットレーザー加工の場合、基材が水を透過しないと、水の跳ね返りによるチッピングやチップ飛びが生じやすい。そこで、例えば特許文献1、2に記載されているように、ウォータージェットレーザー加工の場合、粘着テープを構成する基材には、水を透過できる、織物や不織布等の多孔質基材が用いられている。
【先行技術文献】
【特許文献】
【0005】
特開2008-117943号公報
特許第4128843号公報
特許第3824874号公報
特開2008-60170号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
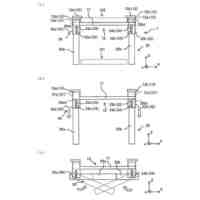
粘着テープは、リングフレームに貼付され、その粘着テープ上に被加工基板が固定されて使用される。そして、ダイシング工程では、粘着テープに固定された被加工基板を吸着テーブルに吸着固定して、加工を行う。
【0007】
本開示の発明者らは、多孔質基材を有する粘着テープでは、多孔質基材が水を透過することにより水の跳ね返りによるチッピングやチップ飛びを抑制できるものの、粘着テープの多孔質基材側の面と吸着テーブルとの間に隙間が生じる場合があり、この隙間からの空気漏れにより吸着テーブルの吸着力が低下し、ダイシング時に位置ずれが起こるという新たな課題を見出した。上述したような、近年のチップの小型、薄型、高集積化に伴い、ダイシングの切断位置のずれの精度には高い精度が求められる。
【0008】
また、電子部品の製造方法においては、上記ダイシング工程に続いて、粘着テープを引き伸ばして、チップ同士の間隔を広げるエキスパンド工程と、粘着テープからチップをピックアップするピックアップ工程とが行われる。
【0009】
しかし、粘着テープの基材に多孔質基材を用いると、一般に多孔質基材にはエキスパンド性に劣るものが多いため、チップ同士の間隔を十分に広げることができず、チップのピックアップが困難になるという問題がある。
【0010】
本開示は、上記実情に鑑みてなされたものであり、エキスパンド性が良好であり、ダイシング時の位置ずれを抑制することが可能な電子部品加工用粘着テープを提供することを主目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
大日本印刷株式会社
額縁
4日前
大日本印刷株式会社
反射型マスク
20日前
大日本印刷株式会社
熱転写システム
5日前
大日本印刷株式会社
熱転写システム
5日前
大日本印刷株式会社
シール型熱転写受像シート
3日前
大日本印刷株式会社
レンズアレイ及び表示装置
5日前
大日本印刷株式会社
シール型熱転写受像シート
3日前
大日本印刷株式会社
シール型熱転写受像シート
3日前
大日本印刷株式会社
撮影システム及び画像提供方法
20日前
大日本印刷株式会社
再封機能を有する蓋付き紙カップ
13日前
大日本印刷株式会社
類似文書検索装置及びプログラム
4日前
大日本印刷株式会社
熱転写シートおよび中間転写媒体
3日前
大日本印刷株式会社
光学部材、ヘッドマウントディスプレイ
4日前
大日本印刷株式会社
電子部品包装用カバーテープおよび包装体
12日前
大日本印刷株式会社
電磁波進行方向制御部材および測定システム
16日前
大日本印刷株式会社
撮影システム、管理サーバ及び画像提供方法
13日前
大日本印刷株式会社
パレット用治具およびパレット用治具複合体
13日前
大日本印刷株式会社
光学積層体、表示装置用部材および表示装置
16日前
大日本印刷株式会社
賦形シート、賦形シートの製造方法および物品の製造方法
11日前
大日本印刷株式会社
従業員業務状況管理システム及び従業員業務状況管理方法
16日前
大日本印刷株式会社
貫通電極基板
17日前
大日本印刷株式会社
プリフォーム、プラスチック容器、プラスチック容器の製造方法
20日前
大日本印刷株式会社
大型フォトマスク
25日前
大日本印刷株式会社
ベーパーチャンバ
10日前
大日本印刷株式会社
電子情報記憶媒体、ICチップ、レコード処理方法、及びプログラム
23日前
大日本印刷株式会社
反射装置、反射装置の製造方法、移相器、及び、フェーズドアレイアンテナ
4日前
大日本印刷株式会社
配線基板および半導体装置
10日前
大日本印刷株式会社
反射型スクリーン、映像表示装置
25日前
大日本印刷株式会社
腸オルガノイド及びその作製方法
19日前
大日本印刷株式会社
ICカード、コンピュータプログラム、ICチップおよびリセット応答の出力方法
12日前
大日本印刷株式会社
蓄電デバイス、電動自動車、蓄電デバイス用包装材、蓄電デバイス用容器及びその製造方法
4日前
大日本印刷株式会社
蓄電デバイス、蓋体、蓄電デバイスの製造方法
12日前
大日本印刷株式会社
蓄電デバイス、蓋体、蓄電デバイスの製造方法
12日前
大日本印刷株式会社
蓄電デバイス、電極端子ユニット及び外装体セット
5日前
大日本印刷株式会社
電子制御装置更新システム、セキュアデバイス、ゲートウェイ装置、および、電子制御装置更新方法
18日前
大日本印刷株式会社
蓄電デバイス用外装材、その製造方法、及び蓄電デバイス
25日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ