TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025107028
公報種別
公開特許公報(A)
公開日
2025-07-17
出願番号
2024000734
出願日
2024-01-05
発明の名称
フェライト系ステンレス鋼板、電気加熱触媒用の部材、電気加熱触媒、フェライト系ステンレス鋼板の製造方法および電気加熱触媒用の部材の製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C22C
38/00 20060101AFI20250710BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】高温での電気抵抗率が低く、優れた耐高温酸化性を有するとともに、低い熱膨張率を示すことが可能な、フェライト系ステンレス鋼板を提供する。
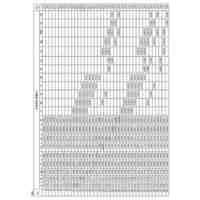
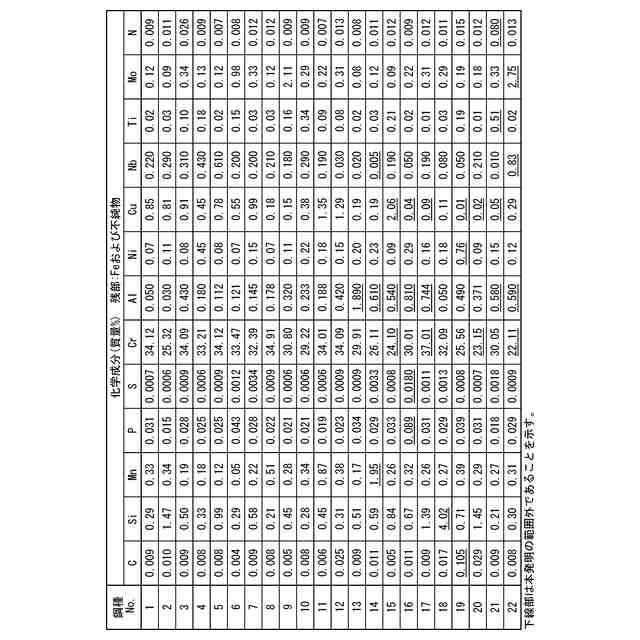
【解決手段】質量%で、C:0.001~0.030%、Si:0.01~1.50%、Mn:0.01~1.00%、P:0.050%以下、S:0.010%以下、Cr:25.0~35.0%、Al:0.030~0.50%、Ni:0.01~0.50%、Cu:0.10~1.50%、Nb:0.010~0.70%、Ti:0.01~0.40%、Mo:0.01~2.50%、N:0.030%以下、残部:Fe及び不純物からなり、式(1)を満足する、フェライト系ステンレス鋼板を採用する。
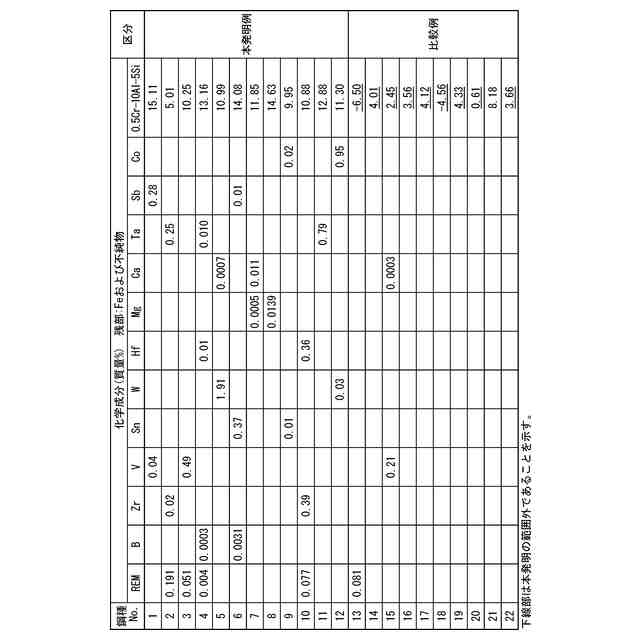
0.5Cr-10Al-5Si≧5.00 …(1)
ただし、式(1)における元素記号は、各元素の含有量(質量%)を意味する。
【選択図】なし
特許請求の範囲
【請求項1】
鋼の化学成分が、質量%で、
C:0.001~0.030%、
Si:0.01~1.50%、
Mn:0.01~1.00%、
P:0.050%以下、
S:0.010%以下、
Cr:25.0~35.0%、
Al:0.030~0.50%、
Ni:0.01~0.50%、
Cu:0.10~1.50%、
Nb:0.010~0.70%、
Ti:0.01~0.40%、
Mo:0.01~2.50%、
N :0.030%以下、
REM:0~0.20%、
B :0~0.0050%、
Zr:0~0.50%、
V :0~0.50%、
Sn:0~0.50%、
W :0~2.0%、
Hf:0~0.50%、
Mg:0~0.015%、
Ca:0~0.015%、
Ta:0~1.00%、
Sb:0~0.50%、
Co:0~1.00%、
残部:Fe及び不純物からなり、
式(1)を満足する、
フェライト系ステンレス鋼板。
0.5Cr-10Al-5Si≧5.00 …(1)
ただし、式(1)における元素記号は、各元素の含有量(質量%)を意味する。
続きを表示(約 1,700 文字)
【請求項2】
鋼の化学成分が、質量%で、
REM:0.003~0.20%、
B :0.0002~0.0050%、
Zr:0.01~0.50%、
V :0.01~0.50%、
Sn:0.01~0.50%、
W :0.01~2.0%、
Hf:0.01~0.50%、
Mg:0.0005~0.015%、
Ca:0.0005~0.015%、
Ta:0.01~1.00%、
Sb:0.01~0.50%、
Co:0.01~1.00%、のうち1種または2種以上を含有する、請求項1に記載のフェライト系ステンレス鋼板。
【請求項3】
加熱温度600℃で1時間加熱した場合に、鋼板の断面の500nm×500nmの観察視野において、円相当径5nm以上の金属Cu相が20個以上析出可能である、請求項1または請求項2に記載のフェライト系ステンレス鋼板。
【請求項4】
1000℃における四端子法による電気抵抗率が1.30μΩ・m以下である、請求項1または請求項2に記載のフェライト系ステンレス鋼板。
【請求項5】
30℃から1000℃まで加熱した場合の熱膨張率が1.30%以下である、請求項1または請求項2に記載のフェライト系ステンレス鋼板。
【請求項6】
鋼の化学成分が、質量%で、
C:0.001~0.030%、
Si:0.01~1.50%、
Mn:0.01~1.00%、
P:0.050%以下、
S:0.010%以下、
Cr:25.0~35.0%、
Al:0.030~0.50%、
Ni:0.01~0.50%、
Cu:0.10~1.50%、
Nb:0.010~0.70%、
Ti:0.01~0.40%、
Mo:0.01~2.50%、
N :0.030%以下、
REM:0~0.20%、
B :0~0.0050%、
Zr:0~0.50%、
V :0~0.50%、
Sn:0~0.50%、
W :0~2.0%、
Hf:0~0.50%、
Mg:0~0.015%、
Ca:0~0.015%、
Ta:0~1.00%、
Sb:0~0.50%、
Co:0~1.00%、
残部:Fe及び不純物からなり、
式(2)を満足し、
鋼板の断面の500nm×500nmの観察視野において、円相当径5nm以上の金属Cu相が20個以上存在する、フェライト系ステンレス鋼板。
0.5Cr-10Al-5Si≧5.00 …(2)
ただし、式(2)における元素記号は、各元素の含有量(質量%)を意味する。
【請求項7】
鋼の化学成分が、質量%で、
REM:0.003~0.20%、
B :0.0002~0.0050%、
Zr:0.01~0.50%、
V :0.01~0.50%、
Sn:0.01~0.50%、
W :0.01~2.0%、
Hf:0.01~0.50%、
Mg:0.0005~0.015%、
Ca:0.0005~0.015%、
Ta:0.01~1.00%、
Sb:0.01~0.50%、
Co:0.01~1.00%、のうち1種または2種以上を含有する、請求項6に記載のフェライト系ステンレス鋼板。
【請求項8】
30℃から1000℃まで加熱した場合の熱膨張率が1.30%以下である、請求項6または請求項7に記載のフェライト系ステンレス鋼板。
【請求項9】
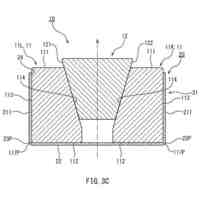
請求項6または請求項7に記載のフェライト系ステンレス鋼板よりなる、電気加熱触媒用の部材。
【請求項10】
請求項9に記載の電気加熱触媒用の部材を備えた電気加熱触媒。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、フェライト系ステンレス鋼板、電気加熱触媒用の部材、電気加熱触媒、フェライト系ステンレス鋼板の製造方法および電気加熱触媒用の部材の製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
自動車のエンジンから排出された排ガス中の有害物質を処理する手段として、一般に、担体に担持された触媒が用いられている。ところで、エンジン始動時のように、触媒の温度が低く活性温度未満の状態では、触媒が十分に機能せず、排ガスが十分に浄化されない場合がある。この対策として、車載電源によって触媒を予熱することで、担体に担持された触媒をエンジン始動前またはエンジン始動時に活性温度まで昇温する電気加熱触媒(EHC)の開発が進んでいる。
【0003】
電気加熱触媒の加熱方式には二つの方式が知られている。第1の方式として、触媒が担持されたハニカム筒状の担体に、触媒加熱のための電気ヒーターを装着する方式がある。また、第2の方式として、触媒が担持された導電性の担体に通電することによって、担体を発熱させて触媒を加熱する方式がある。いずれの方式においても、消費電力が大きいなどの課題がある。そのため、電気加熱触媒を構成する部材には、高温での電気抵抗率が低いことが求められる。また、電気加熱触媒は高温の排ガスに接触することから、優れた耐高温酸化性を有することが求められる。更に、電気加熱触媒は1000℃程度まで加熱されることから、低い熱膨張率を示すことが求められる。
【0004】
下記特許文献1には、電気的に加熱可能な担体基材と、該担体基材の排ガス通路に形成され酸化物担体と該酸化物担体に担持された少なくとも貴金属とからなる触媒コート層と、該担体基材に通電することにより該担体基材を加熱する加熱手段と、を備えた電気加熱式触媒装置が記載されている。
【0005】
下記特許文献2には、中心構造部材と、高温耐性を示す多数の薄金属合金ヒーターストリップを通る以外は各々が他の如何なるセグメントからも電気的に絶縁されているセグメント化された外側シェルと、から成る電気加熱可能触媒変換器用コアが記載されている。
【0006】
下記特許文献3には、導電性の薄い金属ハニカム体にして、ハニカム体は電気絶縁されたコネクター板間を電気的並列接続で延びている渦巻き状に巻かれた複数の波型の薄い金属ストリップを備えるハニカム体が記載されている。
【0007】
下記特許文献4には、少なくともその一方の表面を含ニッケル合金被覆材で被覆した領域を有し、そして酎火性金属酸化物で被覆した隣接領域を有するステンレス鋼薄条体が記載されている。
【0008】
しかし、特許文献1~4には、高温での電気抵抗率が低く、優れた耐高温酸化性を有するとともに、低い熱膨張率を示す電気加熱触媒用の素材は、開示されていない。
【先行技術文献】
【特許文献】
【0009】
特開2009-275559号公報
特開平5-212293号公報
特開平5-269389号公報
特開平3-118838号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は上記事情に鑑みてなされたものであり、高温での電気抵抗率が低く、優れた耐高温酸化性を有するとともに、低い熱膨張率を示すことが可能な、フェライト系ステンレス鋼板、電気加熱触媒用の部材、電気加熱触媒、フェライト系ステンレス鋼板の製造方法および電気加熱触媒用の部材の製造方法を提供することを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼線
25日前
日本製鉄株式会社
線材
25日前
日本製鉄株式会社
床構造
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
角形鋼管
12日前
日本製鉄株式会社
評価方法
1か月前
日本製鉄株式会社
直流電気炉
20日前
日本製鉄株式会社
圧延H形鋼
12日前
日本製鉄株式会社
軸受用鋼管
1か月前
日本製鉄株式会社
柱梁接合部
11日前
日本製鉄株式会社
直流電気炉
20日前
日本製鉄株式会社
鋼の製造方法
27日前
日本製鉄株式会社
金属溶解方法
20日前
日本製鉄株式会社
転炉吹錬方法
13日前
日本製鉄株式会社
転炉吹錬方法
13日前
日本製鉄株式会社
鋼線及び撚り線
12日前
日本製鉄株式会社
鋼管用ねじ継手
11日前
日本製鉄株式会社
パネル用支持具
11日前
日本製鉄株式会社
直流電気溶解炉
20日前
日本製鉄株式会社
高炉の操業方法
18日前
日本製鉄株式会社
パネル用支持具
11日前
日本製鉄株式会社
鋼線及びロープ
12日前
日本製鉄株式会社
補強H形鋼有孔梁
21日前
日本製鉄株式会社
焼結鉱の製造方法
28日前
日本製鉄株式会社
焼結鉱の製造方法
28日前
日本製鉄株式会社
棒製品の製造方法
27日前
日本製鉄株式会社
溶銑の脱りん方法
25日前
日本製鉄株式会社
溶銑の予備処理方法
13日前
日本製鉄株式会社
ガス漏洩部の補修方法
19日前
日本製鉄株式会社
制御装置及び制御方法
21日前
日本製鉄株式会社
肥料及び肥料の製造方法
1か月前
日本製鉄株式会社
鋼板及び鋼板の製造方法
5日前
日本製鉄株式会社
表面検査装置及び表面検査方法
1か月前
日本製鉄株式会社
スポット溶接継手の性能推定方法
18日前
日本製鉄株式会社
金属缶の製造方法及び金型セット
1か月前
日本製鉄株式会社
塩害コンクリート構造物の補修工法
25日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ