TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025101773
公報種別
公開特許公報(A)
公開日
2025-07-08
出願番号
2023218742
出願日
2023-12-26
発明の名称
検査装置及び検査方法
出願人
トヨタ自動車東日本株式会社
代理人
個人
,
個人
主分類
G01N
21/88 20060101AFI20250701BHJP(測定;試験)
要約
【課題】検査対象物が配設箇所に正しく配設されているか否かを容易に検査することができる検査装置及び検査方法を提供する。
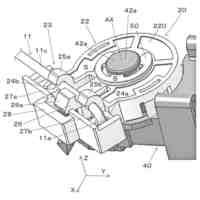
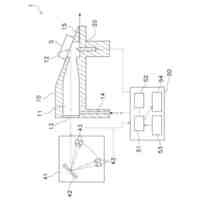
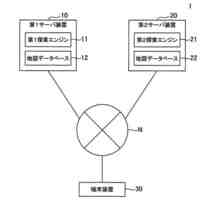
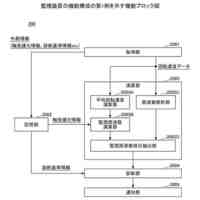
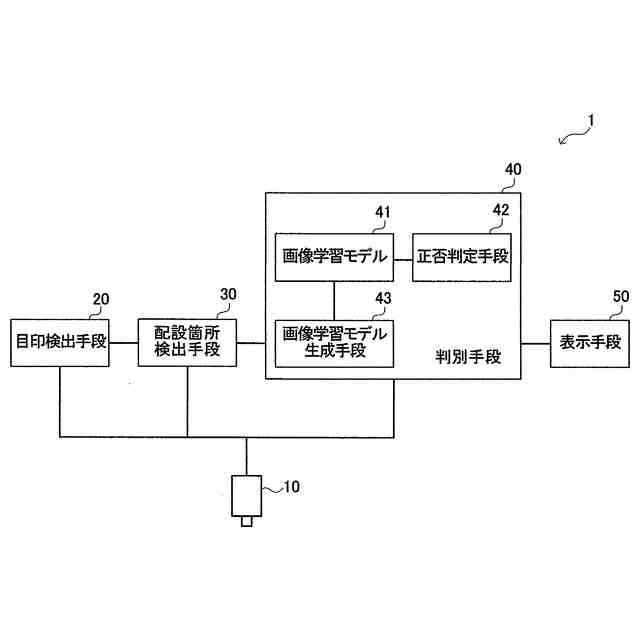
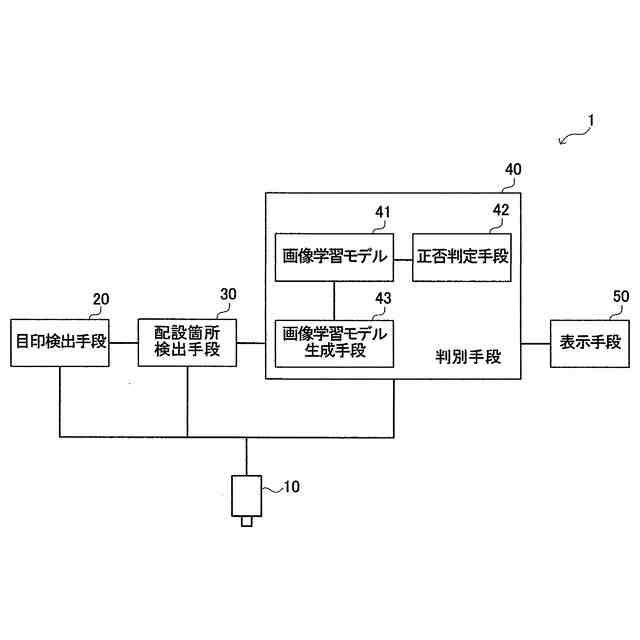
【解決手段】検査装置1は、配設箇所と、配設箇所を検出する際の目印となる目印対象物とを含む領域を撮影する撮影手段10と、撮影画像から目印対象物を検出する目印検出手段20と、目印対象物に対する配設箇所の相対的な位置関係に基づき、撮影画像から配設箇所を検出する配設箇所検出手段30と、配設箇所の判別画像から、検査対象物が正しく配設されているか否かを判別する判別手段40とを備えている。
【選択図】図1
特許請求の範囲
【請求項1】
検査対象物が配設箇所に正しく配設されているか否かを検査する検査装置であって、
前記配設箇所と、前記配設箇所の周辺に位置し、前記配設箇所を検出する際の目印となる目印対象物とを含む領域を撮影する撮影手段と、
前記撮影手段により得られた撮影画像から、前記目印対象物を検出する目印検出手段と、
前記目印検出手段により検出した前記目印対象物の位置と、前記目印対象物に対する前記配設箇所の相対的な位置関係とに基づき、前記撮影画像から前記配設箇所を検出する配設箇所検出手段と、
前記配設箇所検出手段により検出した前記配設箇所の判別画像から、前記検査対象物が正しく配設されているか否かを判別する判別手段と
を備えたことを特徴とする検査装置。
続きを表示(約 730 文字)
【請求項2】
前記判別手段は、前記判別画像の正例となる学習画像を用いた機械学習を実行して、前記検査対象物が正しく配設置されている場合及び正しく配設されていない場合の特徴を学習させた画像学習モデルにより判別することを特徴とする請求項1記載の検査装置。
【請求項3】
前記判別手段は、画像学習モデルを生成する画像学習モデル生成手段を有し、
前記画像学習モデル生成手段は、前記検査対象物が正しく配設されている場合の学習画像を加工した加工画像を、前記検査対象物が正しく配設されていない場合の学習画像に含めて、学習させることを特徴とする請求項2記載の検査装置。
【請求項4】
前記検査対象物として、スラストメタルが配設箇所に正しく配設されているか否かを検査することを特徴とする請求項1から請求項3のいずれか1に記載の検査装置。
【請求項5】
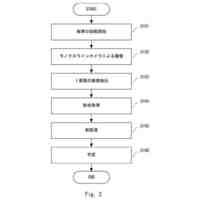
検査対象物が配設箇所に正しく配設されているか否かを検査する検査方法であって、
前記配設箇所と、前記配設箇所の周辺に位置し、前記配設箇所を検出する際の目印となる目印対象物とを含む領域を撮影する撮影手順と、
前記撮影手順により得られた撮影画像から、前記目印対象物を検出する目印検出手順と、
前記目印検出手順により検出した前記目印対象物の位置と、前記目印対象物に対する前記配設箇所の相対的な位置関係とに基づき、前記撮影画像から前記配設箇所を検出する配設箇所検出手順と、
前記配設箇所検出手順により検出した前記配設箇所の判別画像から、前記検査対象物が正しく配設されているか否かを判別する判別手順と
を含むことを特徴とする検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、検査対象物が配設箇所に正しく配設されているか否かを検査する検査装置及び検査方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
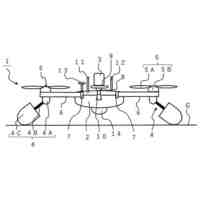
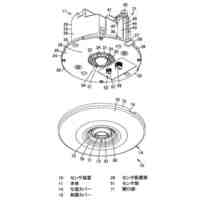
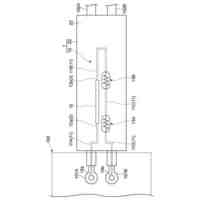
エンジンのシリンダブロックは、クランクシャフトのジャーナル部を軸心まわりの回転可能に支持する軸受部を有している。メインジャーナル部を支持する軸受部は、クランクシャフトに作用するスラスト方向の力を受は止めて軸方向位置を位置決めする機能も併せて備えており、その軸受部の両側面には溝が形成されてクランクアーム部との間にスラストメタルが介挿されるようになっているのが通常である。シリンダブロックの軸受部には、例えば、ジャーナル部の径寸法に対応した半円形状の凹みが設けられており、その軸受部にジャーナル部が挿入された状態において、同じく半円形状の凹みが設けられたキャンプが組み合わされることにより、そのジャーナル部を回転可能に支持するように構成されている。
【0003】
また、スラストメタルも半円弧形状に2分割され、シリンダブロックの軸受部にジャーナル部が挿入された状態において、その軸受部の側面とクランクアーム部との間に溝によって形成される隙間に、半円弧形状を成す一方のスラストメタルを挿入して組み付け、キャップを組み付ける際に他方のスラストメタルを組み付けるようになっている。スラストメタルは表面と裏面とで異なる構成を有しており、スラストメタルの表面と裏面との向きを間違って組み付けたり、また、スラストメタルの組み付け忘れがあった場合には、エンジン破損の原因となり、重大な不具合につながる。そこで、スラストメタルを組み付けた後に、スラストメタルが正しく配設されているか否かを検査している。
【0004】
スラストメタルの検査は、従来、例えば、作業員による目視により行われていた。しかし、スラストメタルを表面から確認できる領域は小さく、また、見えにくいので、気遣い作業となり、負担が大きいという問題があった。また、パターンマッチングによりスラストメタルが正しく配設されているかを検出する方法も考えられるが、検査対象物を撮影した画像におけるスラストメタルの画像位置にばらつきがあるので、固定座標で読み取ることが難しく、しかも、オイルの付着により映り方にばらつきがあり、正しく配設されているか否かを正しく判別することが難しいという問題があった。
【0005】
なお、特許文献1には、一方のワークに設けた円孔にはめ込まれる他方のワークに組付けられて一方のワークの円孔内周面と接触する表裏の方向性を有するシールリングの他方のワークに対する誤組付けを検出する方法が記載されている。この誤組付け検査方法では、一方のワークの円孔よりも内径を所定量大きく設定した検出用円孔を有する治具の検出用円孔にシールリングを組付けた他方のワークをはめ込んだ後、治具の検出用円孔と他方のワークとの間に形成される閉塞空間に空気を継続して供給して閉塞空間を所定圧力で加圧し、加圧状態を維持している間に、検出用円孔の内周面とシールリングとの間から漏れ出る空気流量が規格流量を越えた場合をシールリングの誤組付けとして判定する。この誤組付け検査方法によれば、表裏の方向性を有するシールリングの誤組付けを検出することができるものの、空気を供給し、流量を検出する必要があるので、装置が複雑となり適用することは難しい。
【先行技術文献】
【特許文献】
【0006】
特開2000-329641号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、このような問題に基づきなされたものであり、検査対象物が配設箇所に正しく配設されているか否かを容易に検査することができる検査装置及び検査方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の検査装置は、検査対象物が配設箇所に正しく配設されているか否かを検査するものであって、配設箇所と、配設箇所の周辺に位置し、配設箇所を検出する際の目印となる目印対象物とを含む領域を撮影する撮影手段と、撮影手段により得られた撮影画像から、目印対象物を検出する目印検出手段と、目印検出手段により検出した目印対象物の位置と、目印対象物に対する配設箇所の相対的な位置関係とに基づき、撮影画像から配設箇所を検出する配設箇所検出手段と、配設箇所検出手段により検出した配設箇所の判別画像から、検査対象物が正しく配設されているか否かを判別する判別手段とを備えたものである。
【0009】
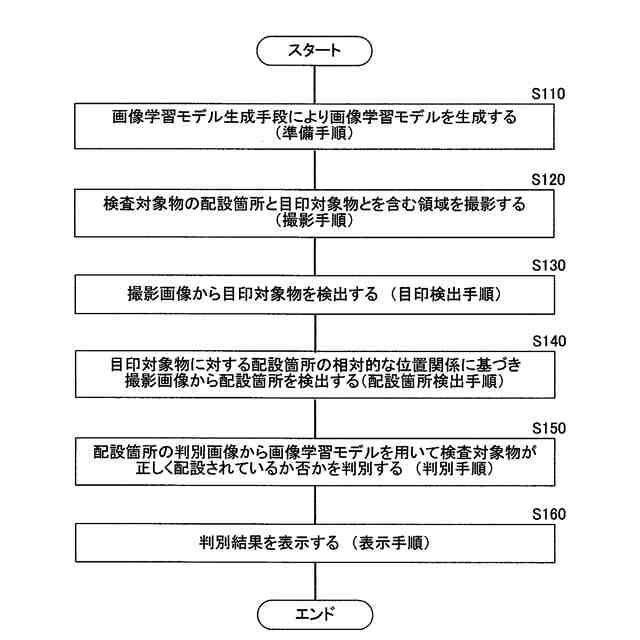
本発明の検査方法は、検査対象物が配設箇所に正しく配設されているか否かを検査するものであって、配設箇所と、配設箇所の周辺に位置し、配設箇所を検出する際の目印となる目印対象物とを含む領域を撮影する撮影手順と、撮影手順により得られた撮影画像から、目印対象物を検出する目印検出手順と、目印検出手順により検出した目印対象物の位置と、目印対象物に対する配設箇所の相対的な位置関係とに基づき、撮影画像から配設箇所を検出する配設箇所検出手順と、配設箇所検出手順により検出した配設箇所の判別画像から、検査対象物が正しく配設されているか否かを判別する判別手順とを含むものである。
【発明の効果】
【0010】
本発明によれば、撮影画像から目印対象物を検出し、目印対象物の位置と、目印対象物に対する配設箇所の相対的な位置関係とに基づき、撮影画像から配設箇所を検出するようにしたので、配設箇所の大きさが小さく、また、撮影画像における配設箇所の位置にばらつきがあったり、汚れなどにより映り方にばらつきがあっても、配設箇所を容易に検出することができる。よって、配設箇所の判別画像から、検査対象物が正しく配設されているか否かを容易に判別することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
計器装置
6日前
株式会社東光高岳
計器
2日前
日本精機株式会社
液面検出装置
8日前
大和製衡株式会社
組合せ秤
8日前
大和製衡株式会社
組合せ秤
14日前
大和製衡株式会社
組合せ秤
8日前
エグゼヴィータ株式会社
端末装置
今日
日本特殊陶業株式会社
ガスセンサ
今日
日本特殊陶業株式会社
ガスセンサ
今日
日本特殊陶業株式会社
ガスセンサ
9日前
日本特殊陶業株式会社
ガスセンサ
9日前
ダイハツ工業株式会社
試験用治具
14日前
富士電機株式会社
エンコーダ
1日前
富士電機株式会社
エンコーダ
1日前
バイオテック株式会社
容器設置装置
今日
株式会社クボタ
作業車
13日前
柳井電機工業株式会社
部材検査装置
今日
新電元メカトロニクス株式会社
位置検出装置
6日前
トヨタ自動車株式会社
歯車の検査方法
9日前
TDK株式会社
計測装置
7日前
株式会社ノーリツ
通信システム
6日前
日本電気株式会社
測位装置及びその方法
2日前
ジャパンプローブ株式会社
超音波探触子
今日
株式会社島津製作所
発光分析装置
6日前
帝国通信工業株式会社
圧力センサ
今日
SMC株式会社
位置検出センサ
13日前
株式会社セシアテクノ
気象観測装置
2日前
東芝ライテック株式会社
センサ装置
2日前
パイオニア株式会社
評価装置
13日前
DIC株式会社
凹凸増幅用具
6日前
タカハタプレシジョン株式会社
水道メータ
6日前
富士電機株式会社
診断装置、診断方法
9日前
株式会社ユピテル
システム及びプログラム等
今日
住友重機械工業株式会社
異常検知装置
8日前
オプテックス株式会社
検知装置
6日前
日新電機株式会社
検電デバイス
13日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ