TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025101573
公報種別
公開特許公報(A)
公開日
2025-07-07
出願番号
2023218515
出願日
2023-12-25
発明の名称
試料分析方法及び試料分析装置
出願人
ダイプラ・ウィンテス株式会社
代理人
弁理士法人前田特許事務所
主分類
G01N
3/58 20060101AFI20250630BHJP(測定;試験)
要約
【課題】試料の内部の状態を高精度で分析する。
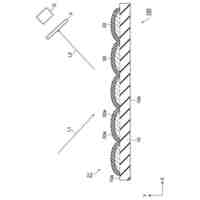
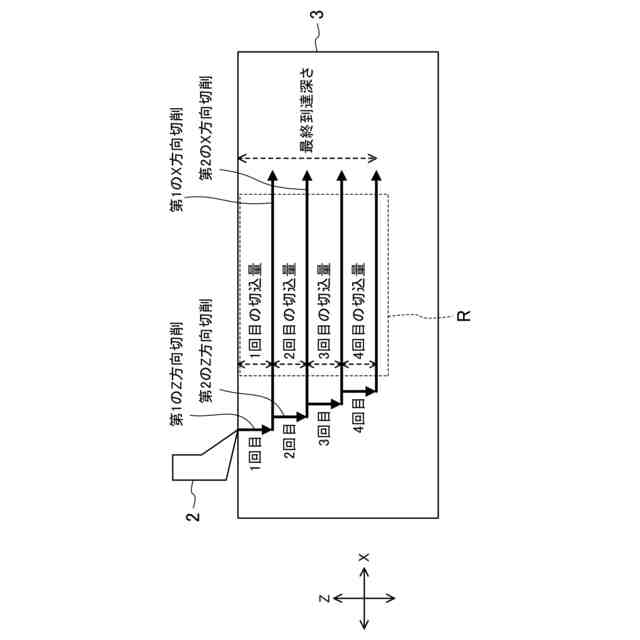
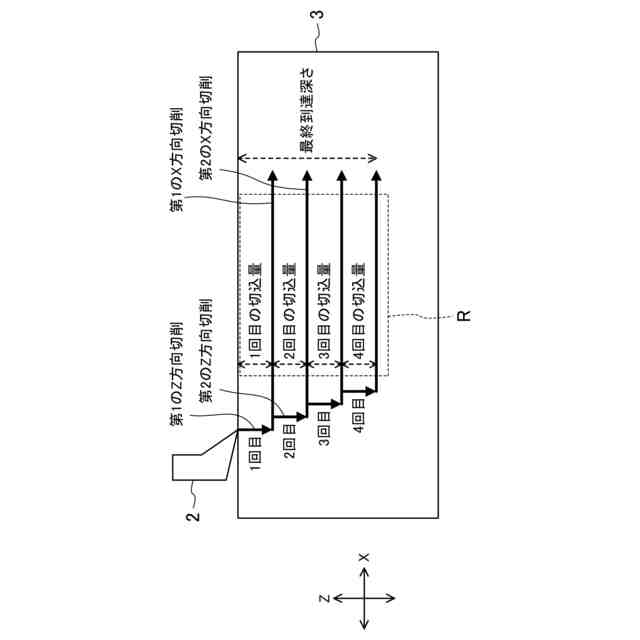
【解決手段】第1のZ方向切削工程に続く第1のX方向切削工程で、試料のX方向切削を行いながら、切刃にかかるX方向の荷重を測定する。その後、第2のZ方向切削工程に続く第2のX方向切削工程で、試料のX方向切削を行いながら、切刃にかかるX方向の荷重を測定する。1回目の第2のZ方向切削工程は、第1のX方向切削工程の切削位置よりもZ方向の下方の位置まで試料の切削を行う。2回目以降の第2のZ方向切削工程は、直前に実施された第2のX方向切削工程の切削位置よりもZ方向の下方の位置まで試料の切削を行う。第1及び第2のX方向切削工程で測定されたX方向の荷重に基づいて、試料の内部の状態を分析する。
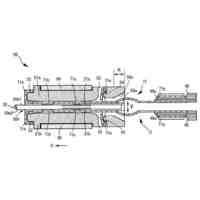
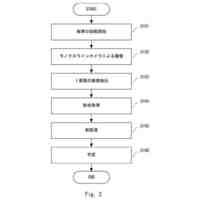
【選択図】図4
特許請求の範囲
【請求項1】
切削装置を用いて試料の内部の状態を分析するための試料分析方法であって、
前記切削装置は、
切刃と、
前記試料を固定する試料台と、
前記切刃と前記試料台とを相対的に移動させる駆動部と
を備え、
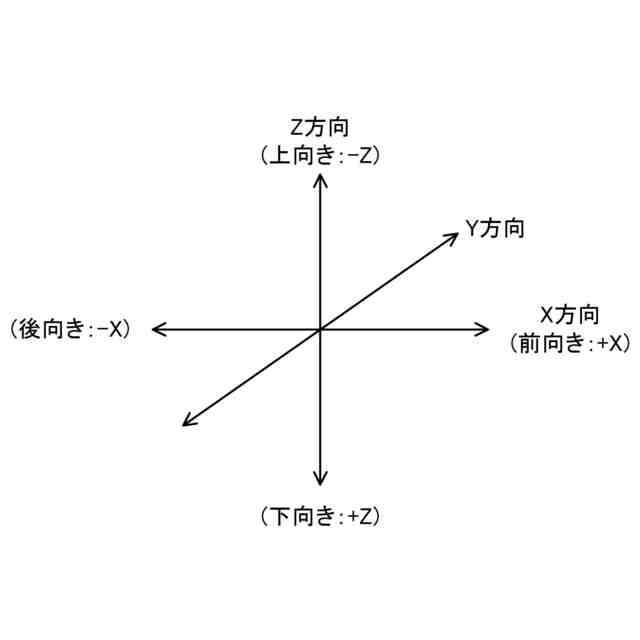
前記切刃と前記試料台とは、前記試料の表面に平行で互いに直交するX方向及びY方向、並びに前記試料の前記表面に垂直なZ方向のそれぞれに相対的に移動可能であり、
前記試料分析方法は、
前記試料台に対して前記切刃を、前記Z方向における下向きに、又は前記Z方向における下向きで且つ前記X方向における前向きに相対的に移動させることによって、前記試料の前記表面から切削を行う第1のZ方向切削工程と、
前記第1のZ方向切削工程に続いて、前記試料台に対して前記切刃を、前記X方向における前向きに相対的に移動させることによって、前記試料の切削を行いながら、前記切刃にかかる前記X方向の荷重を測定する第1のX方向切削工程と、
前記第1のX方向切削工程よりも後に、前記試料台に対して前記切刃を、前記Z方向における下向きに、又は前記Z方向における下向きで且つ前記X方向における前向きに相対的に移動させることによって、前記試料の切削を行う第2のZ方向切削工程と、
前記第2のZ方向切削工程に続いて、前記試料台に対して前記切刃を、前記X方向における前向きに相対的に移動させることによって、前記試料の切削を行いながら、前記切刃にかかる前記X方向の荷重を測定する第2のX方向切削工程と
を含み、
前記第2のZ方向切削工程及び前記第2のX方向切削工程はそれぞれ少なくとも1回実施され、
1回目の前記第2のZ方向切削工程は、前記第1のX方向切削工程の切削位置よりも前記Z方向の下方の位置まで前記試料の切削を行い、
2回目以降の前記第2のZ方向切削工程は、直前に実施された前記第2のX方向切削工程の切削位置よりも前記Z方向の下方の位置まで前記試料の切削を行い、
前記試料分析方法は、前記第1のX方向切削工程及び前記第2のX方向切削工程で測定された前記X方向の荷重に基づいて、前記試料の内部の状態を分析する分析工程をさらに含む、
試料分析方法。
続きを表示(約 1,500 文字)
【請求項2】
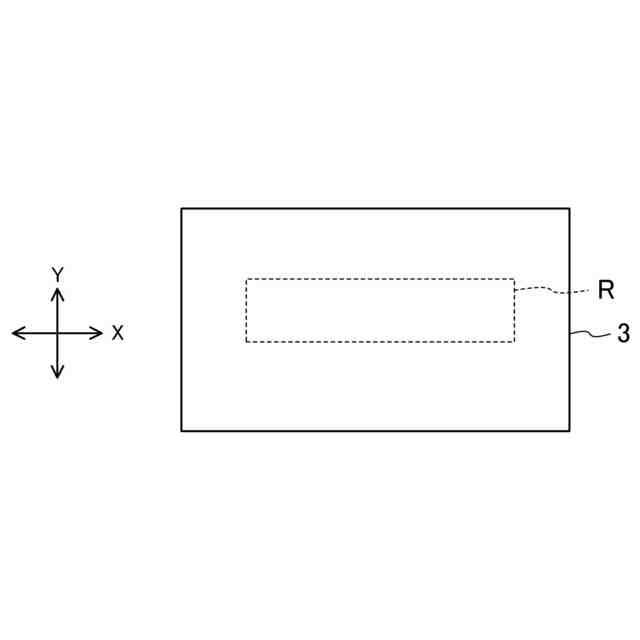
前記第1のX方向切削工程及び前記第2のX方向切削工程のそれぞれで、前記X方向及び前記Y方向の切削範囲は同一の領域を含む、
請求項1に記載の試料分析方法。
【請求項3】
前記第2のZ方向切削工程が1回実施される場合、当該第2のZ方向切削工程は、前記第1のZ方向切削工程若しくは前記第1のX方向切削工程の切削面から開始され、
前記第2のZ方向切削工程が2回以上実施される場合、後に実施される前記第2のZ方向切削工程は、直前に実施された前記第2のZ方向切削工程若しくは前記第2のX方向切削工程の切削面から開始される、
請求項1又は2に記載の試料分析方法。
【請求項4】
前記分析工程は、
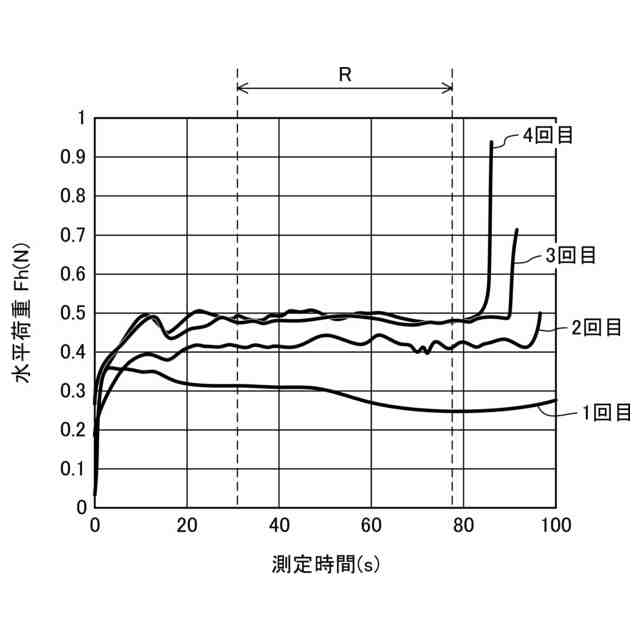
前記第1のX方向切削工程及び前記第2のX方向切削工程において前記X方向の同じ特定区間で測定された前記X方向の荷重の平均値を求める第1の分析工程と、
前記第1の分析工程で求めた前記X方向の荷重の平均値を相互に比較することによって、前記試料の内部の状態を分析する第2の分析工程と
を含む、
請求項1又は2に記載の試料分析方法。
【請求項5】
前記試料は、電池用電極である、
請求項1又は2に記載の試料分析方法。
【請求項6】
試料の内部の状態を分析するための試料分析装置であって、
切刃と、
前記試料を固定する試料台と、
前記切刃と前記試料台とを相対的に移動させる駆動部と、
前記駆動手段の駆動を制御する制御部と、
前記試料の内部の状態を分析する分析部と
を備え、
前記切刃と前記試料台とは、前記試料の表面に平行で互いに直交するX方向及びY方向、並びに前記試料の前記表面に垂直なZ方向のそれぞれに相対的に移動可能であり、
前記制御部に、
前記試料台に対して前記切刃を、前記Z方向における下向きに、又は前記Z方向における下向きで且つ前記X方向における前向きに相対的に移動させることによって、前記試料の前記表面から切削を行う第1のZ方向切削工程を実施させる第1の指令と、
前記第1のZ方向切削工程に続いて、前記試料台に対して前記切刃を、前記X方向における前向きに相対的に移動させることによって、前記試料の切削を行いながら、前記切刃にかかる前記X方向の荷重を測定する第1のX方向切削工程を実施させる第2の指令と、
前記第1のX方向切削工程よりも後に、前記試料台に対して前記切刃を、前記Z方向における下向きに、又は前記Z方向における下向きで且つ前記X方向における前向きに相対的に移動させることによって、前記試料の切削を行う第2のZ方向切削工程を少なくとも1回実施させる第3の指令と、
前記第2のZ方向切削工程に続いて、前記試料台に対して前記切刃を、前記X方向における前向きに相対的に移動させることによって、前記試料の切削を行いながら、前記切刃にかかる前記X方向の荷重を測定する第2のX方向切削工程を少なくとも1回実施させる第4の指令と
がプログラムされ、
前記第3の指令は、1回目の前記第2のZ方向切削工程では、前記第1のX方向切削工程の切削位置よりも前記Z方向の下方の位置まで前記試料の切削を行い、2回目以降の前記第2のZ方向切削工程では、直前に実施された前記第2のX方向切削工程の切削位置よりも前記Z方向の下方の位置まで前記試料の切削を行う指令を含み、
前記分析部は、前記第1のX方向切削工程及び前記第2のX方向切削工程で測定された前記X方向の荷重に基づいて、前記試料の内部の状態を分析する、
試料分析装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、試料の内部の状態を分析するための試料分析方法及び試料分析装置に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
リチウム電池では、電極内部の成分分布が不均一になると、性能が低下する。特許文献1には、切削装置を用いて電極の内部状態を分析する方法が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2022-137005号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、試料の内部の状態をより高精度で分析することが要望されている。
【0005】
本発明は、試料の内部の状態を高精度で分析できる試料分析方法及び試料分析装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
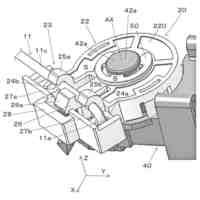
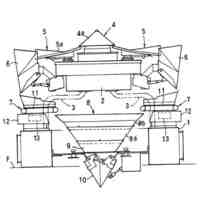
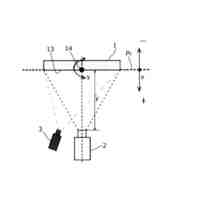
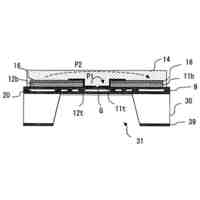
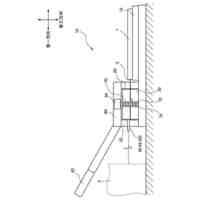
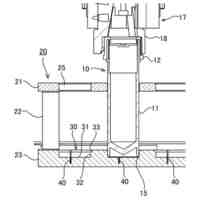
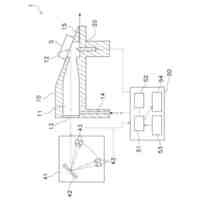
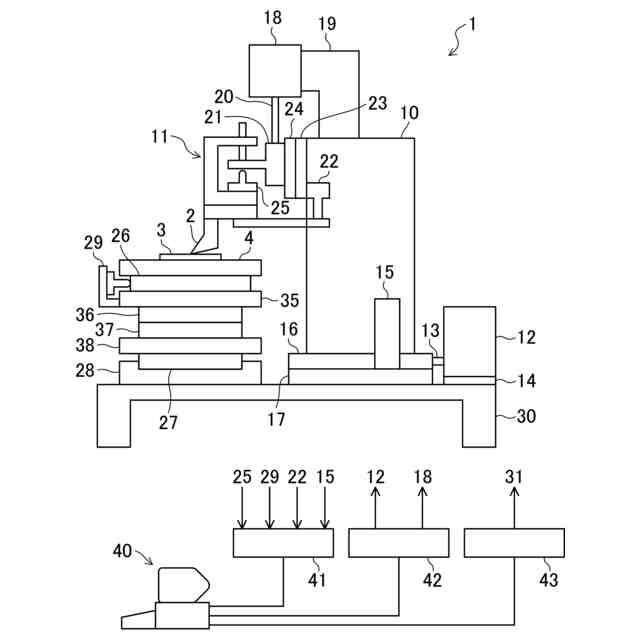
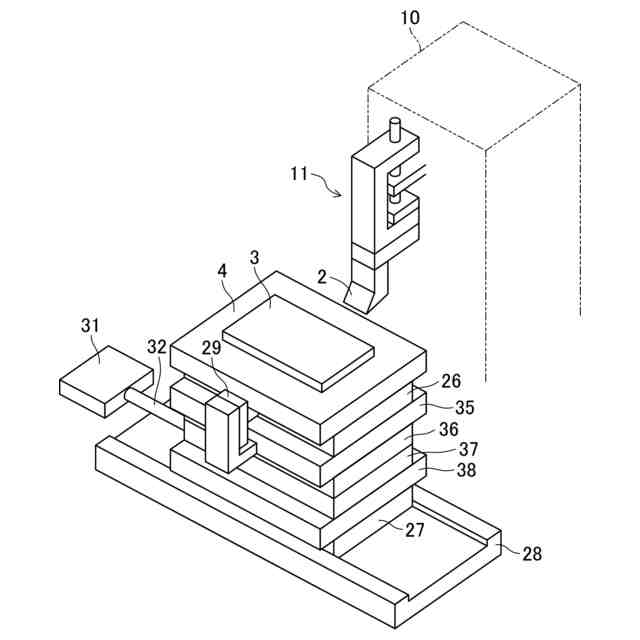
前記の目的を達成するために、本発明に係る試料分析方法は、切削装置を用いて試料の内部の状態を分析するための試料分析方法である。前記切削装置は、切刃と、前記試料を固定する試料台と、前記切刃と前記試料台とを相対的に移動させる駆動部とを備える。前記切刃と前記試料台とは、前記試料の表面に平行で互いに直交するX方向及びY方向、並びに前記試料の前記表面に垂直なZ方向のそれぞれに相対的に移動可能である。
【0007】
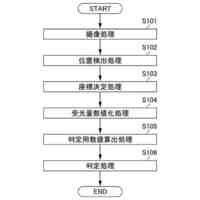
本発明に係る試料分析方法は、第1のZ方向切削工程、第1のX方向切削工程、第2のZ方向切削工程、及び第2のX方向切削工程を含む。前記第1のZ方向切削工程では、前記試料台に対して前記切刃を、前記Z方向における下向きに、又は前記Z方向における下向きで且つ前記X方向における前向きに相対的に移動させることによって、前記試料の前記表面から切削を行う。前記第1のX方向切削工程では、前記第1のZ方向切削工程に続いて、前記試料台に対して前記切刃を、前記X方向における前向きに相対的に移動させることによって、前記試料の切削を行いながら、前記切刃にかかる前記X方向の荷重を測定する。前記第2のZ方向切削工程では、前記第1のX方向切削工程よりも後に、前記試料台に対して前記切刃を、前記Z方向における下向きに、又は前記Z方向における下向きで且つ前記X方向における前向きに相対的に移動させることによって、前記試料の切削を行う。前記第2のX方向切削工程では、前記第2のZ方向切削工程に続いて、前記試料台に対して前記切刃を、前記X方向における前向きに相対的に移動させることによって、前記試料の切削を行いながら、前記切刃にかかる前記X方向の荷重を測定する。
【0008】
前記第2のZ方向切削工程及び前記第2のX方向切削工程はそれぞれ少なくとも1回実施される。1回目の前記第2のZ方向切削工程は、前記第1のX方向切削工程の切削位置よりも前記Z方向の下方の位置まで前記試料の切削を行う。2回目以降の前記第2のZ方向切削工程は、直前に実施された前記第2のX方向切削工程の切削位置よりも前記Z方向の下方の位置まで前記試料の切削を行う。
【0009】
本発明に係る試料分析方法は、前記第1のX方向切削工程及び前記第2のX方向切削工程で測定された前記X方向の荷重に基づいて、前記試料の内部の状態を分析する分析工程をさらに含む。
【0010】
以上に説明した本発明に係る試料分析方法によると、第1及び第2のX方向切削工程で試料に対してX方向に切刃を移動させて切削を行いながら、切刃にかかるX方向の荷重を測定するため、試料における異なる深さ(Z方向位置)でのX方向の荷重を高精度で求めることができる。従って、X方向の荷重測定値を用いて、試料の内部の状態を立体的に高精度で分析することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
計器装置
8日前
株式会社東光高岳
計器
4日前
日本精機株式会社
液面検出装置
10日前
株式会社ミツトヨ
測定器
1日前
大和製衡株式会社
組合せ秤
10日前
大和製衡株式会社
組合せ秤
10日前
大和製衡株式会社
組合せ秤
16日前
大同特殊鋼株式会社
疵検出方法
1日前
エグゼヴィータ株式会社
端末装置
2日前
日本特殊陶業株式会社
ガスセンサ
11日前
日本特殊陶業株式会社
ガスセンサ
11日前
日本特殊陶業株式会社
ガスセンサ
2日前
日本特殊陶業株式会社
ガスセンサ
2日前
日本特殊陶業株式会社
ガスセンサ
22日前
ダイハツ工業株式会社
試験用治具
16日前
バイオテック株式会社
容器設置装置
2日前
株式会社クボタ
作業車
15日前
タカノ株式会社
試料分析装置
1日前
富士電機株式会社
エンコーダ
3日前
富士電機株式会社
エンコーダ
3日前
柳井電機工業株式会社
部材検査装置
2日前
タカノ株式会社
試料分析装置
1日前
JNC株式会社
トランジスタ型センサ
1日前
JNC株式会社
トランジスタ型センサ
1日前
株式会社フジキン
流量測定装置
17日前
新電元メカトロニクス株式会社
位置検出装置
8日前
株式会社ノーリツ
通信システム
8日前
TDK株式会社
計測装置
9日前
トヨタ自動車株式会社
歯車の検査方法
11日前
ジャパンプローブ株式会社
超音波探触子
2日前
帝国通信工業株式会社
圧力センサ
2日前
ウシオ電機株式会社
光学測定装置
1日前
住友化学株式会社
積層基板
22日前
日本電気株式会社
測位装置及びその方法
4日前
株式会社島津製作所
発光分析装置
8日前
大和ハウス工業株式会社
計測用治具
22日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ