TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025100517
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2024225803
出願日
2024-12-20
発明の名称
コリオリ質量流量測定装置を動作させる方法および対応するコリオリ質量流量測定装置
出願人
クローネ メステヒニーク ゲゼルシヤフト ミツト ベシユレンクテル ハフツング
,
Krohne Messtechnik GmbH
代理人
アインゼル・フェリックス=ラインハルト
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
G01F
1/84 20060101AFI20250626BHJP(測定;試験)
要約
【課題】コリオリ質量流量測定装置の測定動作を中断することなく、マルチプレクサが同時に測定動作位置にあることをチェックする。
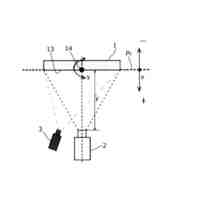
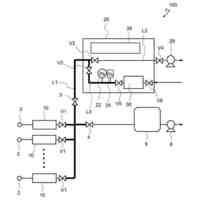
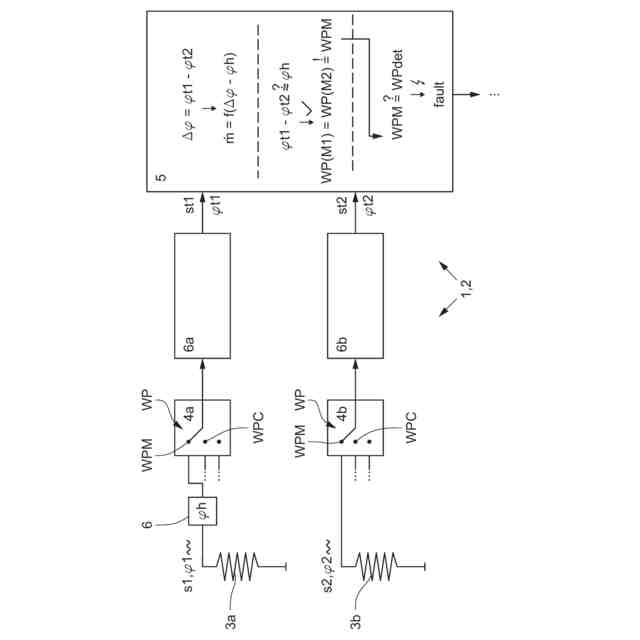
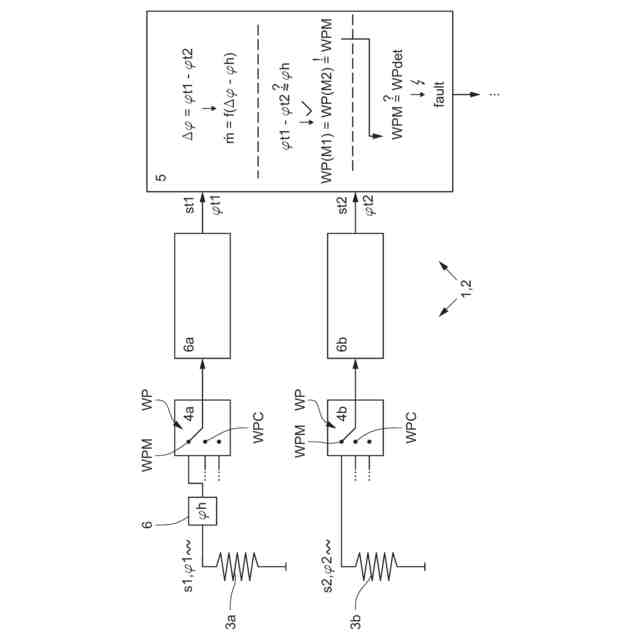
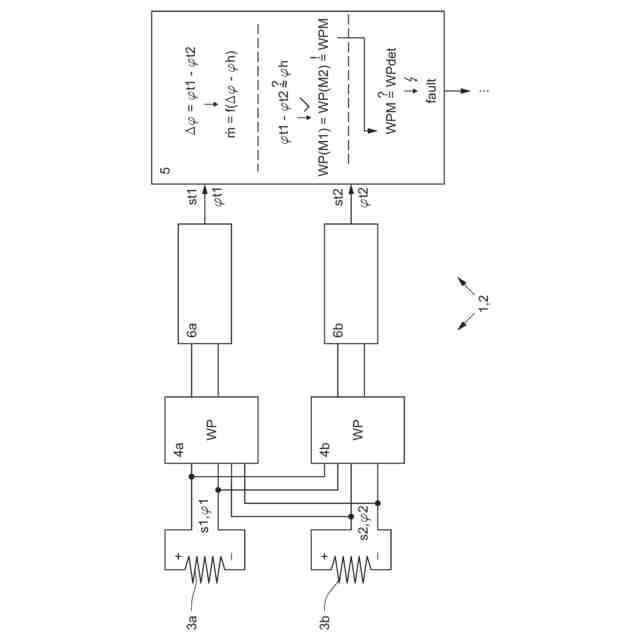
【解決手段】コリオリ質量流量測定装置(2)で、媒体を通流させた測定管を振動発生器で振動させ、測定管の流入側と流出側の振動を振動センサ(3a、3b)で検出して振動信号(s1、s2)とし、2つのマルチプレクサ(4a、4b)の各測定動作位置(WPM)での振動信号(s1、s2)を制御および評価ユニット(5)に伝送し、制御および評価ユニット(5)での伝送振動信号(st1、st2)の間の振動信号位相差(Δφ)を特定して、質量流量を求める方法において、位相偏差(φh)だけ位相シフトさせた振動信号(s1)を基に質量流量を求め、振動信号位相差(Δφ)と位相偏差(φh)との比較により、2つのマルチプレクサ(4a、4b)の各動作位置(MP)が同時に測定動作位置(WPM)であることを検出する。
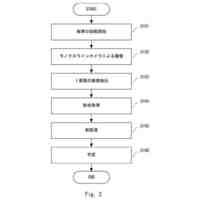
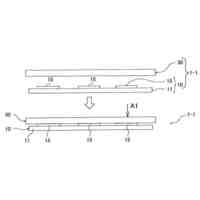
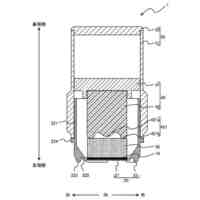
【選択図】図2
特許請求の範囲
【請求項1】
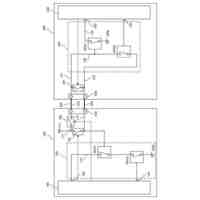
コリオリ質量流量測定装置(2)を動作させる方法(1)であって、前記コリオリ質量流量測定装置(2)は、少なくとも1つの測定管と、少なくとも1つの振動発生器と、少なくとも2つの振動センサ(3a,3b)と、それぞれ複数の動作位置(WP)を備えた少なくとも1つの第1マルチプレクサ(4a)および第2マルチプレクサ(4b)と、少なくとも1つの制御および評価ユニット(5)とを有し、前記測定管には媒体が通流可能であり、前記振動発生器により、前記測定管を励振させて振動させ、第1の前記振動センサ(3a)および第2の前記振動センサ(3b)により、流入側および流出側において前記測定管の前記振動を検出し、第1振動信号(s1)として、また第2振動信号(s2)として供給し、前記第1マルチプレクサ(4a)の測定動作位置(WPM)において、前記第1マルチプレクサ(4a)を介し、少なくとも間接的に前記制御および評価ユニット(5)に前記第1振動信号(s1)を伝送し、前記第2マルチプレクサ(4b)の測定動作位置(WPM)において、前記第2マルチプレクサ(4b)を介し、少なくとも間接的に前記制御および評価ユニット(5)に前記第2振動信号(s2)を伝送し、前記制御および評価ユニット(5)により、伝送した前記第1振動信号(st1)と伝送した前記第2振動信号(st2)との間の振動信号位相差(Δφ)を特定し、前記振動信号位相差(Δφ)から質量流量を求める、方法において、
前記第1振動信号(s1)を位相偏差(φ)だけ位相シフトさせ、前記第1マルチプレクサ(4a)を介し、少なくとも間接的に前記制御および評価ユニット(5)に、位相シフトさせた前記第1振動信号(s1)を伝送し、前記制御および評価ユニット(5)により、前記位相偏差(φh)だけシフトさせて伝送した前記第1振動信号(st1)を考慮して前記質量流量を求め、前記制御および評価ユニット(5)により、前記振動信号位相差(Δφ)と、前記第1振動信号(s1)の前記位相偏差(φh)とを比較することによって、前記第1マルチプレクサ(4a)の動作位置(MP)および前記第2マルチプレクサ(4b)の動作位置(MP)が同時に測定動作位置(WPM)であるか否かを検出する、ことを特徴とする、方法(1)。
続きを表示(約 2,700 文字)
【請求項2】
前記第1振動信号(s1)を位相シフトさせる前記位相偏差(φh)は、測定範囲にある質量流量によって生じ得る最大測定位相差よりも格段に大きく、特に、前記位相偏差(φh)を、前記最大測定位相差よりも少なくとも10倍、特に好ましくは少なくとも100倍大きく選択する、ことを特徴とする、請求項1記載の方法(1)。
【請求項3】
前記第1振動信号(s1)の前記位相偏差(φh)は、180°であり、特に、前記位相偏差(φh)は、アナログインバータによって実現される、ことを特徴とする、請求項1または2記載の方法(1)。
【請求項4】
前記測定管の同一の振動によって生じた前記振動信号が180°位相シフトされるように、前記第1振動センサ(3a)および前記第2振動センサ(3b)を組み付けるかまたは接続することにより、前記第1振動信号(s1)の180°の前記位相偏差(φh)を実現し、ここで当該の組付けまたは接続は特に、振動センサ(3a,3b)としてのコイルが、逆向きに前記測定管に取り付けられることによるものであるか、または振動センサ(3a,3b)としてのコイルが、同じ向きに前記測定管に取り付けられてはいるが、第2振動センサ(3b)としての第2の前記コイルの端子と、前記第2マルチプレクサ(4b)の端子との接続に比べて取り替えられて、第1振動センサ(3a)としての第1の前記コイルの端子が前記第1マルチプレクサ(4a)の端子に接続されていることによるものである、ことを特徴とする、請求項3記載の方法(1)。
【請求項5】
前記振動信号位相差(Δφ)が、前記第1振動信号(s1)の前記位相偏差(φh)の周りの許容差範囲内にあって、特に、最大測定位相シフトの幅を有する許容差範囲内にある場合、前記制御および評価ユニット(5)によって前記第1マルチプレクサ(4a)および前記第2マルチプレクサ(4b)の同時の前記測定動作位置(WPM)を検出する、ことを特徴とする、請求項1から4までのいずれか1項記載の方法(1)。
【請求項6】
前記制御および評価ユニット(5)により、前記第1マルチプレクサ(4a)および前記第2マルチプレクサ(4b)の検出した前記動作位置(WP)(第1マルチプレクサ(4a)および第2マルチプレクサ(4b)が同時に測定動作位置WPMにあるか否か)と、前記第1マルチプレクサ(4a)および前記第2マルチプレクサ(4b)のあらかじめ設定された目標動作位置(WPdet)(前記第1マルチプレクサ(4a)の目標動作位置(WPdet)および前記第2マルチプレクサ(4b)の目標動作位置(WPdet)が同時に測定動作位置(WPM)にあるか否か)とを比較し、検出した前記動作位置(WP)と、前記目標動作位置(WPdet)とが互いに偏差している場合には偏差信号(fault)をシグナリングする、ことを特徴とする、請求項1から5までのいずれか1項記載の方法(1)。
【請求項7】
前記制御および評価ユニット(5)のメモリに前記偏差信号(fault)を情報として格納し、かつ/または前記コリオリ質量流量測定装置(2)のフィールドバスインタフェースを介し、バスメッセージと共に前記偏差信号(fault)を出力し、かつ/または測定データが出力されない、前記コリオリ質量流量測定装置(2)の診断インタフェースを介し、バスメッセージと共に前記偏差信号(fault)を出力し、かつ/または前記コリオリ質量流量測定装置(2)の電流インタフェースを介し、電流値としてコーディングされた前記偏差信号(fault)を出力する、ことを特徴とする、請求項6記載の方法(1)。
【請求項8】
コリオリ質量流量測定装置(2)であって、少なくとも1つの測定管と、少なくとも1つの振動発生器と、少なくとも2つの振動センサ(3a,3b)と、少なくとも1つの制御および評価ユニット(5)とを有し、前記測定管には媒体が通流可能であり、前記振動発生器により、前記測定管が励振されて振動され、第1の前記振動センサ(3a)および第2の前記振動センサ(3b)により、流入側および流出側において前記測定管の前記振動が検出され、第1振動信号(s1)として、また第2振動信号(s2)として供給され、第1マルチプレクサ(4a)の測定動作位置(WPM)において、前記第1マルチプレクサ(4a)を介し、少なくとも間接的に前記制御および評価ユニット(5)に前記第1振動信号(s1)が伝送され、第2マルチプレクサ(4b)の測定動作位置(WPM)において、前記第2マルチプレクサ(4b)を介し、少なくとも間接的に前記制御および評価ユニット(5)に前記第2振動信号(s2)が伝送され、前記制御および評価ユニット(5)により、伝送された第1振動信号(st1)と伝送された第2振動信号(st2)との間の振動信号位相差(Δφ)が特定され、前記振動信号位相差(Δφ)から質量流量が求められる、コリオリ質量流量測定装置(2)において、
前記第1振動信号(s1)が位相偏差(φh)だけが位相シフトされ、前記第1マルチプレクサ(4a)を介し、少なくとも間接的に前記制御および評価ユニット(5)に、位相シフトされた前記第1振動信号(s1)が伝送され、前記制御および評価ユニット(5)により、前記位相偏差(φh)だけシフトされて伝送された前記第1振動信号(st1)が考慮されて前記質量流量が求められ、前記制御および評価ユニット(5)により、前記振動信号位相差(Δφ)と、前記第1振動信号(s1)の前記位相偏差(φh)とが比較されることによって、前記第1マルチプレクサ(4a)の動作位置(WP)および前記第2マルチプレクサ(4b)の動作位置(WP)が同時に測定動作位置(WPM)であるか否かが検出される、ことを特徴とする、コリオリ質量流量測定装置(2)。
【請求項9】
前記制御および評価ユニット(5)は、前記コリオリ質量流量測定装置(2)の動作時に請求項2から7までのいずれか1項記載の方法(1)を実施するように構成されている、ことを特徴とする、請求項8記載のコリオリ質量流量測定装置(2)。
【請求項10】
位相シフタ(6)によって前記位相偏差(φh)が生成され、特に、前記位相偏差(φh)は180°であり、前記位相シフタ(6)は、アナログインバータである、ことを特徴とする、請求項8または9記載のコリオリ質量流量測定装置(2)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、コリオリ質量流量測定装置を動作させる方法であって、コリオリ質量流量測定装置は、少なくとも1つの測定管と、少なくとも1つの振動発生器と、少なくとも2つの振動センサと、それぞれ複数の動作位置を備えた少なくとも1つの第1マルチプレクサおよび第2マルチプレクサと、少なくとも1つの制御および評価ユニットとを有し、測定管には媒体が通流可能であり、振動発生器により、測定管を励振させて振動させ、第1振動センサおよび第2振動センサにより、流入側および流出側において測定管の振動を検出し、第1振動信号として、また第2振動信号として供給し、第1マルチプレクサの測定動作位置において、第1マルチプレクサを介し、少なくとも間接的に制御および評価ユニットに第1振動信号を伝送し、第2マルチプレクサの測定動作位置において、第2マルチプレクサを介し、少なくとも間接的に制御および評価ユニットに第2振動信号を伝送し、制御および評価ユニットにより、伝送した第1振動信号と、伝送した第2振動信号との間の振動信号位相差を特定し、振動信号位相差から質量流量を求める、方法に関する。本発明はさらに、動作中に上述の方法を実施する、対応するコリオリ質量流量測定装置にも関する。
続きを表示(約 2,700 文字)
【0002】
コリオリ質量流量測定装置は、数十年来、従来技術から公知である。コリオリ効果を利用することにより、測定管を流れる媒体の質量流量が特定される。このために、媒体が通流する測定管が、上で説明したように、少なくとも1つの振動発生器によって振動させられる。測定管の振動は、流れ方向に見て、流入側および流出側において、測定管と作用関係にある振動センサによって検出され、振動信号として供給される。流量がない場合、検出される振動および2つの振動センサの供給される振動信号は、理論上の理想的なケースにおいて位相が同じである。質量流量がある場合、流入側および流出側において、向きの異なるコリオリ力が生じ、このコリオリ力により、変位の間に、ひいては、振動センサの検出した2つの振動間においても最小位相シフトが生じる。したがって、この場合、振動センサの振動信号間に振動信号位相差も生じる。振動信号位相差は極めて小さく、一般的には(角度の)分の領域にあるが、それにもかかわらずこの振動信号位相差には、測定管を流れる質量流量に関する情報が含まれている。位相シフトは、測定管内の質量流量に比例する。したがって、この位相シフトが評価され、そこから質量流量が特定される。
【0003】
2つの振動センサのそれぞれから制御および評価ユニットへとそれぞれ続く、それぞれの測定パスにマルチプレクサを使用することは、全く異なる理由を有し得る。例えば、振動センサから供給される振動信号の検出に利用するだけでなく、マルチプレクサにより、接続された測定チャネルへ供給される別の測定量を検出するためにも測定チャネルを利用することが望ましいことがある。別の理由は、例えば、測定チャネルにおける異なる伝搬時間を平均化できるようにするために、第1振動センサを第2測定チャネルに、また第2振動センサを第1測定チャネルに切り換える、測定チャネルの切換えを実現することにあってよい。
【0004】
第1振動信号および第2振動信号が、マルチプレクサを介し、少なくとも間接的に制御および評価ユニットに伝送されるという場合、このことが意味するのは、元の振動信号、すなわち振動センサから直接に到来する振動信号には、制御および評価ユニットに到達するまでに、まさに極めて広範囲にわたる信号処理、すなわち、例えば、アナログ増幅、インピーダンス変換、アナログ/デジタル変換、ローパスフィルタリング、位相検出その他が行われ得ることである。しかしながらこのことは、個々にはまた詳細には関心がなく、いずれにせよ元々振動センサによって検出された振動に基づく信号が、それぞれ制御および評価ユニットへ伝送されることが重要であり、そこに到来した信号が、伝送された振動信号と称される。
【0005】
したがって、マルチプレクサは、測定チェーンの開始領域に(一般に信号経路において振動センサの直後に)、すなわち、アナログ信号で動作する測定区間の領域に配置されている。したがって、マルチプレクサは一般にアナログマルチプレクサでもある。マルチプレクサは、複数の動作位置を有し、これらの動作位置により、マルチプレクサのどの入力が、マルチプレクサの出力に接続されるかが定められる。測定パスにおいてマルチプレクサによって生じる抵抗を最小化するために、特に測定技術において好ましくは金めっきされたスイッチコンタクトと共に使用され、機械式に実現されるアナログマルチプレクサではまさに、異なる動作位置間の変更がうまく行かないことが起こり得る。
【0006】
したがって、従来技術において公知であるのは、2つのマルチプレクサが共に、それぞれ測定動作位置にあるかどうか、すなわち、第1マルチプレクサが、第1振動センサの振動信号を導通しているか、また第2マルチプレクサが、第2振動センサの振動信号を導通しているか否かをチェックすることである。このために、振動センサが接続されている測定チャネル入力側に、振動センサの振動信号の代わりに高調波テスト信号を接続し、これにより、制御および評価ユニットにより、このテスト信号が両方の測定チャネルにおいて取得されるか否かを識別することができ、取得されることは、2つのマルチプレクサの測定動作位置を前提とする。この手法の欠点は、マルチプレクサの正しい動作位置をチェックする場合、コリオリ質量流量測定装置の測定動作を停止しなければならないことにあり、このことは、当然のことながら測定動作の制限になってしまう。
【0007】
したがって、本発明の課題は、測定動作を中断することなく、マルチプレクサが同時に測定動作位置にあるか否かをチェックすることができる方法を提供することである。
【0008】
上で導き出した課題は、コリオリ質量流量測定装置を動作させる冒頭に述べた方法において、独立特許請求項1の特徴部分の特徴により、すなわち、第1振動信号を位相偏差だけ位相シフトさせ、第1マルチプレクサを介し、少なくとも間接的に制御および評価ユニットに、位相シフトさせた第1振動信号を伝送し、制御および評価ユニットにより、位相偏差だけシフトさせて伝送した第1振動信号を考慮して質量流量を求め、制御および評価ユニットにより、振動信号位相差と、第1振動信号の位相偏差とを比較することによって、第1マルチプレクサの動作位置および第2マルチプレクサの動作位置が同時に測定動作位置であるか否かを検出する。
【0009】
説明した手法によると、第1マルチプレクサおよび第2マルチプレクサが同時に測定動作位置にあるか否かを、しかもコリオリ質量流量測定装置の測定動作を中断することなく簡単に識別することができる。
【0010】
本方法の好ましい実施形態によると、第1振動信号を位相シフトさせる位相偏差は、測定範囲にある質量流量によって生じ得る最大測定位相差よりも格段に大きいことが特定されている。好適には、位相偏差は、最大測定位相差よりも少なくとも10倍、さらに好ましくは少なくとも100倍大きく選択されている。測定位相差は一般に、わずかに数分の1度の範囲にある。コリオリ質量流量測定装置の動作周波数がkHzの範囲であると仮定される場合、明らかであるのは、一般的な測定位相差が、数マイクロ秒の範囲(およびこの時間範囲を下回る)の時間差の検出と同義であることである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
計器装置
10日前
株式会社東光高岳
計器
6日前
株式会社ミツトヨ
測定器
3日前
日本精機株式会社
液面検出装置
12日前
大和製衡株式会社
組合せ秤
18日前
大和製衡株式会社
組合せ秤
12日前
大和製衡株式会社
組合せ秤
12日前
大同特殊鋼株式会社
疵検出方法
3日前
日本特殊陶業株式会社
ガスセンサ
13日前
日本特殊陶業株式会社
ガスセンサ
4日前
日本特殊陶業株式会社
ガスセンサ
13日前
日本特殊陶業株式会社
ガスセンサ
24日前
ダイハツ工業株式会社
試験用治具
18日前
エグゼヴィータ株式会社
端末装置
4日前
日本特殊陶業株式会社
ガスセンサ
4日前
タカノ株式会社
試料分析装置
3日前
柳井電機工業株式会社
部材検査装置
4日前
タカノ株式会社
試料分析装置
3日前
バイオテック株式会社
容器設置装置
4日前
富士電機株式会社
エンコーダ
5日前
富士電機株式会社
エンコーダ
5日前
株式会社クボタ
作業車
17日前
新電元メカトロニクス株式会社
位置検出装置
10日前
株式会社ノーリツ
通信システム
10日前
JNC株式会社
トランジスタ型センサ
3日前
TDK株式会社
計測装置
11日前
JNC株式会社
トランジスタ型センサ
3日前
トヨタ自動車株式会社
歯車の検査方法
13日前
旭光電機株式会社
漏出検出装置
24日前
株式会社フジキン
流量測定装置
19日前
ウシオ電機株式会社
光学測定装置
3日前
日本電気株式会社
測位装置及びその方法
6日前
住友化学株式会社
積層基板
24日前
帝国通信工業株式会社
圧力センサ
4日前
ジャパンプローブ株式会社
超音波探触子
4日前
株式会社島津製作所
発光分析装置
10日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ