TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025085947
公報種別
公開特許公報(A)
公開日
2025-06-06
出願番号
2023199668
出願日
2023-11-27
発明の名称
切削ブレードのドレス方法
出願人
株式会社ディスコ
代理人
弁理士法人酒井国際特許事務所
主分類
B24B
53/00 20060101AFI20250530BHJP(研削;研磨)
要約
【課題】ドレッサーボードに発生する反りを低減できる切削ブレードのドレス方法を提供する事。
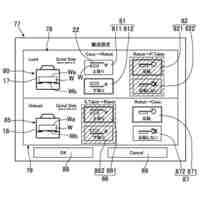
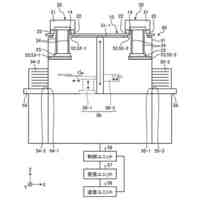
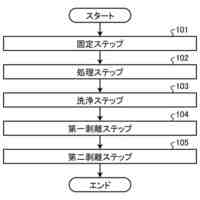
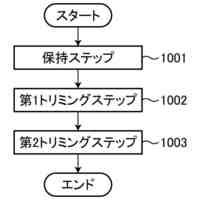
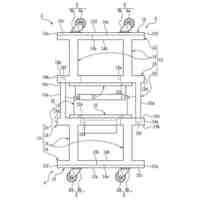
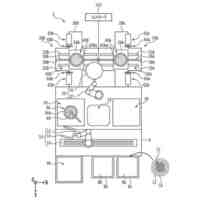
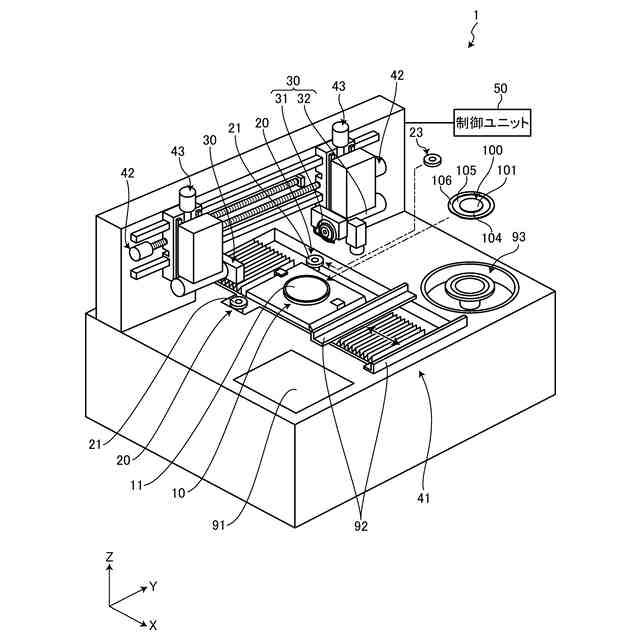
【解決手段】切削ブレードのドレス方法は、ドレステーブルと、回転可能なスピンドルの先端に装着された切削ブレードを有する切削ユニットと、スピンドルとドレステーブルとを相対移動させる移動ユニットと、を備える切削装置において、切削ブレードをドレステーブルに保持されたドレッサーボードに所定深さ切り込ませた状態で、ドレステーブルと切削ブレードとを相対的に移動させるドレスステップ1001と、を備え、ドレスステップ1001は、ドレッサーボードを複数の大領域に区画した場合に、大領域で実施されるドレスステップ1001の回数が所定値以内の差になるように、ドレステーブルを切削ブレードに対して所定位置に位置づけた状態で実施される。
【選択図】図1
特許請求の範囲
【請求項1】
切削ブレードのドレス方法であって、
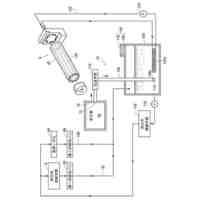
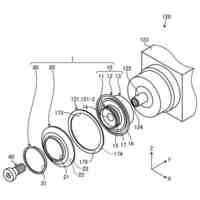
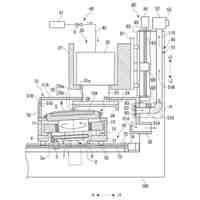
ドレステーブルと、回転可能なスピンドルの先端に装着された切削ブレードを有する切削ユニットと、該スピンドルと該ドレステーブルとを相対移動させる移動ユニットと、を備える切削装置において、
該切削ブレードを該ドレステーブルに保持されたドレッサーボードに所定深さ切り込ませた状態で、該ドレステーブルと該切削ブレードとを相対的に移動させるドレスステップと、を備え、
該ドレスステップは、該ドレッサーボードを複数の大領域に区画した場合に、該大領域で実施される該ドレスステップの回数が所定値以内の差になるように、該ドレステーブルを該切削ブレードに対して所定位置に位置づけた状態で実施される
切削ブレードのドレス方法。
続きを表示(約 400 文字)
【請求項2】
該ドレスステップは、該ドレッサーボードを該大領域に区画する大領域切削溝を形成した後に、該大領域をさらに小領域に分ける小領域切削溝を形成する
請求項1に記載の切削ブレードのドレス方法。
【請求項3】
該ドレステーブルは、保持面の中心軸周りに回転可能であり、
該移動ユニットは、該スピンドルと該ドレステーブルとを該スピンドルの回転軸方向となるY方向に相対移動させ、
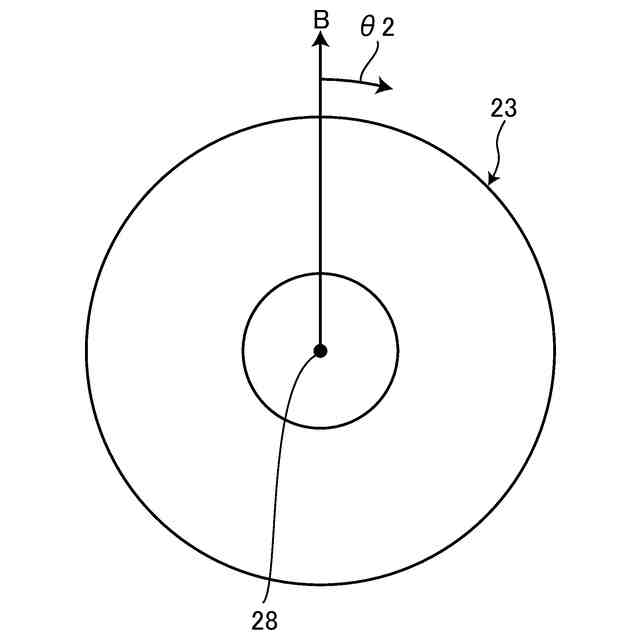
該ドレスステップは、該ドレステーブルを回転させて所定角度に位置づけた状態で実施される請求項1または2に記載の切削ブレードのドレス方法。
【請求項4】
該ドレスステップは、直前に該ドレスステップを実施した該ドレステーブルの角度から該ドレステーブルを180度回転させた角度に位置づけた状態で実施する事を特徴とする請求項3に記載の切削ブレードのドレス方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削ブレードのドレス方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
回転可能なスピンドルの先端に装着された切削ブレードをドレッサーボードに切り込みながら切削ブレードとドレッサーボードとを相対的に移動させることで、切削ブレードでドレッサーボードを切削して、切削ブレードの先端形状を整える切削ブレードのドレス方法が知られている(例えば、特許文献1、2参照)。
【先行技術文献】
【特許文献】
【0003】
特開2013-082021号公報
特開2014-069277号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
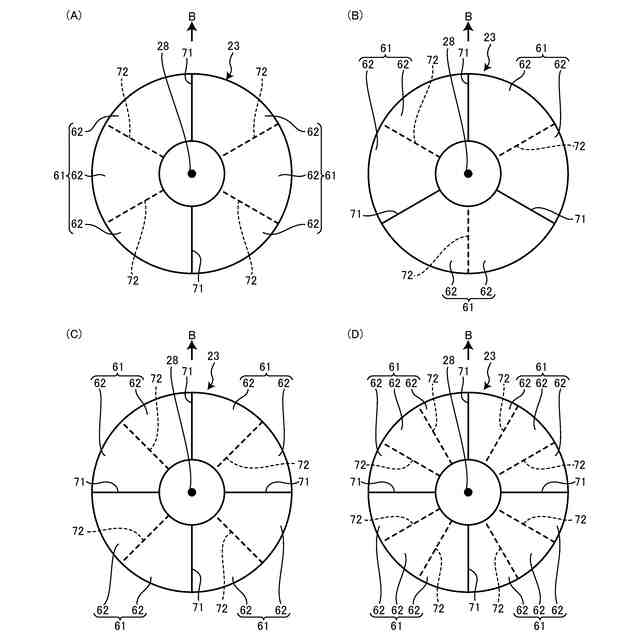
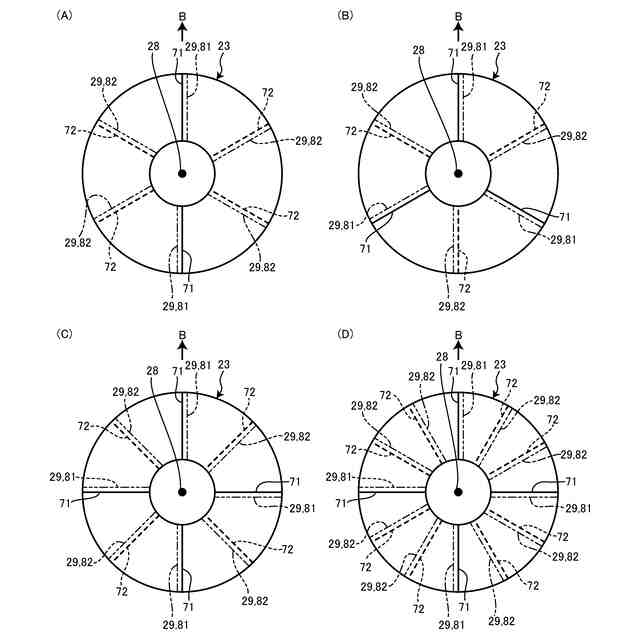
従来、ドレッサーボードを保持するドレステーブルを所定位置に位置づけて切削ブレードをドレスした後、再び切削ブレードをドレスするタイミングがくると、直前のドレス動作で切削した領域と隣接する領域に切削ブレードが切り込むようドレッサーテーブルを位置づけた状態で、切削ブレードのドレスを行っていた。これにより、ドレッサーボードが切削されて薄化される領域が固まって形成されるため、反りが発生して、ドレッサーテーブルで保持できなくなるという問題が発生してしまっていた。
【0005】
本発明は、かかる問題点に鑑みてなされたものであり、その目的は、ドレッサーボードに発生する反りを低減できる切削ブレードのドレス方法を提供する事である。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明の切削ブレードのドレス方法は、切削ブレードのドレス方法であって、ドレステーブルと、回転可能なスピンドルの先端に装着された切削ブレードを有する切削ユニットと、該スピンドルと該ドレステーブルとを相対移動させる移動ユニットと、を備える切削装置において、該切削ブレードを該ドレステーブルに保持されたドレッサーボードに所定深さ切り込ませた状態で、該ドレステーブルと該切削ブレードとを相対的に移動させるドレスステップと、を備え、該ドレスステップは、該ドレッサーボードを複数の大領域に区画した場合に、該大領域で実施される該ドレスステップの回数が所定値以内の差になるように、該ドレステーブルを該切削ブレードに対して所定位置に位置づけた状態で実施されるものである。
【0007】
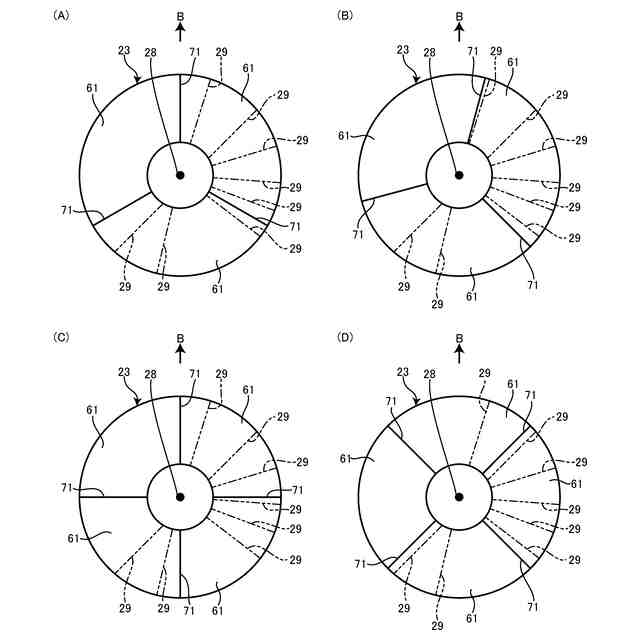
該ドレスステップは、該ドレッサーボードを該大領域に区画する大領域切削溝を形成した後に、該大領域をさらに小領域に分ける小領域切削溝を形成してもよい。
【0008】
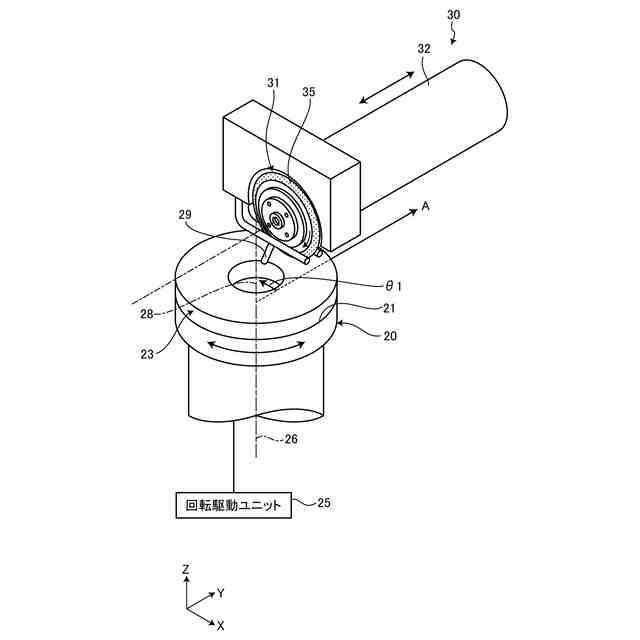
該ドレステーブルは、保持面の中心軸周りに回転可能であり、該移動ユニットは、該スピンドルと該ドレステーブルとを該スピンドルの回転軸方向となるY方向に相対移動させ、該ドレスステップは、該ドレステーブルを回転させて所定角度に位置づけた状態で実施されてもよい。
【0009】
該ドレスステップは、直前に該ドレスステップを実施した該ドレステーブルの角度から該ドレステーブルを180度回転させた角度に位置づけた状態で実施してもよい。
【発明の効果】
【0010】
本願発明は、ドレッサーボードの各大領域において切削溝を形成するドレスステップの実施回数の差が所定値以下になる位置に次のドレスステップを実施することで、ドレッサーボードにおいて切削溝が形成されて薄化される領域が分散されるので、ドレッサーボードに発生する反りが増加してしまう恐れを抑制して、ドレッサーボードに発生する反りを低減できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
搬送車
29日前
株式会社ディスコ
加工装置
24日前
株式会社ディスコ
加工装置
16日前
株式会社ディスコ
処理装置
22日前
株式会社ディスコ
加工装置
29日前
株式会社ディスコ
加工装置
16日前
株式会社ディスコ
処理装置
17日前
株式会社ディスコ
固定機構
2日前
株式会社ディスコ
加工装置
16日前
株式会社ディスコ
処理システム
17日前
株式会社ディスコ
検査ユニット
1日前
株式会社ディスコ
加工水供給装置
1か月前
株式会社ディスコ
機能水供給装置
29日前
株式会社ディスコ
保持面形成方法
1か月前
株式会社ディスコ
板状物の処理方法
16日前
株式会社ディスコ
チップの製造方法
1か月前
株式会社ディスコ
漏水検知システム
18日前
株式会社ディスコ
チップの製造方法
22日前
株式会社ディスコ
レーザー加工方法
22日前
株式会社ディスコ
ウェーハの加工方法
29日前
株式会社ディスコ
フィルターユニット
24日前
株式会社ディスコ
被加工物の加工方法
今日
株式会社ディスコ
ウェーハの製造方法
1か月前
株式会社ディスコ
保護テープ貼着方法
24日前
株式会社ディスコ
ウェーハの製造方法
16日前
株式会社ディスコ
ウエーハの加工方法
2日前
株式会社ディスコ
被加工物の加工方法
3日前
株式会社ディスコ
LEDチップ配設方法
22日前
株式会社ディスコ
検出方法及び加工装置
1か月前
株式会社ディスコ
清掃装置および清掃方法
25日前
株式会社ディスコ
接合ウエーハの加工方法
1か月前
株式会社ディスコ
研削ホイール及び研削方法
22日前
株式会社ディスコ
搬送用具及び部品の交換方法
1か月前
株式会社ディスコ
分離起点形成方法及び分離方法
23日前
株式会社ディスコ
切削ブレードの刃先位置検出方法
17日前
株式会社ディスコ
加工装置及び被加工物の加工方法
25日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ