TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025083933
公報種別
公開特許公報(A)
公開日
2025-06-02
出願番号
2023197626
出願日
2023-11-21
発明の名称
部品実装機および部品実装方法
出願人
ヤマハ発動機株式会社
代理人
個人
,
個人
主分類
H05K
13/04 20060101AFI20250526BHJP(他に分類されない電気技術)
要約
【課題】複数の実装ヘッドを保持するヘッドブロックの鉛直方向への駆動と実装ヘッドの鉛直方向への駆動との傾きに対する補正を、単一の固定焦点カメラを用いて実行する。
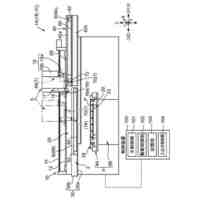
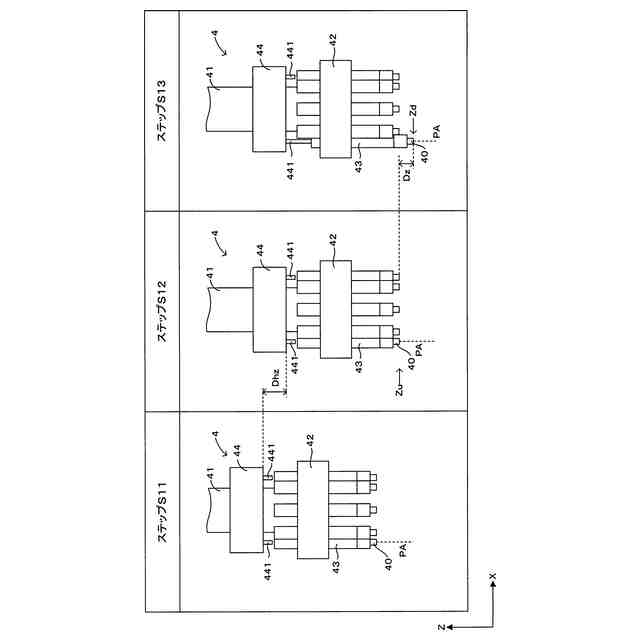
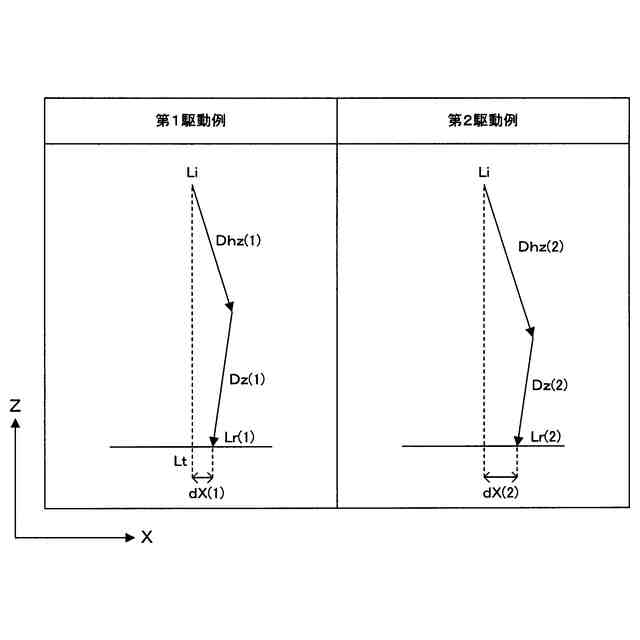
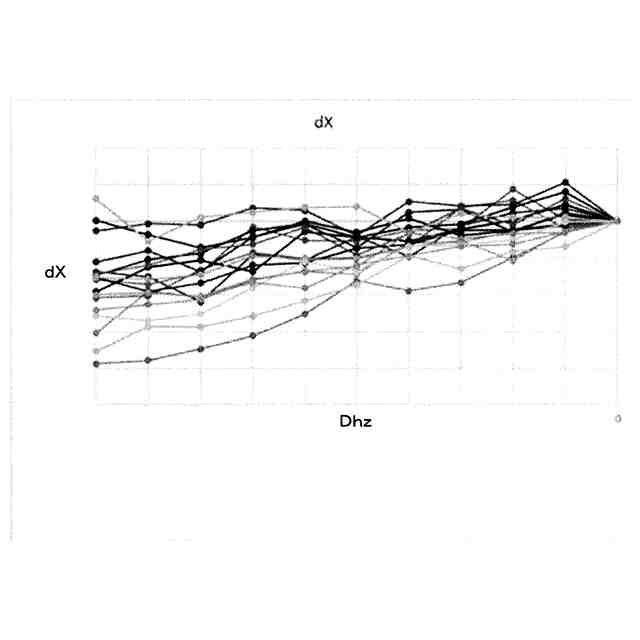
【解決手段】実装ヘッド43の下端に装着された治具ノズルを部品認識カメラ60(固定焦点カメラ)によって下側から撮像した結果に基づき、治具ノズルが部品認識カメラ60の焦点に一致するように駆動量Dzと駆動量Dhzとを調整した際の水平方向(X方向、Y方向)における治具ノズルの位置ずれ量(dX、dY)を測定することで、駆動量Dzと駆動量Dhzとの組み合わせと位置ずれ量(dX、dY)との関係を、互いに異なる複数の組み合わせについて示す測定データ(図8B)が取得される。
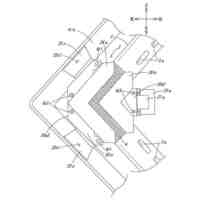
【選択図】図7
特許請求の範囲
【請求項1】
部品を吸着するノズルおよび治具ノズルの一方がそれぞれの下端に装着される複数の実装ヘッドと、
前記複数の実装ヘッドのそれぞれを鉛直方向に可動に保持するヘッドブロックと、
前記実装ヘッドを個別に鉛直方向に駆動する個別鉛直駆動部と、
前記ヘッドブロックを鉛直方向に駆動することで前記複数の実装ヘッドを一括して鉛直方向に駆動する一括鉛直駆動部と、
前記実装ヘッドを水平方向に駆動する水平駆動部と、
前記実装ヘッドの下端に装着された前記治具ノズルを下側から撮像する、固定された焦点を有する固定焦点カメラと、
前記実装ヘッドが前記ノズルによって吸着する部品を基板に実装する実装動作を実行するために、前記個別鉛直駆動部による前記実装ヘッドの駆動量である個別鉛直駆動量と、前記一括鉛直駆動部による前記ヘッドブロックの駆動量である一括鉛直駆動量と、前記水平駆動部による前記実装ヘッドの駆動量である水平駆動量とを制御する実装制御部と、
前記固定焦点カメラが前記治具ノズルを撮像した結果に基づき、前記治具ノズルが前記固定焦点カメラの焦点に一致するように前記個別鉛直駆動量と前記一括鉛直駆動量とを調整した際の水平方向における前記治具ノズルの位置ずれを測定することで、前記個別鉛直駆動量と前記一括鉛直駆動量との組み合わせと前記位置ずれとの関係を、互いに異なる複数の組み合わせについて示す測定データを取得する測定実行部と、
前記個別鉛直駆動量と前記一括鉛直駆動量とに応じて水平方向において前記位置ずれを補正するための補正データを前記測定データに基づき算出する補正データ算出部と
を備え、
前記実装制御部は、前記実装動作のための前記個別鉛直駆動量および前記一括鉛直駆動量と前記補正データとに基づき、前記実装動作のための前記水平駆動量を制御する部品実装機。
続きを表示(約 1,300 文字)
【請求項2】
前記実装制御部は、前記基板に実装済みの部品の高さに基づき、前記実装済みの部品に前記実装ヘッドが干渉しないブロック高さに前記ヘッドブロックを位置させる前記一括鉛直駆動量と、前記実装動作の対象部品を前記ノズルにより吸着する前記実装ヘッドを、前記ブロック高さの前記ヘッドブロックから下降させて前記対象部品を前記基板に実装するための前記個別鉛直駆動量とを設定し、設定した前記個別鉛直駆動量および前記一括鉛直駆動量と前記補正データとに基づき、前記実装動作のための前記水平駆動量を制御する請求項1に記載の部品実装機。
【請求項3】
前記個別鉛直駆動部は、複数の鉛直駆動箇所を有し、前記複数の鉛直駆動箇所のそれぞれで前記実装ヘッドを個別に鉛直方向に駆動し、
前記測定実行部は、前記複数の鉛直駆動箇所のそれぞれについて前記測定データを取得し、
前記補正データ算出部は、前記複数の鉛直駆動箇所のそれぞれについて前記補正データを算出し、
前記実装制御部は、前記複数の鉛直駆動箇所のうち前記実装動作で前記実装ヘッドを鉛直方向に駆動する一の鉛直駆動箇所における前記実装ヘッドの前記個別鉛直駆動量および前記一括鉛直駆動量と、前記一の鉛直駆動箇所について算出された前記補正データとに基づき、前記実装動作のための前記水平駆動量を制御する請求項1に記載の部品実装機。
【請求項4】
前記補正データは、前記個別鉛直駆動量および前記一括鉛直駆動量から、前記水平駆動量の補正量を算出するための関係式である請求項1ないし3のいずれか一項に記載の部品実装機。
【請求項5】
前記補正データは、前記個別鉛直駆動量および前記一括鉛直駆動量と、前記水平駆動量の補正量との関係を示すテーブルである請求項1ないし3のいずれか一項に記載の部品実装機。
【請求項6】
複数の実装ヘッドのそれぞれを鉛直方向に可動に支持するヘッドブロックを鉛直方向に一括鉛直駆動量だけ駆動して前記複数の実装ヘッドを一括して鉛直方向に駆動しつつ、前記実装ヘッドを個別鉛直駆動量だけ鉛直方向に駆動して、前記実装ヘッドの下端に装着されたノズルに吸着される部品を基板に実装する部品実装方法であって、
前記実装ヘッドの下端に装着された治具ノズルを固定焦点カメラによって下側から撮像した結果に基づき、前記治具ノズルが前記固定焦点カメラの焦点に一致するように前記個別鉛直駆動量と前記一括鉛直駆動量とを調整した際の水平方向における前記治具ノズルの位置ずれを測定することで、前記個別鉛直駆動量と前記一括鉛直駆動量との組み合わせと前記位置ずれとの関係を、互いに異なる複数の組み合わせについて示す測定データを取得する工程と、
前記個別鉛直駆動量と前記一括鉛直駆動量とに応じて水平方向において前記位置ずれを補正するための補正データを前記測定データに基づき算出する工程と、
前記実装ヘッドが前記ノズルによって吸着する部品を基板に実装する実装動作のための前記個別鉛直駆動量および前記一括鉛直駆動量と前記補正データとに基づき、前記実装動作のために前記実装ヘッドを水平方向に駆動する水平駆動量を制御する工程と
を備える部品実装方法。
発明の詳細な説明
【技術分野】
【0001】
この発明は、基板に部品を実装する部品実装技術に関する。
続きを表示(約 3,700 文字)
【背景技術】
【0002】
鉛直方向に可動な実装ヘッドを有し、実装ヘッドの下端に装着されたノズルによって部品を吸着して基板に実装する部品実装機が広く用いられている。このような部品実装機では、実装ヘッドが鉛直方向に対して傾いていると、鉛直方向への実装ヘッドの駆動量に応じて、基板に部品を実装する位置が水平方向にずれてしまう。このような課題に対応するための技術が、特許文献1、2で提案されている。つまり、特許文献1では、ノズルを下側から撮像するイメージセンサの焦点の距離を可変に構成して、距離の異なる複数の焦点のそれぞれに位置させたノズルを撮像した結果から取得されるノズルの水平方向への位置に基づき、部品を実装する位置を水平方向に補正する。特許文献2では、異なる認識高さでノズルを認識する2個のカメラを用いて、異なる認識高さでノズルの先端を認識した結果に基づき、ノズルの偏心を補正する。
【先行技術文献】
【特許文献】
【0003】
2023-041381号公報
2019-012784号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1では、カメラの焦点距離を可変に構成する必要があり、特許文献2では、複数のカメラを用いる必要がある。そのため、実装ヘッドの傾斜に応じて実装位置を補正するために必要となるカメラ機構が複雑化・高コスト化するという問題があった。また、複数の実装ヘッドを鉛直方向に可動に保持するヘッドブロックを備えた部品実装機では、ヘッドブロックを鉛直方向に駆動するとともに、実装ヘッドを個別に鉛直方向に駆動することで、実装ヘッドの下端のノズルの高さが制御される。そのため、ヘッドブロックの駆動の傾きと、実装ヘッドの駆動の傾きとの両方がノズルの水平方向の位置ずれの要因となる。したがって、ノズルの水平方向への位置を的確に補正するために、かかる要因を考慮する必要がある。
【0005】
この発明は上記課題に鑑みなされたものであり、それぞれ下端にノズルが装着される複数の実装ヘッドを保持するヘッドブロックの鉛直方向への駆動と実装ヘッドの鉛直方向への駆動とのそれぞれの傾きに対する補正を、単一の固定焦点カメラを用いて実行可能とすることを目的とする。
【課題を解決するための手段】
【0006】
本発明に係る部品実装機は、部品を吸着するノズルおよび治具ノズルの一方がそれぞれの下端に装着される複数の実装ヘッドと、複数の実装ヘッドのそれぞれを鉛直方向に可動に保持するヘッドブロックと、実装ヘッドを個別に鉛直方向に駆動する個別鉛直駆動部と、ヘッドブロックを鉛直方向に駆動することで複数の実装ヘッドを一括して鉛直方向に駆動する一括鉛直駆動部と、実装ヘッドを水平方向に駆動する水平駆動部と、実装ヘッドの下端に装着された治具ノズルを下側から撮像する、固定された焦点を有する固定焦点カメラと、実装ヘッドがノズルによって吸着する部品を基板に実装する実装動作を実行するために、個別鉛直駆動部による実装ヘッドの駆動量である個別鉛直駆動量と、一括鉛直駆動部によるヘッドブロックの駆動量である一括鉛直駆動量と、水平駆動部による実装ヘッドの駆動量である水平駆動量とを制御する実装制御部と、固定焦点カメラが治具ノズルを撮像した結果に基づき、治具ノズルが固定焦点カメラの焦点に一致するように個別鉛直駆動量と一括鉛直駆動量とを調整した際の水平方向における治具ノズルの位置ずれを測定することで、個別鉛直駆動量と一括鉛直駆動量との組み合わせと位置ずれとの関係を、互いに異なる複数の組み合わせについて示す測定データを取得する測定実行部と、個別鉛直駆動量と一括鉛直駆動量とに応じて水平方向において位置ずれを補正するための補正データを測定データに基づき算出する補正データ算出部とを備え、実装制御部は、実装動作のための個別鉛直駆動量および一括鉛直駆動量と補正データとに基づき、実装動作のための水平駆動量を制御する。
【0007】
本発明に係る部品実装方法は、複数の実装ヘッドのそれぞれを鉛直方向に可動に支持するヘッドブロックを鉛直方向に一括鉛直駆動量だけ駆動して複数の実装ヘッドを一括して鉛直方向に駆動しつつ、実装ヘッドを個別鉛直駆動量だけ鉛直方向に駆動して、実装ヘッドの下端に装着されたノズルに吸着される部品を基板に実装する部品実装方法であって、実装ヘッドの下端に装着された治具ノズルを固定焦点カメラによって下側から撮像した結果に基づき、治具ノズルが固定焦点カメラの焦点に一致するように個別鉛直駆動量と一括鉛直駆動量とを調整した際の水平方向における治具ノズルの位置ずれを測定することで、個別鉛直駆動量と一括鉛直駆動量との組み合わせと位置ずれとの関係を、互いに異なる複数の組み合わせについて示す測定データを取得する工程と、個別鉛直駆動量と一括鉛直駆動量とに応じて水平方向において位置ずれを補正するための補正データを測定データに基づき算出する工程と、実装ヘッドがノズルによって吸着する部品を基板に実装する実装動作のための個別鉛直駆動量および一括鉛直駆動量と補正データとに基づき、実装動作のために実装ヘッドを水平方向に駆動する水平駆動量を制御する工程とを備える。
【0008】
このように構成された本発明(部品実装機および部品実装方法)では、複数の実装ヘッドのそれぞれを鉛直方向に可動に支持するヘッドブロックを鉛直方向に一括鉛直駆動量だけ駆動して複数の実装ヘッドを一括して鉛直方向に駆動しつつ、実装ヘッドを個別鉛直駆動量だけ鉛直方向に駆動して、実装ヘッドの下端に装着されたノズルに吸着される部品を基板に実装する。また、基板への部品の実装に先立って、ヘッドブロックの駆動および実装ヘッドの駆動それぞれの傾きを反映した測定データが取得され、この測定データに基づき位置ずれを補正するための補正データが算出される。具体的には、実装ヘッドの下端に装着された治具ノズルを固定焦点カメラによって下側から撮像した結果に基づき、治具ノズルが固定焦点カメラの焦点に一致するように個別鉛直駆動量と一括鉛直駆動量とを調整した際の水平方向における治具ノズルの位置ずれを測定することで、個別鉛直駆動量と一括鉛直駆動量との組み合わせと位置ずれとの関係を、互いに異なる複数の組み合わせについて示す測定データが取得される。続いて、個別鉛直駆動量と一括鉛直駆動量とに応じて水平方向において位置ずれを補正するための補正データが算出される。そして、実装ヘッドがノズルによって吸着する部品を基板に実装する実装動作のための個別鉛直駆動量および一括鉛直駆動量と補正データとに基づき、実装動作のために実装ヘッドを水平方向に駆動する水平駆動量が制御される。こうして、それぞれ下端にノズルが装着される複数の実装ヘッドを保持するヘッドブロックの鉛直方向への駆動と実装ヘッドの鉛直方向への駆動とのそれぞれの傾きに対する補正を、単一の固定焦点カメラを用いて実行することが可能となっている。
【0009】
また、実装制御部は、基板に実装済みの部品の高さに基づき、実装済みの部品に実装ヘッドが干渉しないブロック高さにヘッドブロックを位置させる一括鉛直駆動量と、実装動作の対象部品をノズルにより吸着する実装ヘッドを、ブロック高さのヘッドブロックから下降させて対象部品を基板に実装するための個別鉛直駆動量とを設定し、設定した個別鉛直駆動量および一括鉛直駆動量と補正データとに基づき、実装動作のための水平駆動量を制御するように、部品実装機を構成してもよい。かかる構成では、実装済みの部品や、部品実装の対象部品の厚みに応じた一括鉛直駆動量および個別鉛直駆動量をそれぞれ設定して、これらに応じた補正データに基づき、実装動作のための水平駆動量を高精度に制御できる。
【0010】
また、個別鉛直駆動部は、複数の鉛直駆動箇所を有し、複数の鉛直駆動箇所のそれぞれで実装ヘッドを個別に鉛直方向に駆動し、測定実行部は、複数の鉛直駆動箇所のそれぞれについて測定データを取得し、補正データ算出部は、複数の鉛直駆動箇所のそれぞれについて補正データを算出し、実装制御部は、複数の鉛直駆動箇所のうち実装動作で実装ヘッドを鉛直方向に駆動する一の鉛直駆動箇所における実装ヘッドの個別鉛直駆動量および一括鉛直駆動量と、一の鉛直駆動箇所について算出された補正データとに基づき、実装動作のための水平駆動量を制御するように、部品実装機を構成してもよい。かかる構成では、複数の鉛直駆動箇所のそれぞれで実装ヘッドを個別に駆動できる構成において、実装動作のために実装ヘッドの駆動に用いる鉛直駆動箇所に依らずに、水平駆動量を高精度に制御できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ヤマハ発動機株式会社
車両
3日前
ヤマハ発動機株式会社
電動車両
17日前
ヤマハ発動機株式会社
鞍乗型車両
19日前
ヤマハ発動機株式会社
鞍乗型車両
25日前
ヤマハ発動機株式会社
鞍乗型車両
25日前
ヤマハ発動機株式会社
電力変換装置
26日前
ヤマハ発動機株式会社
電力変換装置
26日前
ヤマハ発動機株式会社
スクリーン印刷装置
1か月前
ヤマハ発動機株式会社
船舶推進機、船舶および移動体
19日前
ヤマハ発動機株式会社
基板ユニット及び電力変換装置
26日前
ヤマハ発動機株式会社
高さ測定装置、高さ測定方法、高さ測定プログラムおよび記録媒体
2日前
ヤマハ発動機株式会社
作業実行装置、高さ測定方法、高さ測定プログラムおよび記録媒体
2日前
ヤマハ発動機株式会社
時刻表示システム、駆動システム、電動補助車両、バッテリパック、時刻表示方法およびコンピュータプログラム
25日前
株式会社コロナ
電気機器
20日前
株式会社遠藤照明
照明装置
1か月前
日本精機株式会社
駆動装置
2か月前
日本精機株式会社
回路基板
1か月前
三菱電機株式会社
電子機器
2か月前
株式会社プロテリアル
シールド材
2か月前
キヤノン株式会社
電子機器
24日前
株式会社国際電気
電子装置
3か月前
メクテック株式会社
配線基板
24日前
個人
電気抵抗電磁誘導加熱装置
3か月前
マクセル株式会社
配列用マスク
11日前
イビデン株式会社
プリント配線板
2か月前
イビデン株式会社
プリント配線板
3か月前
イビデン株式会社
プリント配線板
27日前
トキコーポレーション株式会社
照明器具
18日前
イビデン株式会社
プリント配線板
3か月前
株式会社LIXIL
照明システム
2か月前
イビデン株式会社
プリント配線板
19日前
個人
電子機器収納ユニット
2か月前
株式会社電気印刷研究所
金属画像形成方法
19日前
メクテック株式会社
配線モジュール
24日前
メクテック株式会社
伸縮性配線基板
1か月前
株式会社電気印刷研究所
金属画像形成方法
19日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ