TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025076790
公報種別
公開特許公報(A)
公開日
2025-05-16
出願番号
2023188649
出願日
2023-11-02
発明の名称
蓄電装置の製造方法
出願人
株式会社豊田自動織機
代理人
個人
,
個人
主分類
H01M
10/04 20060101AFI20250509BHJP(基本的電気素子)
要約
【課題】圧延アルミ箔及び電解銅箔により構成されるバイポーラ集電体を備えるバイポーラ電極のシール樹脂に対する接着性を向上させる。
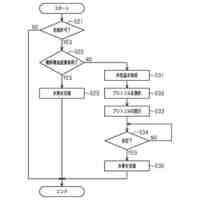
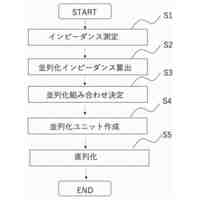
【解決手段】蓄電装置の製造方法は、電極形成工程を含む。電極形成工程は、貼合工程と、巻き取り工程と、コロナ放電工程と、カーボンコート層形成工程と、活物質層形成工程とを有する。貼合工程は、圧延アルミ箔と電解銅箔とを貼り合わせることにより、圧延アルミ箔により構成されるアルミ表面と、電解銅箔により構成される銅表面とを有する積層体を形成する工程である。巻き取り工程は、積層体をロール状に巻き取ることによりロール体を形成する工程である。コロナ放電工程は、ロール体から巻き出された積層体の前記銅表面にコロナ放電処理を行う工程である。カーボンコート層形成工程は、コロナ放電工程後の銅表面にカーボンコート層を形成する工程である。
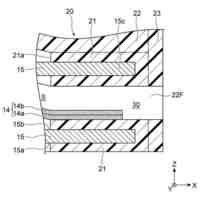
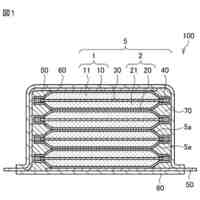
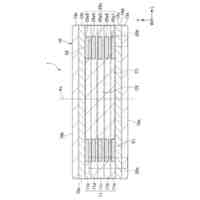
【選択図】図2
特許請求の範囲
【請求項1】
バイポーラ電極と、前記バイポーラ電極に接着されたシール樹脂とを備える蓄電装置の製造方法であって、
前記バイポーラ電極を形成する電極形成工程と、
前記バイポーラ電極に前記シール樹脂を接着する接着工程とを含み、
前記電極形成工程は、
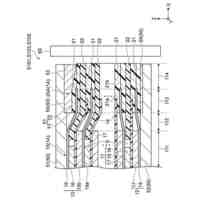
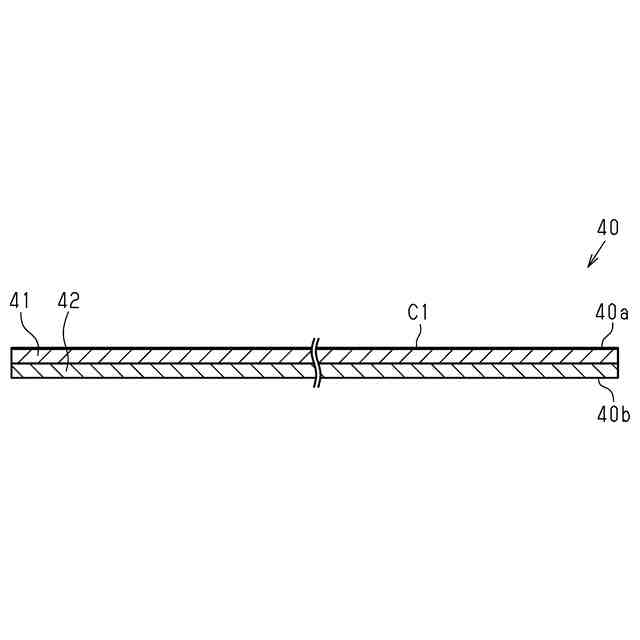
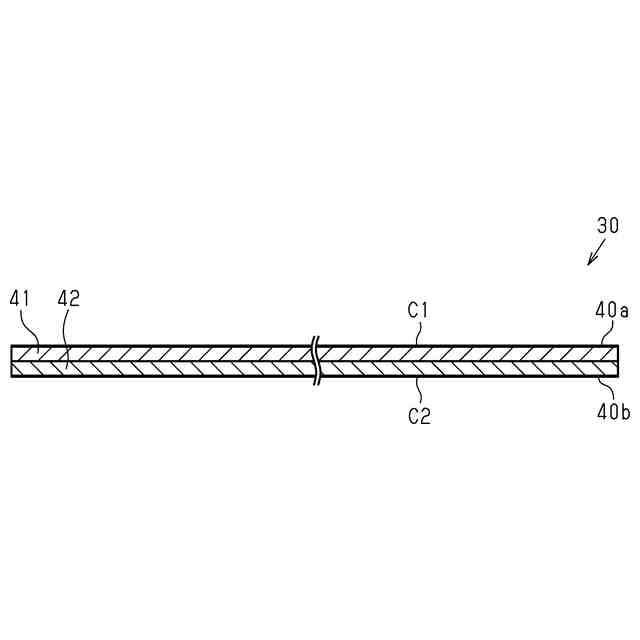
圧延アルミ箔と電解銅箔とを貼り合わせることにより、圧延アルミ箔により構成されるアルミ表面と、電解銅箔により構成される銅表面とを有する積層体を形成する貼合工程と、
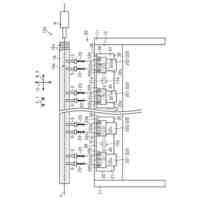
前記積層体をロール状に巻き取ることによりロール体を形成する巻き取り工程と、
前記ロール体から巻き出された前記積層体の前記銅表面にコロナ放電処理を行うコロナ放電工程と、
前記コロナ放電工程後の前記銅表面にカーボンコート層を形成するカーボンコート層形成工程と、
前記カーボンコート層形成工程後の前記アルミ表面の一部及び前記銅表面の一部の各々に活物質層を形成する活物質層形成工程とを有し、
前記接着工程は、前記銅表面における、前記活物質層が形成されていない部分、かつ前記カーボンコート層が形成されている部分に前記シール樹脂を接着することを特徴とする蓄電装置の製造方法。
続きを表示(約 220 文字)
【請求項2】
前記コロナ放電工程と、前記カーボンコート層形成工程とを連続して行う請求項1に記載の蓄電装置の製造方法。
【請求項3】
前記コロナ放電工程及び前記カーボンコート層形成工程を、前記積層体の前記アルミ表面及び前記銅表面の両面に対して行う請求項1に記載の蓄電装置の製造方法。
【請求項4】
前記シール樹脂は、酸変性ポリオレフィン樹脂である請求項1~3のいずれか一項に記載の蓄電装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、蓄電装置の製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
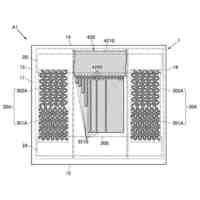
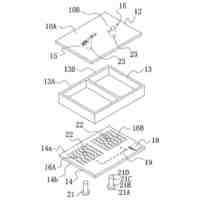
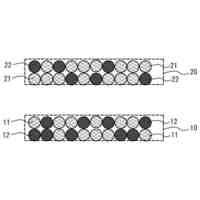
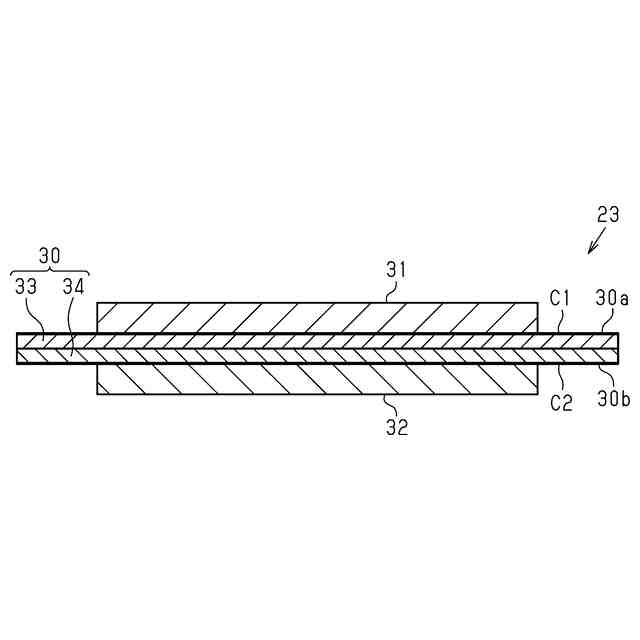
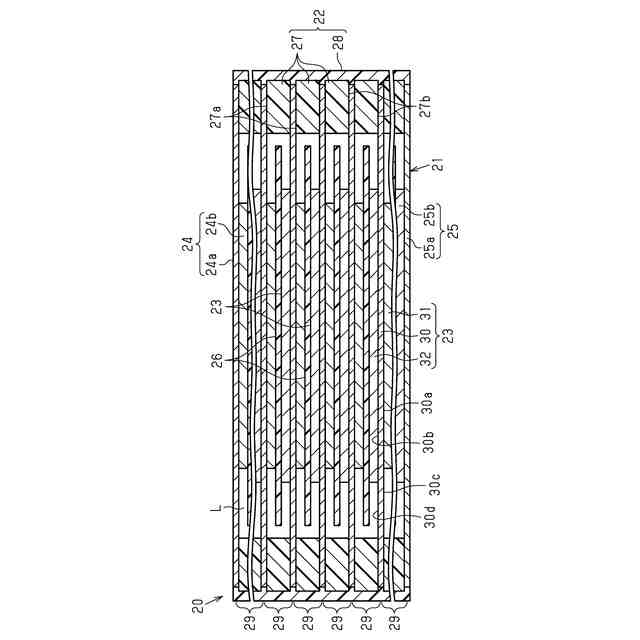
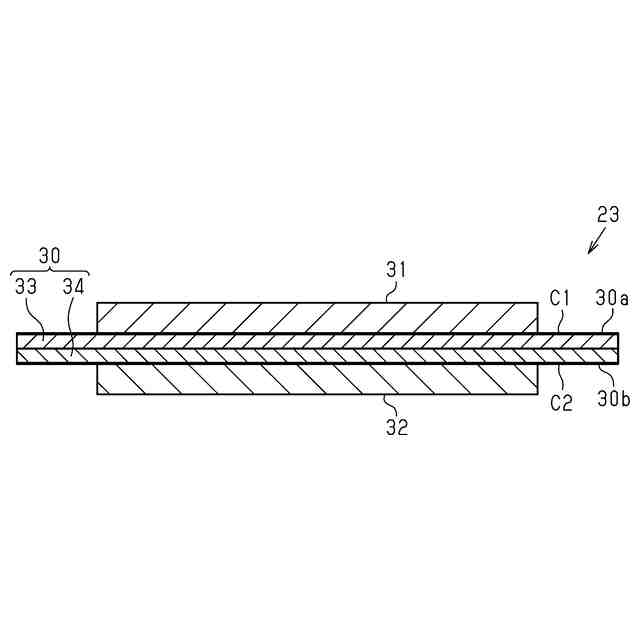
近年、バイポーラ電極を用いた蓄電装置に関する研究が行われている。バイポーラ電極は、正極集電体及び負極集電体を有するバイポーラ集電体と、正極集電体の表面に設けられた正極活物質層と、負極集電体の表面に設けられた負極活物質層とを備える。バイポーラ電極を用いた蓄電装置は、体積エネルギー密度及び出力の向上の観点において他の蓄電装置よりも優位であることが期待されている。
【0003】
特許文献1には、アルミニウム箔と銅箔を圧延加工してなるクラッド材をバイポーラ集電体に用いたバイポーラ電極が開示されている。特許文献1のバイポーラ集電体の場合、アルミニウム箔を圧延してなるアルミニウム層が正極集電体となり、銅箔を圧延してなる銅層が負極集電体となる。
【先行技術文献】
【特許文献】
【0004】
特開平08-007926号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
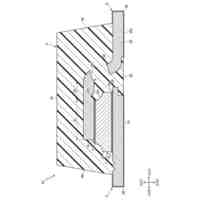
バイポーラ電極を用いた蓄電装置の重量の低減及び体積エネルギー密度の向上の観点から、バイポーラ集電体を薄く形成することが好ましい。バイポーラ集電体を薄くする方法としては、例えば、圧延アルミ箔と電解銅箔とを貼り合わせる方法が考えられる。しかしながら、圧延アルミ箔と電解銅箔とを貼り合わせた構造のバイポーラ集電体は、蓄電装置において、バイポーラ集電体を接着するシール樹脂に対する接着性が低いという問題があった。
【課題を解決するための手段】
【0006】
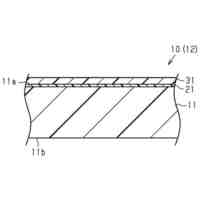
上記課題を解決する蓄電装置の製造方法は、バイポーラ電極と、前記バイポーラ電極に接着されたシール樹脂とを備える蓄電装置の製造方法であって、前記バイポーラ電極を形成する電極形成工程と、前記バイポーラ電極に前記シール樹脂を接着する接着工程とを含み、前記電極形成工程は、圧延アルミ箔と電解銅箔とを貼り合わせることにより、圧延アルミ箔により構成されるアルミ表面と、電解銅箔により構成される銅表面とを有する積層体を形成する貼合工程と、前記積層体をロール状に巻き取ることによりロール体を形成する巻き取り工程と、前記ロール体から巻き出された前記積層体の前記銅表面にコロナ放電処理を行うコロナ放電工程と、前記コロナ放電工程後の前記銅表面にカーボンコート層を形成するカーボンコート層形成工程と、前記カーボンコート層形成工程後の前記アルミ表面の一部及び前記銅表面の一部の各々に活物質層を形成する活物質層形成工程とを有し、前記接着工程は、前記銅表面における、前記活物質層が形成されていない部分、かつ前記カーボンコート層が形成されている部分に前記シール樹脂を接着する。
【0007】
上記構成によれば、巻き取り工程において電解銅箔に転写された圧延油がコロナ放電処理により除去されるため、圧延油に起因する銅表面の接着強度の低下を抑制できる。また、銅表面にカーボンコート層が形成されることにより、電極形成工程において高温環境に長時間、曝された後も、カーボンコート層の表面においてシール樹脂に対する接着性を確保することができる。よって、電解銅箔側の表面のシール樹脂に対する接着性が向上する。
【0008】
上記蓄電装置の製造方法において、前記コロナ放電工程と、前記カーボンコート層形成工程とを連続して行うことが好ましい。
上記構成によれば、コロナ放電工程により生成された親水性官能基の減少を抑制できる。その結果、積層体に対してカーボンコート層を強固に結合できる。
【0009】
上記蓄電装置の製造方法において、前記コロナ放電工程及び前記カーボンコート層形成工程を、前記積層体の前記アルミ表面及び前記銅表面の両面に対して行うことが好ましい。
【0010】
上記構成によれば、アルミ箔側の表面においても、電解銅箔側の表面と同様に、圧延油に起因する接着強度の低下、及び高温環境に長時間、曝されることに起因する接着強度の低下を抑制できる。よって、電解銅箔側の表面及びアルミ箔側の表面の両面におけるシール樹脂に対する接着性が向上する。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社豊田自動織機
分散板
6日前
株式会社豊田自動織機
回転電機
1日前
株式会社豊田自動織機
産業車両
8日前
株式会社豊田自動織機
回転電機
1日前
株式会社豊田自動織機
産業車両
2日前
株式会社豊田自動織機
蓄電装置
5日前
株式会社豊田自動織機
遠心圧縮機
今日
株式会社豊田自動織機
電動圧縮機
1日前
株式会社豊田自動織機
遠心圧縮機
6日前
株式会社豊田自動織機
搬送システム
9日前
株式会社豊田自動織機
搬送システム
9日前
株式会社豊田自動織機
荷役システム
5日前
株式会社豊田自動織機
蓄電モジュール
5日前
株式会社豊田自動織機
蓄電モジュール
今日
株式会社豊田自動織機
車両制御システム
5日前
株式会社豊田自動織機
燃料電池システム
5日前
株式会社豊田自動織機
水素充填システム
2日前
株式会社豊田自動織機
蓄電モジュール製造方法
8日前
株式会社豊田自動織機
エアジェット織機の緯入れ装置
1日前
株式会社豊田自動織機
移動体の制振システムおよび移動体の制振方法
5日前
トヨタ自動車株式会社
電池の製造方法、及び、電池
2日前
トヨタ自動車株式会社
蓄電装置および蓄電システム
1日前
株式会社豊田自動織機
フィルム貼合樹脂板およびフィルム貼合樹脂板の製造方法
6日前
株式会社豊田自動織機
モータ駆動装置、モータシステムおよびモータの駆動方法
8日前
APB株式会社
二次電池
27日前
株式会社電知
組電池の製造方法
6日前
株式会社東光高岳
変圧器
20日前
株式会社東光高岳
変圧器
20日前
ローム株式会社
半導体装置
29日前
ローム株式会社
チップ部品
23日前
株式会社コロナ
タッチ式操作装置
9日前
ローム株式会社
半導体装置
今日
株式会社GSユアサ
蓄電装置
6日前
太陽誘電株式会社
全固体電池
28日前
太陽誘電株式会社
コイル部品
今日
株式会社村田製作所
電池
今日
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ