TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025076684
公報種別
公開特許公報(A)
公開日
2025-05-16
出願番号
2023188447
出願日
2023-11-02
発明の名称
中空試験片
出願人
三菱重工業株式会社
代理人
SSIP弁理士法人
主分類
G01N
3/08 20060101AFI20250509BHJP(測定;試験)
要約
【課題】中空試験片の内部に導入される流体の体積を低減できる中空試験片を提供する。
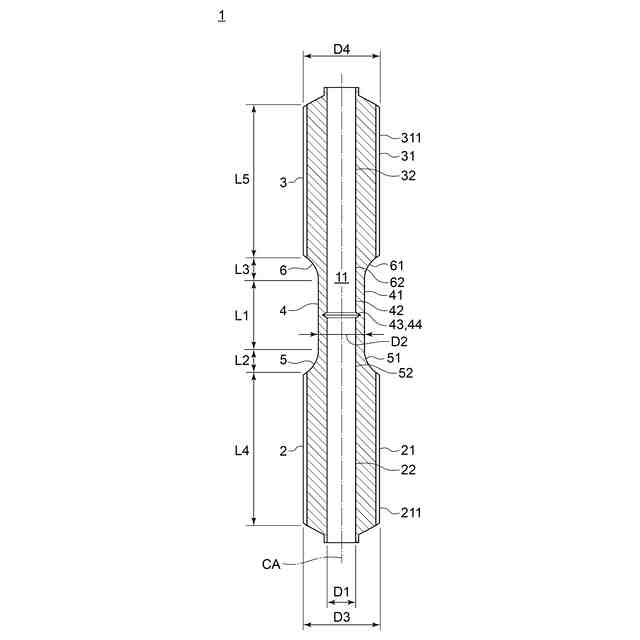
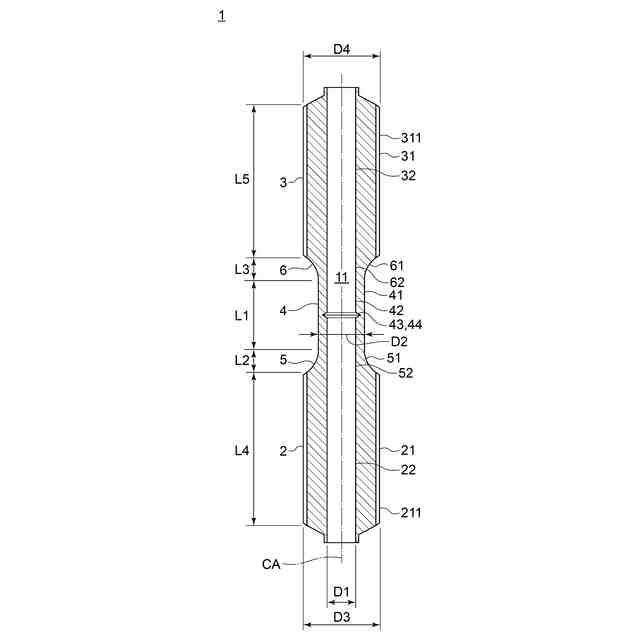
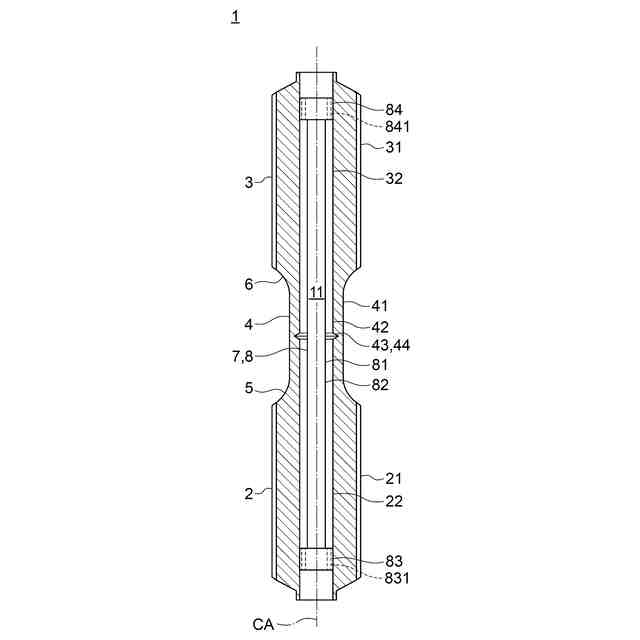
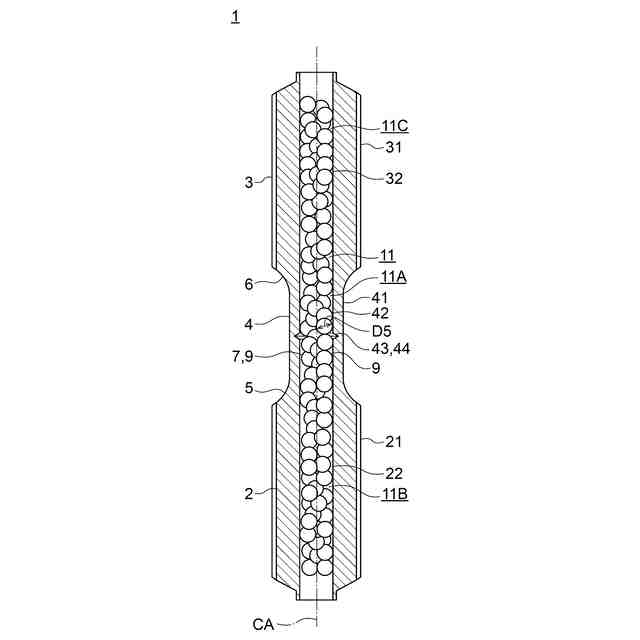
【解決手段】長手方向に沿って延在する中空試験片であって、長手方向の一方側に形成された一方側大径部と、長手方向の他方側に形成された他方側大径部と、一方側大径部と他方側大径部との間に形成された一方側大径部及び他方側大径部よりも外径が小さい平行部と、を含み、平行部は、外周面と、内周面と、内周面に形成され、内周面の周方向に沿って延在する応力集中部と、を有し、平行部の内径をD1、平行部の長手方向の長さをL1と定義した場合において、平行部の長さL1は、0.5×D1≦L1≦3×D1の条件を満たす。
【選択図】図2
特許請求の範囲
【請求項1】
長手方向に沿って延在する中空試験片であって、
前記長手方向の一方側に形成された一方側大径部と、
前記長手方向の他方側に形成された他方側大径部と、
前記一方側大径部と前記他方側大径部との間に形成された前記一方側大径部及び前記他方側大径部よりも外径が小さい平行部と、を含み、
前記平行部は、
外周面と、
内周面と、
前記内周面に形成され、前記内周面の周方向に沿って延在する応力集中部と、を有し、
前記平行部の内径をD1、前記平行部の前記長手方向の長さをL1と定義した場合において、前記平行部の前記長さL1は、0.5×D1≦L1≦3×D1の条件を満たす、
中空試験片。
続きを表示(約 1,000 文字)
【請求項2】
前記応力集中部は、
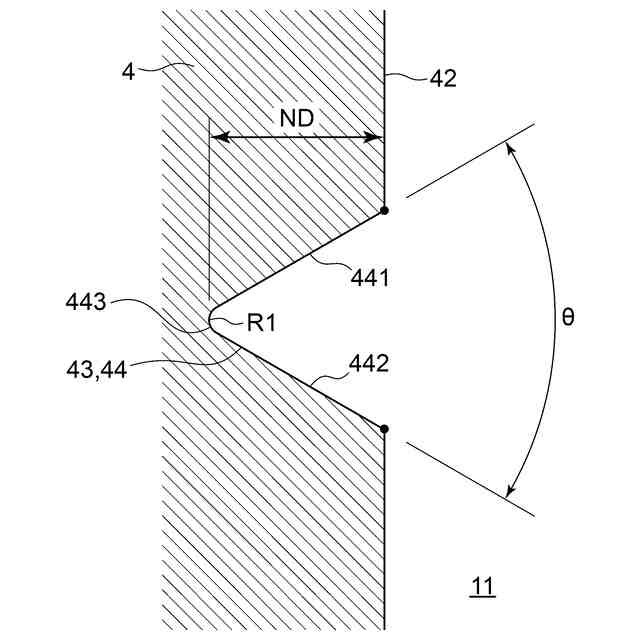
前記平行部の前記内周面に形成された環状の切り欠き部であって、断面形状がV字状の環状の切り欠き部を含む、
請求項1に記載の中空試験片。
【請求項3】
前記平行部の前記内周面は、
前記内径D1を有する第1内周面と、
前記第1内周面よりも内径が小さい第2内周面と、
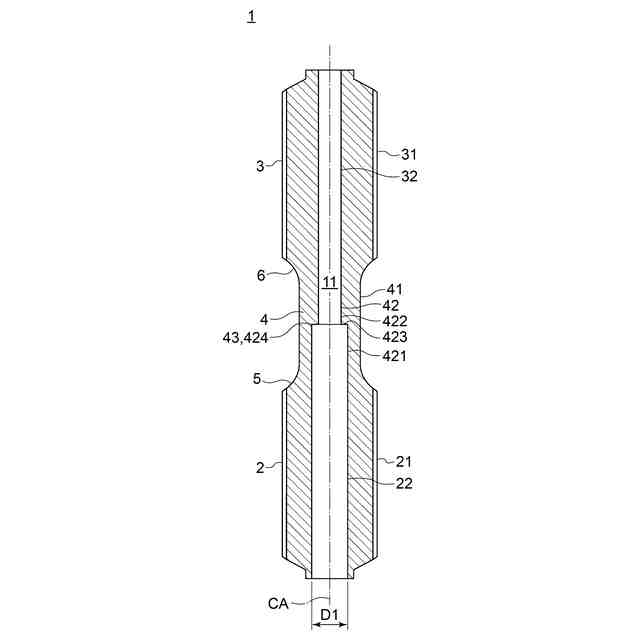
前記第1内周面と前記第2内周面とを繋ぐ段差面と、を含み、
前記応力集中部は、前記段差面の外周縁を含む、
請求項1に記載の中空試験片。
【請求項4】
前記中空試験片の中空部に配置される少なくとも1つの固形部材を有する、
請求項1~3の何れか1項に記載の中空試験片。
【請求項5】
前記少なくとも1つの固形部材は、
前記中空試験片の前記内周面との間に間隔をあけて対向する外周面を有する棒状部材を含む、
請求項4に記載の中空試験片。
【請求項6】
前記少なくとも1つの固形部材は、
前記中空部に充填される複数の球状体を含む、
請求項4に記載の中空試験片。
【請求項7】
前記平行部の外径をD2と定義した場合において、前記平行部の前記外径D2は、1.5×D1≦D2≦2×D1の条件を満たす、
請求項1~3の何れか1項に記載の中空試験片。
【請求項8】
前記一方側大径部の外径をD3と定義した場合において、前記一方側大径部の前記外径D3は、2×D1≦D3≦3×D1の条件を満たす、
請求項7に記載の中空試験片。
【請求項9】
前記一方側大径部と前記平行部との間に形成され、前記一方側大径部に向かうにつれて大径となる一方側拡径部であって、外周面に径方向における内側に凸となるR形状を有する一方側拡径部と、
前記他方側大径部と前記平行部との間に形成され、前記他方側大径部に向かうにつれて大径となる他方側拡径部であって、外周面に径方向における内側に凸となるR形状を有する他方側拡径部と、をさらに含む、
請求項1~3の何れか1項に記載の中空試験片。
【請求項10】
前記一方側拡径部の前記長手方向の長さをL2と定義した場合において、前記一方側拡径部の前記長さL2は、1/3×L1≦L2≦1/2×L1の条件を満たす、
請求項9に記載の中空試験片。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、中空試験片に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
材料試験の試料である試験片を水素ガス等のガスが封入された圧力容器内に配置した状態で、材料試験を行うオートクレーブ式の材料試験機が知られている。オートクレーブ式の材料試験機により、水素ガス環境中の材料試験を行う場合には、使用水素量が多く試験の実施が容易ではないため、試験機関が限られている。
【0003】
特許文献1には、流体を中空部に導入可能な中空試験片であって、長手方向の中央部の内面に内径を大きくするような切り欠き部が形成された中空試験片が開示されている。中空試験片を用いた材料試験では、オートクレーブ式に比べて使用水素量を低減できる。
【先行技術文献】
【特許文献】
【0004】
特許4817253号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載のような、切り欠き(応力集中部)を有する中空試験片は、材料試験、例えば、応力集中部の疲労試験、を精度良く実施可能な具体的形状が定まっていないという問題がある。また、応力集中部の加工は、狭隘部の加工となるため、応力集中部の加工精度を担保する課題がある。応力集中部を加工できるように中空試験片の内部形状を拡大すると中空部における流体の使用量が多くなるという問題がある。上記流体が爆発の危険性がある水素ガス等である場合には、流体の使用量が多くなると安全管理に課題が生じることになる。
【0006】
上述の事情に鑑みて、本開示の少なくとも一実施形態は、中空試験片の内部に導入される流体の体積を低減できる中空試験片を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示の少なくとも一実施形態に係る中空試験片は、
長手方向に沿って延在する中空試験片であって、
前記長手方向の一方側に形成された一方側大径部と、
前記長手方向の他方側に形成された他方側大径部と、
前記一方側大径部と前記他方側大径部との間に形成された前記一方側大径部及び前記他方側大径部よりも外径が小さい平行部と、を含み、
前記平行部は、
外周面と、
内周面と、
前記内周面に形成され、前記内周面の周方向に沿って延在する応力集中部と、を有し、
前記平行部の内径をD1、前記平行部の前記長手方向の長さをL1と定義した場合において、前記平行部の前記長さL1は、0.5×D1≦L1≦3×D1の条件を満たす。
【発明の効果】
【0008】
本開示の少なくとも一実施形態によれば、中空試験片の内部に導入される流体の体積を低減できる中空試験片が提供される。
【図面の簡単な説明】
【0009】
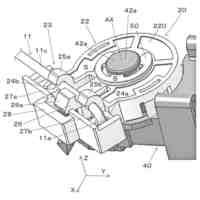
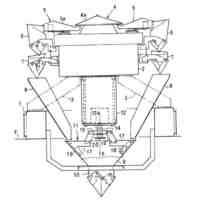
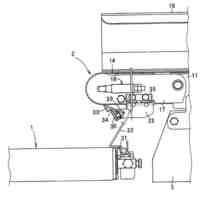
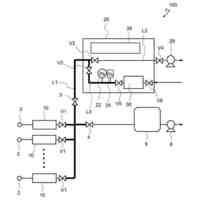
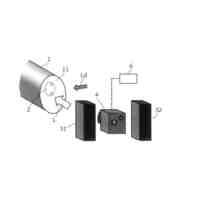
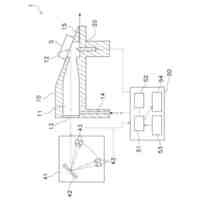
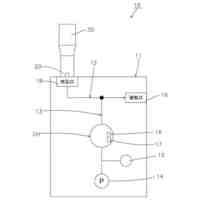
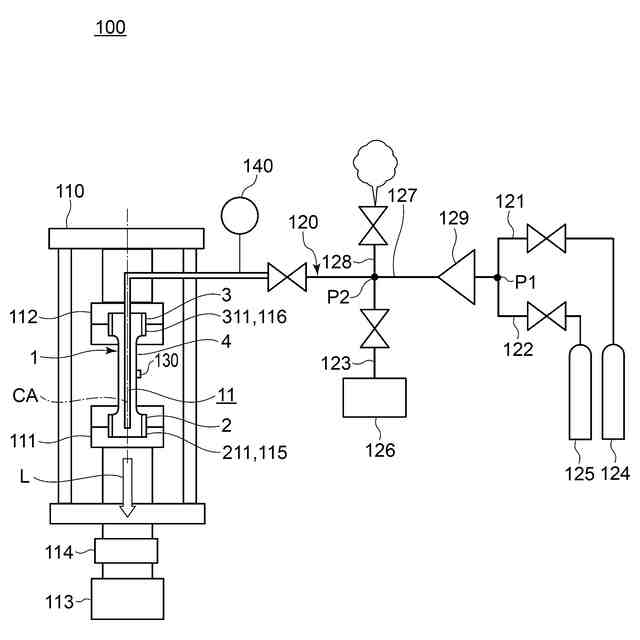
本開示の一実施形態に係る中空試験片を備える材料試験システムの概略図である。
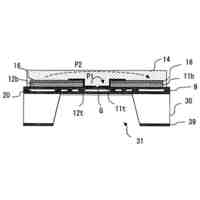
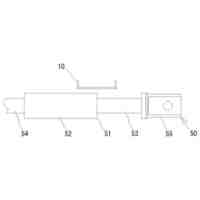
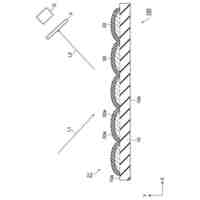
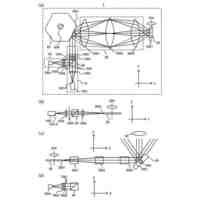
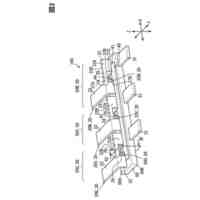
本開示の一実施形態に係る中空試験片の中心軸方向に沿った概略断面図である。
図2に示される中空試験片の切り欠き部の概略断面図である。
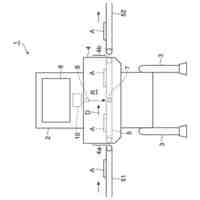
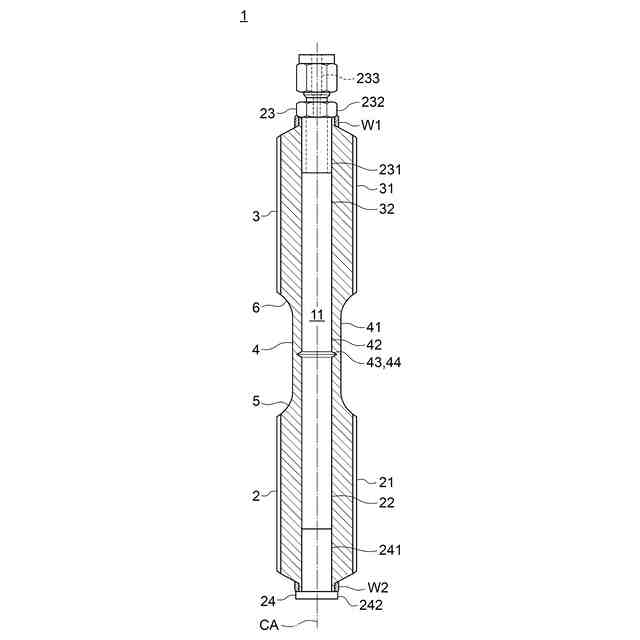
図2に示される中空試験片にコネクタと閉止栓を接続した状態を示す概略断面図である。
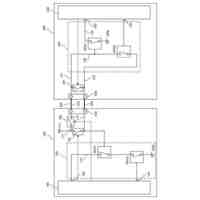
本開示の一実施形態に係る中空試験片の中心軸方向に沿った概略断面図である。
本開示の一実施形態に係る中空試験片の中心軸方向に沿った概略断面図である。
本開示の一実施形態に係る中空試験片の中心軸方向に沿った概略断面図である。
【発明を実施するための形態】
【0010】
以下、添付図面を参照して本開示の幾つかの実施形態について説明する。ただし、実施形態として記載されている又は図面に示されている構成部品の寸法、材質、形状、その相対的配置等は、本開示の範囲をこれに限定する趣旨ではなく、単なる説明例にすぎない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
表示装置
29日前
日本精機株式会社
計器装置
5日前
株式会社東光高岳
計器
1日前
日本精機株式会社
液面検出装置
7日前
大和製衡株式会社
組合せ秤
7日前
有限会社原製作所
検出回路
27日前
大和製衡株式会社
組合せ秤
7日前
大和製衡株式会社
組合せ秤
13日前
日本無線株式会社
レーダ装置
28日前
個人
フロートレス液面センサー
20日前
株式会社リコー
光学機器
27日前
日本特殊陶業株式会社
ガスセンサ
8日前
大和製衡株式会社
組合せ計量装置
29日前
日本特殊陶業株式会社
ガスセンサ
8日前
日本特殊陶業株式会社
ガスセンサ
19日前
ダイハツ工業株式会社
試験用治具
13日前
キヤノン株式会社
放射線撮像装置
22日前
株式会社クボタ
作業車
12日前
大同特殊鋼株式会社
座標系較正方法
22日前
株式会社フジキン
流量測定装置
14日前
トヨタ自動車株式会社
歯車の検査方法
8日前
TDK株式会社
計測装置
6日前
新電元メカトロニクス株式会社
位置検出装置
5日前
株式会社ノーリツ
通信システム
5日前
大同特殊鋼株式会社
ラベル色特定方法
22日前
旭光電機株式会社
漏出検出装置
19日前
株式会社アステックス
ラック型負荷装置
20日前
住友化学株式会社
積層基板
19日前
スズキ株式会社
ECU交換診断システム
1か月前
株式会社島津製作所
発光分析装置
5日前
NISSHA株式会社
ガス検出器
1か月前
キヤノン株式会社
光学装置
1か月前
日本電気株式会社
測位装置及びその方法
1日前
タカハタプレシジョン株式会社
水道メータ
5日前
株式会社デンソー
電流センサ
19日前
株式会社イシダ
X線検査装置
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ