TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025072601
公報種別
公開特許公報(A)
公開日
2025-05-09
出願番号
2025020506,2021048841
出願日
2025-02-12,2021-03-23
発明の名称
加工装置
出願人
株式会社東京精密
代理人
個人
主分類
B24B
41/06 20120101AFI20250430BHJP(研削;研磨)
要約
【課題】ワークを所望の厚みに平面加工する加工装置を提供する。
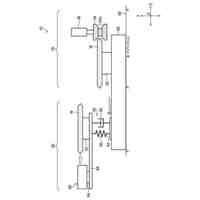
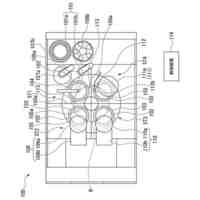
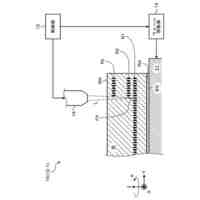
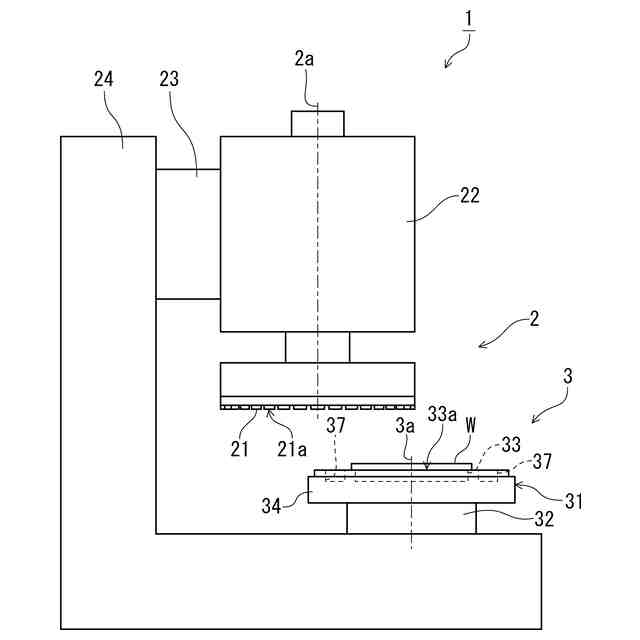
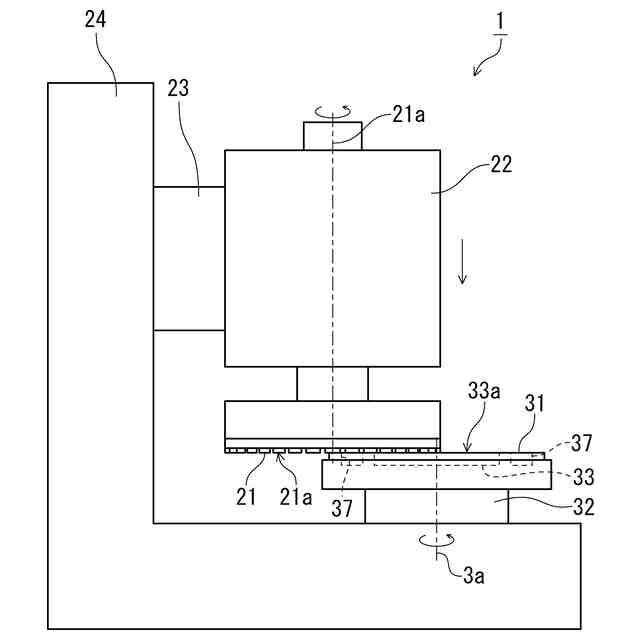
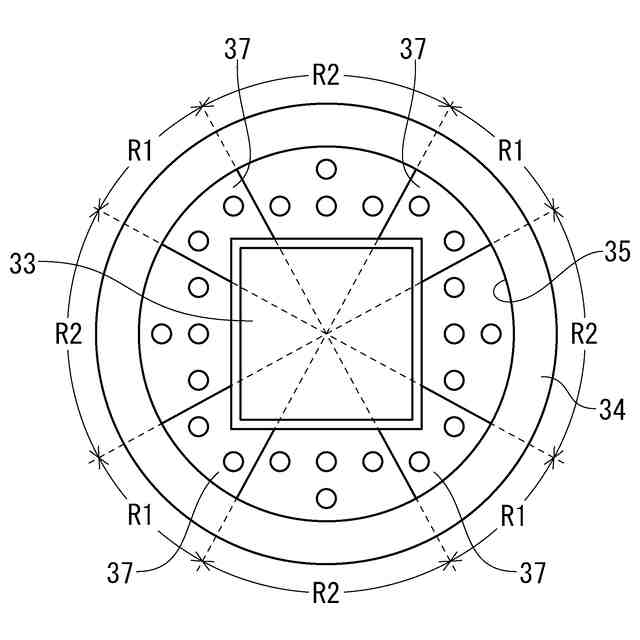
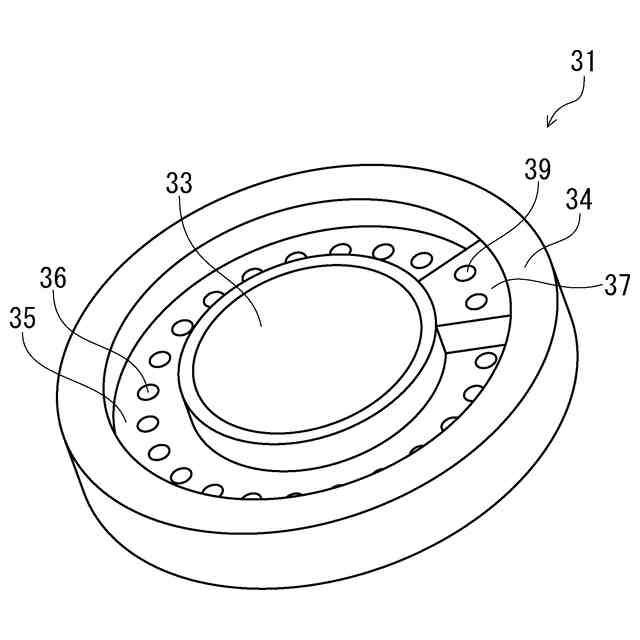
【解決手段】加工装置1は、非円形状のワークWを砥石21で平面加工する加工装置1であって、ワークWを吸着保持可能な吸着体33と、吸着体33の外周側に設けられ、吸着体33より難削材で構成され、吸着体33を研削するセルフグラインドの際に砥石21に接触可能なアタッチメント37と、を備えている。アタッチメント37は、ワークWの平面加工の際に砥石21がワークWを研削する加工圧が相対的に低い領域において、吸着体33の外周側に設けられている。
【選択図】図1
特許請求の範囲
【請求項1】
非円形状のワークを砥石で平面加工する加工装置であって、
前記ワークを吸着保持可能な吸着体と、
前記吸着体の外周側に設けられ、前記吸着体より難削材で構成され、前記吸着体を研削するセルフグラインドの際に前記砥石に接触可能なアタッチメントと、
を備え、
前記アタッチメントは、前記ワークの平面加工の際に前記砥石が前記ワークを研削する加工圧が相対的に低い領域において前記吸着体の外周側に設けられていることを特徴とする加工装置。
続きを表示(約 200 文字)
【請求項2】
非円形状のワークを砥石で平面加工する加工装置であって、
矩形状に形成され、前記ワークを吸着保持可能な吸着体と、
前記吸着体の外周側に設けられ、前記吸着体より難削材で構成され、前記吸着体を研削するセルフグラインドの際に前記砥石に接触可能なアタッチメントと、
を備え、
前記アタッチメントは、前記吸着体の四隅の外周側に設けられていることを特徴とする加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワークを平面加工する加工装置に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
半導体製造分野では、シリコンウェハ等の半導体ワーク(以下、「ワーク」という)を薄く平坦に平面加工する加工装置が知られている。
【0003】
特許文献1には、チャックテーブルに保持された矩形ワークの上面に回転する砥石を接触させ、矩形ワークを所定厚みに研削する研削装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特許第5230982号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、ワークを平面加工する場合、ワークの固定面精度や砥石等の加工工具の取付精度の影響により、加工後のワークに厚みバラつきが生じる虞がある。このような厚みバラつきを解消するために、従来では、ワークの固定面や加工工具を組み付けし直したり調整する必要があった。
【0006】
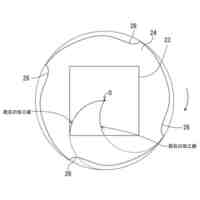
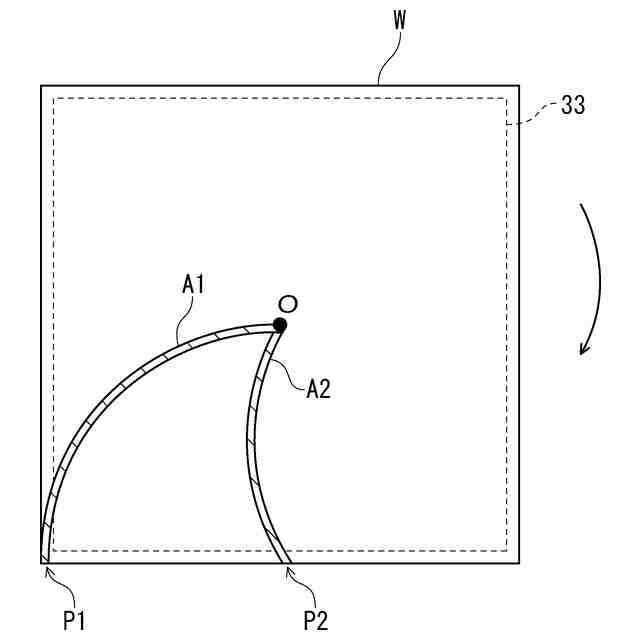
さらに、円形を除く形状のワークやオリフラが設けられたワーク(以下、総称して「非円形状のワーク」という)をインフィード加工する場合、チャックテーブルの所定回転毎における砥石とワークとの接触面積は一定ではなく、接触面積が比較的広い領域では、ワークの研削量は少なくなり、接触面積が比較的狭い領域では、ワークの研削量は大きくなりがちである。すなわち、加工中における砥石とワークとの接触面積の大小に応じて、ワークの厚みがばらつき、ワークを所望の厚みに仕上げられないという問題があった。
【0007】
そこで、ワークを所望の厚みに平面加工するために解決すべき技術的課題が生じてくるのであり、本発明はこの課題を解決することを目的とする。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明に係る加工装置は、非円形状のワークを砥石で平面加工する加工装置であって、前記ワークを吸着保持可能な吸着体と、前記吸着体の外周側に設けられ、前記吸着体より難削材で構成され、前記吸着体を研削するセルフグラインドの際に前記砥石に接触可能なアタッチメントと、を備え、前記アタッチメントは、前記ワークの平面加工の際に前記砥石が前記ワークを研削する加工圧が相対的に低い領域において前記吸着体の外周側に設けられている。
また、上記目的を達成するために、本発明に係る加工装置は、非円形状のワークを砥石で平面加工する加工装置であって、矩形状に形成され、前記ワークを吸着保持可能な吸着体と、前記吸着体の外周側に設けられ、前記吸着体より難削材で構成され、前記吸着体を研削するセルフグラインドの際に前記砥石に接触可能なアタッチメントと、を備え、前記アタッチメントは、前記吸着体の四隅の外周側に設けられている。
【0009】
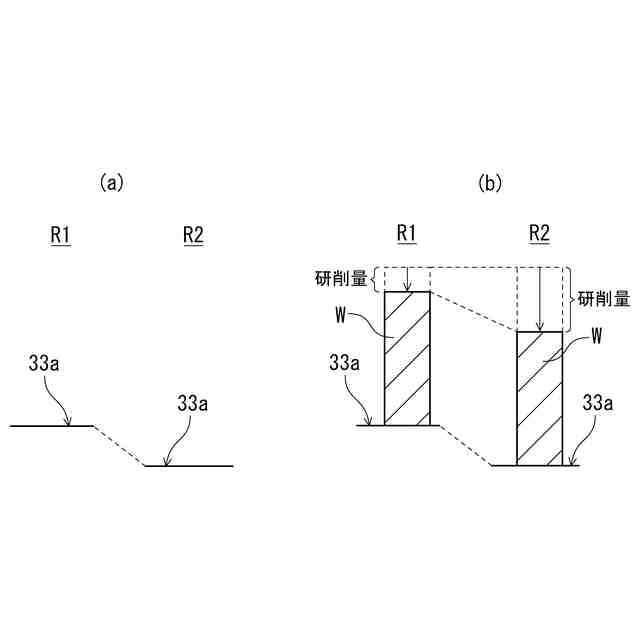
この構成によれば、平面加工後のワークの厚みバラつきを相殺するように、砥石が吸着体及びアタッチメントに接触する領域におけるセルフグラインド後の吸着体の厚みが、砥石が吸着体に接触する領域におけるセルフグラインド後の吸着体の厚みより厚くなるため、平面加工後のワークの厚みバラつきを軽減することができる。
【発明の効果】
【0010】
本発明は、ワークの固定面精度、加工工具の取り付け精度又はワークの形状に起因する平面加工後のワークの厚みバラつきを軽減することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社東京精密
ワーク加工装置
2か月前
株式会社東京精密
ワーク加工装置
2か月前
株式会社東京精密
ウェーハ加工システム
1か月前
株式会社東京精密
形状測定装置及び形状測定方法
1か月前
株式会社東京精密
形状測定装置及び形状測定方法
1か月前
株式会社東京精密
測定装置及び測定装置の測定方法
2か月前
株式会社東京精密
非接触測定機及びゲイン調整方法
1か月前
株式会社東京精密
カメラのキャリブレーション方法
10日前
株式会社東京精密
カメラのキャリブレーション方法
10日前
株式会社東京精密
非接触形状測定機及び位置調整方法
2か月前
株式会社東京精密
校正データの管理方法及び形状測定機
4日前
株式会社東京精密
表面形状測定装置及び表面形状測定方法
1か月前
株式会社東京精密
ウェーハ加工システム及びウェーハ加工方法
1か月前
株式会社東京精密
非接触温度測定装置及び非接触温度測定方法
3日前
株式会社東京精密
加工装置、チャック形状補正方法、及び加工方法
2か月前
株式会社東京精密
加工装置
2か月前
株式会社東京精密
プローバ
3か月前
株式会社東京精密
プローバ
2日前
株式会社東京精密
加工システム
1か月前
株式会社東京精密
カメラのキャリブレーション方法及びキャリブレーション装置
10日前
株式会社東京精密
レーザ加工装置
1か月前
株式会社東京精密
ワーク分割装置
3か月前
株式会社東京精密
チャックテーブル
17日前
株式会社東京精密
テープ接合装置及び方法
1か月前
株式会社東京精密
吸着装置及びその制御方法
9日前
株式会社東京精密
プローバ及び位置合わせ方法
1か月前
株式会社東京精密
温度付与装置及び温度付与方法
1か月前
株式会社東京精密
ワーク分割装置及びワーク分割方法
3か月前
株式会社東京精密
テープ貼付装置及びテープマガジン
3か月前
株式会社東京精密
シリコンウエハのエッジ品質向上方法
9日前
株式会社東京精密
真空チャック及びそれを備える検査装置
1か月前
株式会社東京精密
ツールホルダ装着状態検出方法及び装置、並びに工作機械
3か月前
個人
包丁研ぎ器具
6日前
個人
両軸回転ヤスリ
6か月前
個人
研磨体
1か月前
株式会社タカトリ
研削装置
6か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ