TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025089376
公報種別
公開特許公報(A)
公開日
2025-06-12
出願番号
2025045583,2020138343
出願日
2025-03-19,2020-08-19
発明の名称
レーザ加工装置
出願人
株式会社東京精密
代理人
個人
,
個人
,
個人
,
個人
主分類
H01L
21/301 20060101AFI20250605BHJP(基本的電気素子)
要約
【課題】レーザ加工に起因して発生するウェーハの反りを低減することが可能なレーザ加工装置を提供することを目的とする。
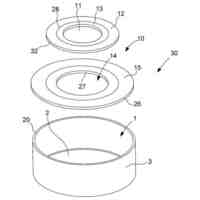
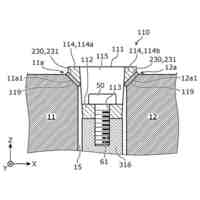
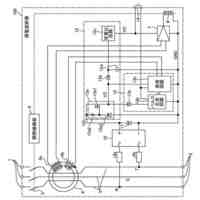
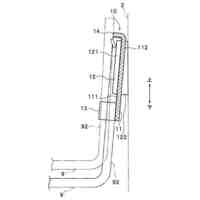
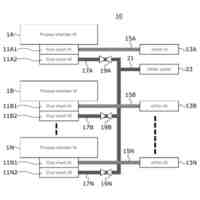
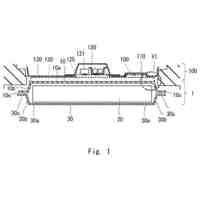
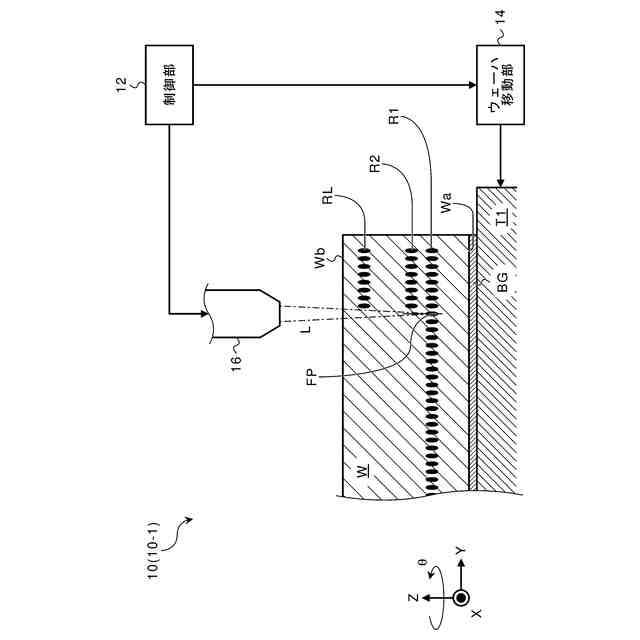
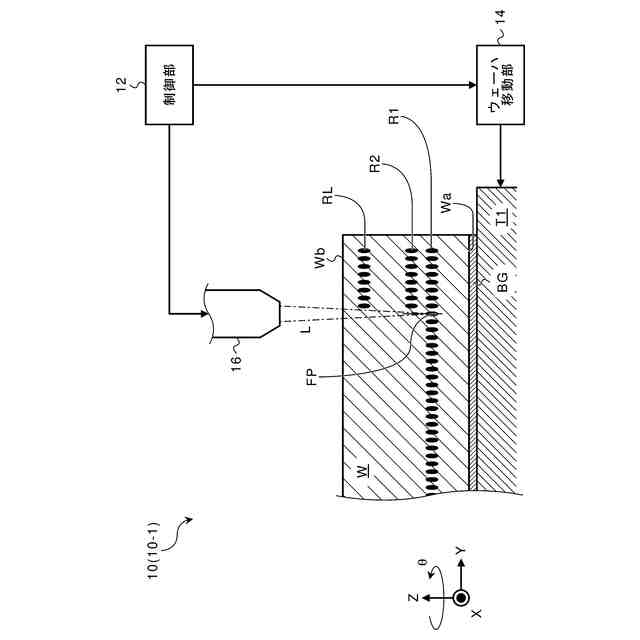
【解決手段】 レーザ加工装置(10-1)は、ウェーハの基板の内部にレーザ加工領域を形成するレーザ加工部(16)と、ウェーハの基板の内部に、レーザ加工領域と、レーザ加工領域によりウェーハの内部に生じる内部応力に対抗する内部応力を生じさせる応力調整用加工領域とを形成する制御部(12)と、レーザ加工領域を形成するときの第1のレーザ加工条件に基づいて、レーザ加工領域によりウェーハの内部に生じる内部応力に対抗する内部応力を生じさせる応力調整用加工領域を形成するための第2のレーザ加工条件を設定する条件設定部(12)とを備える。
【選択図】 図1
特許請求の範囲
【請求項1】
基板の表面にデバイス層が積層されたウェーハの基板の内部に、前記ウェーハの分割予定ラインに沿ってレーザ加工領域を形成するレーザ加工部と、
前記ウェーハの基板の内部に、前記レーザ加工領域と、前記レーザ加工領域により前記ウェーハの内部に生じる内部応力に対抗する内部応力を生じさせる応力調整用加工領域とを形成する制御部と、
前記レーザ加工領域を形成するときの第1のレーザ加工条件に基づいて、前記レーザ加工領域により前記ウェーハの内部に生じる内部応力に対抗する内部応力を生じさせる応力調整用加工領域を形成するための第2のレーザ加工条件を設定する条件設定部であって、前記レーザ加工領域に起因する内部応力の影響の大きさの評価値がしきい値以上の場合に、前記応力調整用加工領域の加工高さに拘束条件を設定し、前記拘束条件の下で、前記加工高さ以外の前記第2のレーザ加工条件を設定する条件設定部と、
を備えるレーザ加工装置。
続きを表示(約 130 文字)
【請求項2】
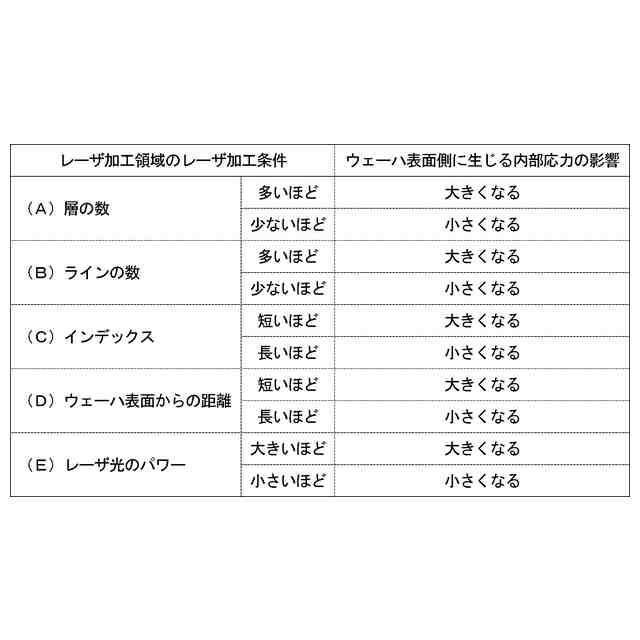
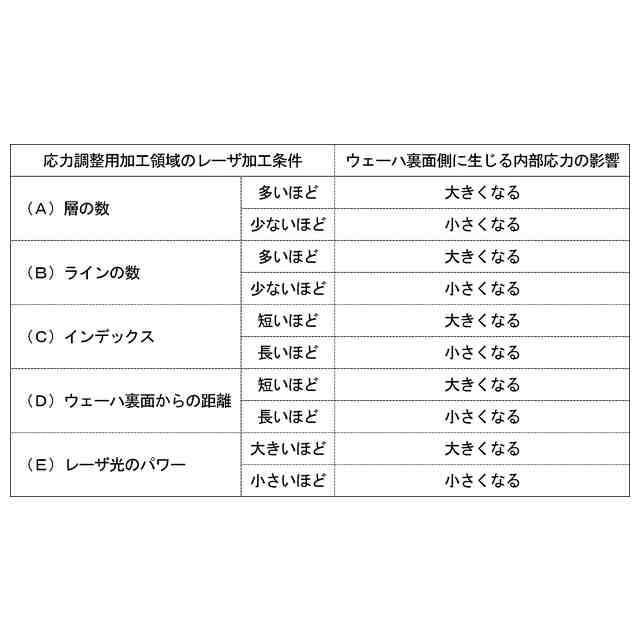
前記第2のレーザ加工条件は、前記応力調整用加工領域の層の数、ラインの数及び加工高さ、並びに前記応力調整用加工領域の形成時の集光点のスキャン方向の間隔及びレーザ光のパワーのうちの少なくとも1つを含む、請求項1に記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明はレーザ加工方法及び装置に係り、ウェーハの内部に形成されたレーザ加工領域を起点としてウェーハを分割するレーザ加工方法及び装置に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来、シリコン等のウェーハの内部に集光点を合わせてレーザ光を分割予定ラインに沿って照射し、分割予定ラインに沿ってウェーハの内部に切断の起点となるレーザ加工領域を形成するレーザ加工装置(レーザダイシング装置ともいう。)が知られている。レーザ加工領域が形成されたウェーハは研削装置(グラインダー)に搬送され、研削装置によってウェーハの裏面側が研削される。そして、ウェーハの表面に貼着されたバックグラインドテープをエキスパンドすることにより、ウェーハが個々のチップに分割される(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2005-086111号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記のようなウェーハ加工では、レーザ加工領域は、ウェーハを確実にチップに分割するために、研削加工後のウェーハの厚みの目標値(以下、ターゲット厚という。)の近傍に形成される。
【0005】
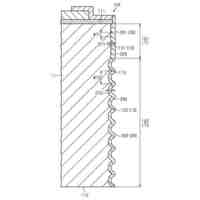
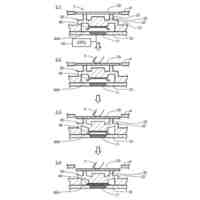
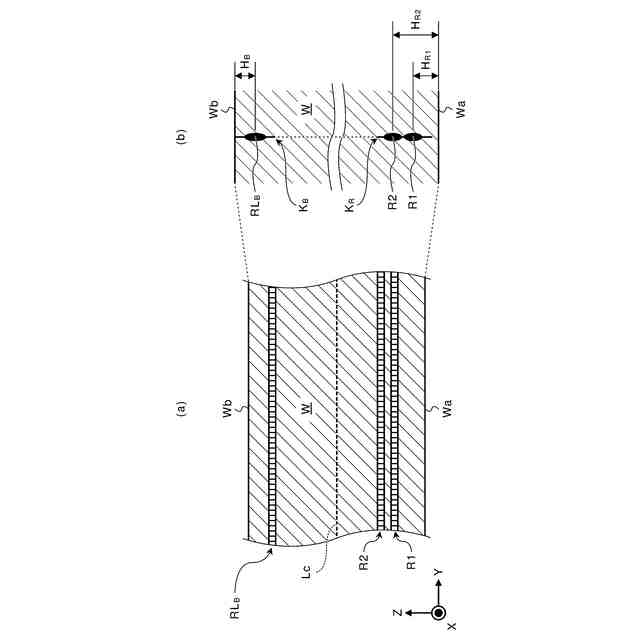
図6は、ウェーハWのターゲット厚Ht1の位置に対して外側にレーザ加工領域R1及びR2を形成した例を示している。この場合、研削加工によりレーザ加工領域R1及びR2が除去される。一方、図7は、ウェーハWのターゲット厚Ht2の位置に対して内側にレーザ加工領域R1及びR2を形成した例を示している。この場合、ウェーハWの分割後に、レーザ加工領域R1及びR2がチップの側面に残留する。
【0006】
図6及び図7のいずれの場合も、レーザ加工領域R1及びR2は、研削加工前のウェーハWの厚み(以下、イニシャル厚Hiという。)方向の中心線Lcに対して表面Waに近い側(裏面Wbから遠い側)に偏在するように形成される。この場合、レーザ加工領域R1及びR2が形成されると、レーザ加工領域R1及びR2から進展する内部亀裂等によりウェーハWに反りが生じる。ウェーハWの周縁部における反り上がり量は数mm程度になることがある。
【0007】
ウェーハWに反りが生じると、ウェーハWをレーザ加工装置から研削装置に搬送する際に、搬送手段のアームにウェーハWを安定して吸着することができず、ウェーハWが搬送中に落下する等の搬送不具合が生じる場合がある。また、ウェーハWを研削装置に搬送した後に、ウェーハWをチャックテーブルに安定して吸着保持することができず、研削加工中に吸着エラーが発生し、研削加工が停止してしまう場合がある。
【0008】
本発明はこのような事情に鑑みてなされたもので、レーザ加工に起因して発生するウェーハの反りを低減することが可能なレーザ加工方法及び装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本発明の第1の態様に係るレーザ加工方法は、基板の表面にデバイス層が積層されたウェーハの基板の内部に、レーザ光を集光させることにより、ウェーハの分割予定ラインに沿ってレーザ加工領域を形成するレーザ加工領域形成ステップと、ウェーハの内部にレーザ光を集光させることにより、レーザ加工領域によりウェーハの内部に生じる内部応力に対抗する内部応力を生じさせる応力調整用加工領域を形成する応力調整用加工領域形成ステップとを備える。
【0010】
本発明の第2の態様に係るレーザ加工方法は、第1の態様において、レーザ加工領域を形成するときの第1のレーザ加工条件に基づいて、レーザ加工領域によりウェーハの内部に生じる内部応力に対抗する内部応力を生じさせる応力調整用加工領域を形成するための第2のレーザ加工条件を設定する条件設定ステップを備え、レーザ加工領域形成ステップでは、第1のレーザ加工条件に基づいてレーザ加工領域を形成し、応力調整用加工領域形成ステップでは、第2のレーザ加工条件に基づいて応力調整用加工領域を形成する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
レナタ・アーゲー
電池
1か月前
株式会社ExH
電流開閉装置
20日前
株式会社潤工社
同軸ケーブル
18日前
株式会社クオルテック
空気電池
1か月前
個人
鉄心用材料とその製造方法
25日前
エイブリック株式会社
半導体装置
20日前
株式会社メルビル
ステージ
27日前
個人
マルチバンドコイルアンテナ
5日前
株式会社GSユアサ
蓄電装置
25日前
株式会社GSユアサ
蓄電装置
25日前
三洲電線株式会社
撚線
1か月前
株式会社GSユアサ
蓄電装置
25日前
オムロン株式会社
電磁継電器
21日前
豊田鉄工株式会社
コイル部品
1か月前
株式会社GSユアサ
蓄電装置
25日前
株式会社GSユアサ
蓄電装置
20日前
株式会社GSユアサ
蓄電装置
25日前
三菱電機株式会社
漏電遮断器
1か月前
株式会社GSユアサ
蓄電装置
18日前
住友電装株式会社
端子台
19日前
日星電気株式会社
ケーブルアセンブリ
19日前
株式会社ダイヘン
変圧器
11日前
オムロン株式会社
スイッチ装置
18日前
トヨタ自動車株式会社
電源装置
20日前
中国電力株式会社
移動用変圧器
1か月前
ローム株式会社
チップ部品
3日前
住友電装株式会社
コネクタ
25日前
ローム株式会社
チップ部品
3日前
ローム株式会社
チップ部品
3日前
住友電装株式会社
コネクタ
25日前
エドワーズ株式会社
冷却システム
25日前
ローム株式会社
チップ部品
3日前
トヨタ自動車株式会社
電池パック
20日前
トヨタ自動車株式会社
電池パック
20日前
中国電力株式会社
断路器操作構造
21日前
東洋電装株式会社
操作装置
21日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ