TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025012454
公報種別
公開特許公報(A)
公開日
2025-01-24
出願番号
2023115302
出願日
2023-07-13
発明の名称
成形品の製造方法、および成形品の製造装置
出願人
三菱重工業株式会社
代理人
個人
,
個人
主分類
B29C
43/12 20060101AFI20250117BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】加工対象部材の成形品質のばらつきを抑制できるようにした成形品の製造方法を提供する。
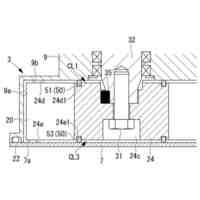
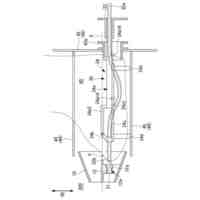
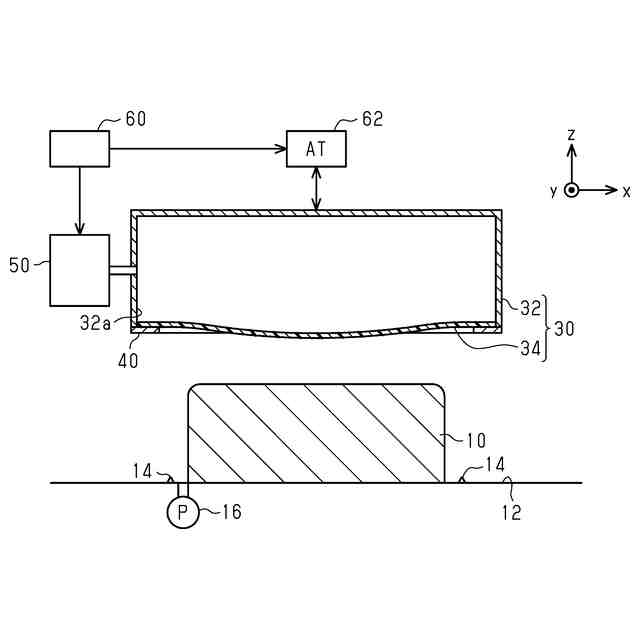
【解決手段】成形型上に加工対象部材を配置する配置工程と、加工対象部材の上方においてブラダに流体を供給する供給工程と、ブラダを下降させる下降工程と、を有する。加工対象部材は、成形型の上面よりも広い面積を有したシート状の部材である。ブラダは、剛体である箱部の開口部が伸縮可能なシート状の部材によって覆われている。供給工程および下降工程において、ブラダが膨張する領域がブラダの下降に伴ってブラダが加工対象部材に接触する領域の外にはみ出すことを抑制する規制部材を利用する。
特許請求の範囲
【請求項1】
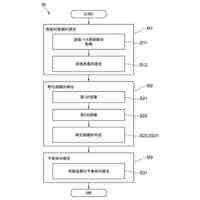
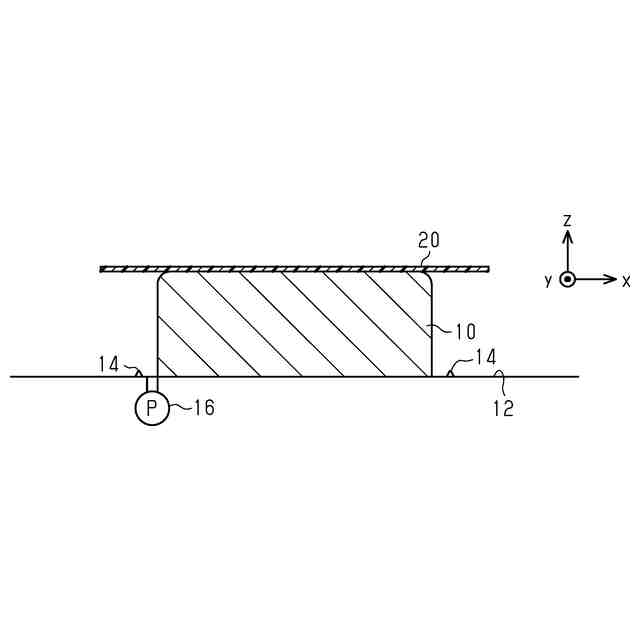
成形型の面に加工対象部材を接触させて配置する配置工程と、
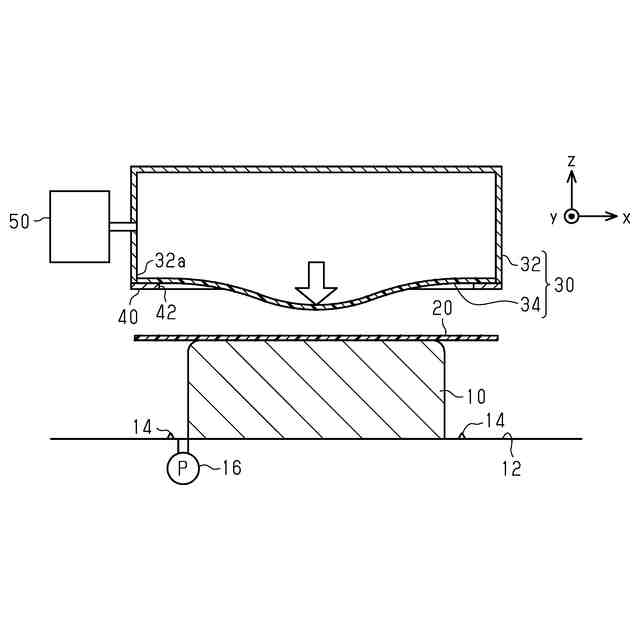
前記加工対象部材のうち前記成形型とは逆側においてブラダに流体を供給する供給工程と、
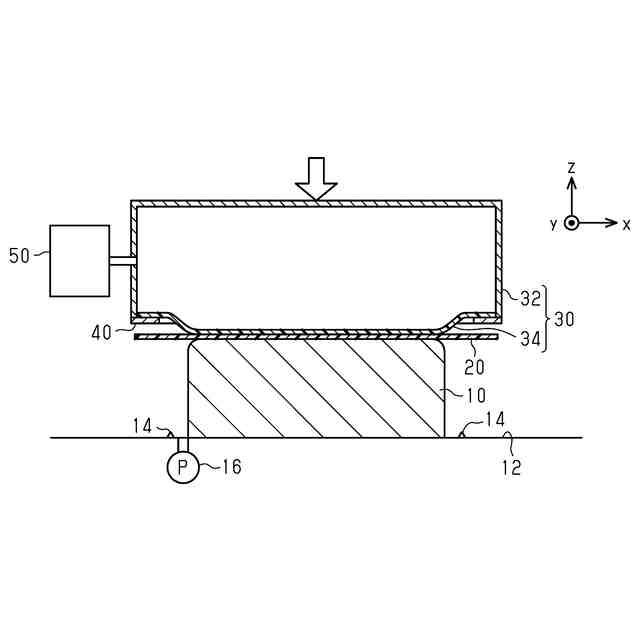
前記ブラダを加工対象部材に向かって変位させる変位工程と、を有し、
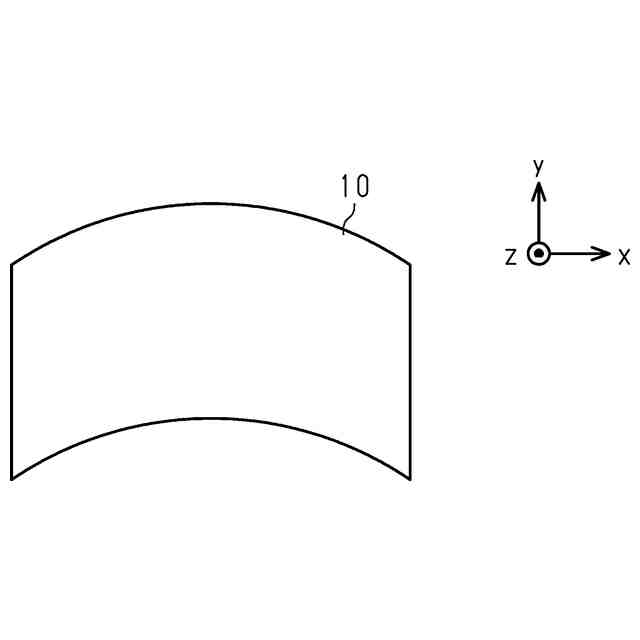
前記加工対象部材は、前記成形型の前記面よりも広い面積を有したシート状の部材であり、
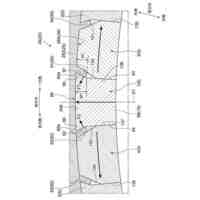
前記ブラダは、剛体である箱部の開口部が伸縮可能なシート状の部材によって覆われており、
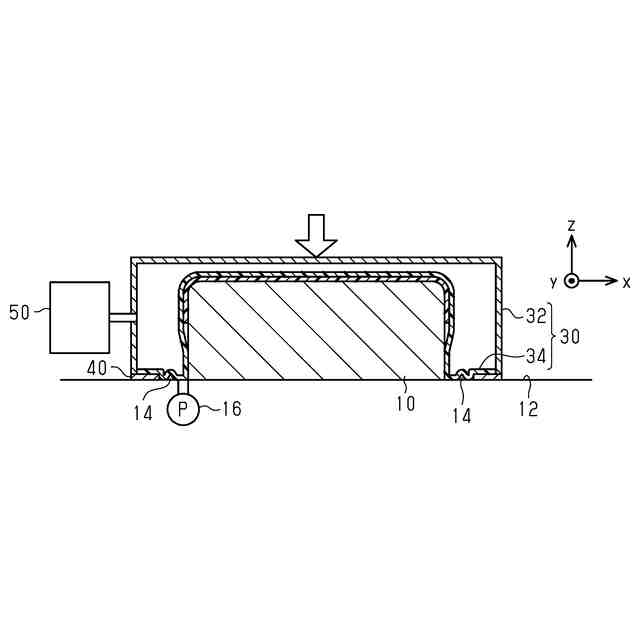
前記供給工程および前記変位工程において、前記ブラダが膨張する領域が前記ブラダの変位に伴って前記ブラダが前記加工対象部材に接触する領域の外にはみ出すことを抑制する規制部材を利用する成形品の製造方法。
続きを表示(約 1,300 文字)
【請求項2】
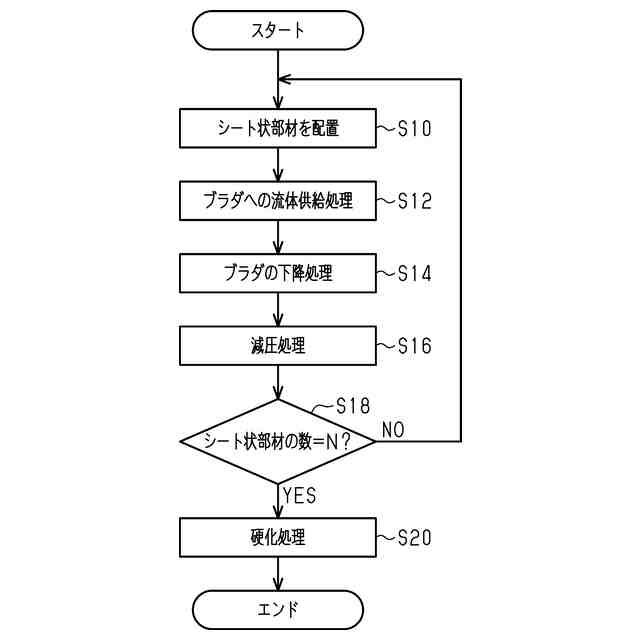
前記配置工程は、成形型上に加工対象部材を配置する工程であり、
前記供給工程は、前記加工対象部材の上方においてブラダに流体を供給する工程であり、
前記変位工程は、前記ブラダを下降させる下降工程であり、
前記加工対象部材は、前記成形型の上面よりも広い面積を有したシート状の部材であり、
前記供給工程および前記下降工程において、前記ブラダが膨張する領域が前記ブラダの下降に伴って前記ブラダが前記加工対象部材に接触する領域の外にはみ出すことを抑制する規制部材を利用する請求項1記載の成形品の製造方法。
【請求項3】
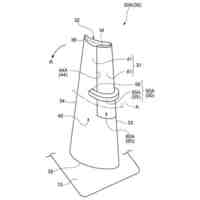
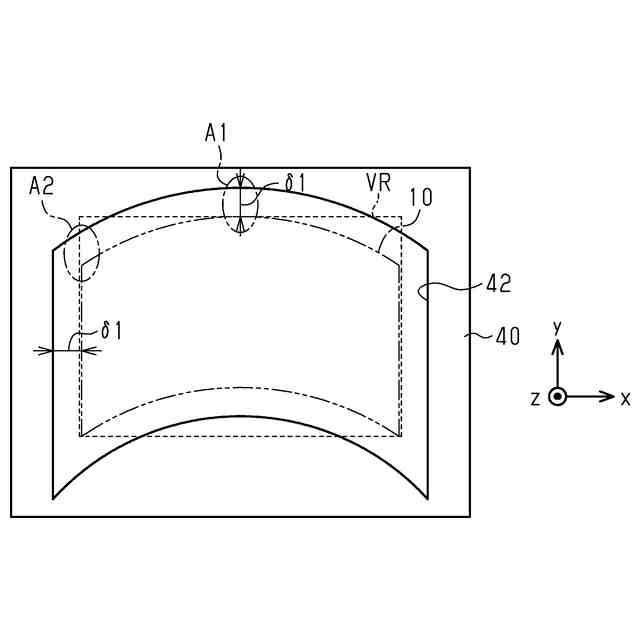
前記規制部材の開口部の縁部から前記開口部の内部へと進む方向を正とする前記開口部の縁部から仮想長方形の輪郭へと進む方向の長さは、前記仮想長方形と前記成形型の外周との距離が大きい箇所の方が前記仮想長方形と前記成形型の外周との距離が小さい箇所よりも小さく、
前記仮想長方形は、前記成形型の外周が内接する長方形である請求項1記載の成形品の製造方法。
【請求項4】
前記規制部材の開口部の縁部と、前記成形型の外周とが相似形状を有する請求項3記載の成形品の製造方法。
【請求項5】
前記規制部材は、前記規制部材の開口部を拡大させることが可能に構成され、
前記規制部材の開口部を拡大させる拡大工程を有し、
前記変位工程は、第1変位工程および第2変位工程を有し、
前記拡大工程を前記第1変位工程と前記第2変位工程との間に実行する請求項1記載の成形品の製造方法。
【請求項6】
前記供給工程は、第1供給工程と第2供給工程とを有し、
前記第1供給工程を、前記第1変位工程に先立って実行し、
前記第2供給工程を、前記拡大工程と前記第2変位工程との間に実行する請求項5記載の成形品の製造方法。
【請求項7】
前記規制部材は、第1規制部材および第2規制部材を含み、
前記第1規制部材の開口部は、前記第2規制部材の開口部よりも小さく、
前記拡大工程は、前記第1規制部材および前記第2規制部材によって前記ブラダのシート状の部材が前記加工対象部材に接触する領域の外にはみ出すことを抑制した後に、前記第1規制部材を取り除く工程である請求項5記載の成形品の製造方法。
【請求項8】
前記配置工程を、前記成形型の周囲に、前記加工対象部材の周辺部分を支持するための部材であって変位可能部材が配置された状態で実行し、
前記変位可能部材は、前記ブラダの変位方向の長さを縮小させることが可能な部材である請求項1記載の成形品の製造方法。
【請求項9】
前記変位工程に伴って形成される空間であって且つ、前記成形型が支持される面と前記ブラダとによって区画される空間内を減圧する工程を有する請求項1記載の成形品の製造方法。
【請求項10】
請求項1記載の成形品の製造方法における前記ブラダと、
前記成形型と、
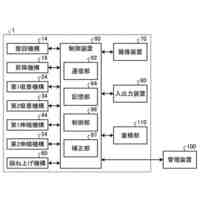
前記供給工程および前記変位工程を制御する制御装置と、を備える成形品の製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、成形品の製造方法、および成形品の製造装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
たとえば下記特許文献1には、形成マンドレル上に配置された複合材料の上部からブラダを押し付けることによって、複合材料を成形する技術が記載されている。
【先行技術文献】
【特許文献】
【0003】
特許第6892230号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ブラダを使用した成形処理では、成形品の品質を安定させるうえでブラダをいかに制御するかが難しい。
【課題を解決するための手段】
【0005】
以下、上記課題を解決するための手段およびその作用効果について記載する。
1.成形型の面に加工対象部材を接触させて配置する配置工程と、前記加工対象部材のうち前記成形型とは逆側においてブラダに流体を供給する供給工程と、前記ブラダを加工対象部材に向かって変位させる変位工程と、を有し、前記加工対象部材は、前記成形型の前記面よりも広い面積を有したシート状の部材であり、前記ブラダは、剛体である箱部の開口部が伸縮可能なシート状の部材によって覆われており、前記供給工程および前記変位工程において、前記ブラダが膨張する領域が前記ブラダの変位に伴って前記ブラダが前記加工対象部材に接触する領域の外にはみ出すことを抑制する規制部材を利用する成形品の製造方法。
上記方法では、変位行程および供給工程において規制部材が用いられる。そのため、ブラダが膨張する領域のばらつきと、ブラダによって加工対象部材に圧力が加えられる領域のばらつきと、ブラダによって加工対象部材に加えられる圧力のばらつきと、を抑制できる。そのため、加工対象部材の成形品質のばらつきを抑制できる。
2.前記配置工程は、成形型上に加工対象部材を配置する工程であり、前記供給工程は、前記加工対象部材の上方においてブラダに流体を供給する工程であり、前記変位工程は、前記ブラダを下降させる下降工程であり、前記加工対象部材は、前記成形型の上面よりも広い面積を有したシート状の部材であり、前記供給工程および前記下降工程において、前記ブラダが膨張する領域が前記ブラダの下降に伴って前記ブラダが前記加工対象部材に接触する領域の外にはみ出すことを抑制する規制部材を利用する上記1記載の成形品の製造方法である。
【0006】
上記方法では、下降行程および供給工程において規制部材が用いられる。そのため、ブラダが膨張する領域のばらつきと、ブラダによって加工対象部材に圧力が加えられる領域のばらつきと、ブラダによって加工対象部材に加えられる圧力のばらつきと、を抑制できる。そのため、加工対象部材の成形品質のばらつきを抑制できる。
【0007】
3.前記規制部材の開口部の縁部から前記開口部の内部へと進む方向を正とする前記開口部の縁部から仮想長方形の輪郭へと進む方向の長さは、前記仮想長方形と前記成形型の外周との距離が大きい箇所の方が前記仮想長方形と前記成形型の外周との距離が小さい箇所よりも小さく、前記仮想長方形は、前記成形型の外周が内接する長方形である上記1または2記載の成形品の製造方法である。
【0008】
上記方法では、開口部の縁部の形状を成形型の外周形状に応じて定める。そのため、開口部の縁部と成形型との距離が場所によってばらつくことを抑制できる。
4.前記規制部材の開口部の縁部と、前記成形型の外周とが相似形状を有する上記1~3のいずれか1つに記載の成形品の製造方法である。
【0009】
上記構成によれば、枠部材の開口部の縁部と成形型の外周とが相似形状を有することから、開口部の縁部と成形型との距離のばらつきを極力抑制できる。
5.前記規制部材は、前記規制部材の開口部を拡大させることが可能に構成され、前記規制部材の開口部を拡大させる拡大工程を有し、前記変位工程は、第1変位工程および第2変位工程を有し、前記拡大工程を前記第1変位工程と前記第2変位工程との間に実行する上記2~4に記載の成形品の製造方法。
【0010】
上記方法では、拡大工程を有することから、拡大工程の前においてブラダによって加工対象部材に圧力を印加する領域を高精度に定めることができる。また、拡大工程の後には、ブラダと規制部材との干渉を抑制できることから、ブラダを容易に変位させることができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
三菱重工業株式会社
栽培ハウス
10日前
三菱重工業株式会社
クロー圧縮機
14日前
三菱重工業株式会社
クロー圧縮機
14日前
三菱重工業株式会社
電力変換装置
10日前
三菱重工業株式会社
蒸気タービン
17日前
三菱重工業株式会社
蓄電池システム
3日前
三菱重工業株式会社
把持装置および方法
3日前
三菱重工業株式会社
把持装置および方法
3日前
三菱重工業株式会社
バッテリ交換システム
今日
三菱重工業株式会社
バッテリ交換システム
今日
三菱重工業株式会社
炭化水素の直接分解方法
18日前
三菱重工業株式会社
クロー圧縮機及びその組立方法
14日前
三菱重工業株式会社
クロー圧縮機及びその組立方法
14日前
三菱重工業株式会社
液浸冷却装置及びその制御方法
3日前
三菱重工業株式会社
ボイラプラント及びその運転方法
10日前
三菱重工業株式会社
把持装置及び把持装置の制御方法
3日前
三菱重工業株式会社
把持装置及び把持装置の制御方法
18日前
三菱重工業株式会社
把持装置、制御方法及びプログラム
3日前
三菱重工業株式会社
電力制御システムおよび電力制御方法
3日前
三菱重工業株式会社
化学種分離装置、及び化学種分離方法
17日前
三菱重工業株式会社
ポータブルサーバシステム、及び移動体
今日
三菱重工業株式会社
ノズル機構およびノズル機構の補修方法
14日前
三菱重工業株式会社
コンテナ型データセンタ及びその制御方法
3日前
三菱重工業株式会社
調節機構及び発電プラント並びに調整方法
4日前
三菱重工業株式会社
衝突回避装置、衝突回避方法、およびプログラム
24日前
三菱重工業株式会社
文書処理装置及び文書処理方法並びにプログラム
10日前
三菱重工業株式会社
制御装置、発電設備、制御方法、及び制御プログラム
4日前
三菱重工業株式会社
ガスタービン制御装置、及び、ガスタービン制御方法
14日前
三菱重工業株式会社
粉体材料敷設装置、粉体材料敷設方法およびプログラム
17日前
三菱重工業株式会社
ボイラ
10日前
三菱重工業株式会社
燃焼装置、点火部取り外し方法および点火部取り付け方法
11日前
三菱重工業株式会社
熱交換器および高温ガス炉システム、熱交換器の製造方法
17日前
三菱重工業株式会社
軟化組織検出方法、余寿命推定方法及び検査対象選定方法
10日前
三菱重工業株式会社
蒸気タービン動翼、および、蒸気タービン動翼の改造方法
14日前
三菱重工業株式会社
ステータ、磁気ギヤ電気機械、および、ステータの組立方法
24日前
三菱重工業株式会社
ステータ、磁気ギヤ電気機械、および、ステータの組立方法
24日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ