TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025008965
公報種別
公開特許公報(A)
公開日
2025-01-20
出願番号
2023111633
出願日
2023-07-06
発明の名称
超音波検査方法および装置並びにプログラム
出願人
三菱重工業株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
G01N
29/26 20060101AFI20250109BHJP(測定;試験)
要約
【課題】超音波検査方法および装置並びにプログラムにおいて、検査対象物の内面にある亀裂などの欠陥の有無を判断可能とする。
【解決手段】探触子から検査対象物に送信する超音波信号の集束点を検査対象物の内面に対して板厚方向にずれた位置に調整するステップと、探触子から検査対象物に向けて超音波信号を送信すると共に超音波信号の送信方向を予め設定された所定の角度範囲で揺動させるステップと、角度範囲における規定角度ごとに検査対象物から反射した超音波信号の2次クリーピング波を探触子で受信して取得するステップと、角度範囲における規定角度ごとに検査対象物から反射した超音波信号のモード変換波を探触子信して取得するステップと、2次クリーピング波およびモード変換波に基づいて検査対象物の内面の欠陥の有無を判断するステップと、を有する。
【選択図】図3
特許請求の範囲
【請求項1】
探触子から検査対象物に送信する超音波信号の集束点を前記検査対象物の内面に対して板厚方向にずれた位置に調整するステップと、
前記探触子から前記検査対象物に向けて超音波信号を送信すると共に超音波信号の送信方向を予め設定された所定の角度範囲で揺動させるステップと、
前記角度範囲における規定角度ごとに前記検査対象物から反射した超音波信号の2次クリーピング波を前記探触子で受信して取得するステップと、
前記角度範囲における規定角度ごとに前記検査対象物から反射した超音波信号のモード変換波を前記探触子で受信して取得するステップと、
前記2次クリーピング波および前記モード変換波に基づいて前記検査対象物の内面の欠陥の有無を判断するステップと、
を有する超音波検査方法。
続きを表示(約 1,300 文字)
【請求項2】
超音波信号の送信方向を前記角度範囲で揺動させるとき、前記検査対象物の表面と前記超音波信号の集束点との距離が変動しないように調整する、
請求項1に記載の超音波検査方法。
【請求項3】
前記集束点は、前記検査対象物の内面に対して、板厚方向に向けて板厚の20%以下の範囲でずれる、
請求項1または請求項2に記載の超音波検査方法。
【請求項4】
前記角度範囲における規定角度ごとに、前記集束点が前記検査対象物の内面に位置するときの前記2次クリーピング波および前記モード変換波を取得すると共に、前記集束点が前記検査対象物の内面に対して板厚方向にずれて位置するときの前記2次クリーピング波および前記モード変換波を取得する、
請求項1に記載の超音波検査方法。
【請求項5】
前記集束点が前記検査対象物の内面に位置するときの前記2次クリーピング波および前記モード変換波に基づいて表示された画像と、前記集束点が前記検査対象物の内面に対して板厚方向にずれて位置するときの前記2次クリーピング波および前記モード変換波に基づいて表示された画像とを表示する、
請求項4に記載の超音波検査方法。
【請求項6】
超音波信号を検査対象物に送信して前記検査対象物から反射した超音波信号を受信する探触子と、
前記探触子を用いて取得したデータに基づいて処理を行う演算処理部とを備え、
前記演算処理部は、
前記探触子から前記検査対象物に送信する超音波信号の集束点を前記検査対象物の内面に対して板厚方向にずれた位置に調整し、
前記探触子から前記検査対象物に向けて超音波信号を送信すると共に超音波信号の送信方向を予め設定された所定の角度範囲で揺動させ、
前記角度範囲における規定角度ごとに前記検査対象物から反射した超音波信号の2次クリーピング波を前記探触子で受信して収集し、
前記角度範囲における規定角度ごとに前記検査対象物から反射した超音波信号のモード変換波を前記探触子で受信して取得し、
前記2次クリーピング波および前記モード変換波について前記検査対象物の内面の欠陥の有無を判断する、
超音波検査装置。
【請求項7】
探触子から検査対象物に送信する超音波信号の集束点を前記検査対象物の内面に対して板厚方向にずれた位置に調整するステップと、
前記探触子から前記検査対象物に向けて超音波信号を送信すると共に超音波信号の送信方向を予め設定された所定の角度範囲で揺動させるステップと、
前記角度範囲における規定角度ごとに前記検査対象物から反射した超音波信号の2次クリーピング波を前記探触子で受信して収集するステップと、
前記角度範囲における規定角度ごとに前記検査対象物から反射した超音波信号のモード変換波を前記探触子で受信して取得するステップと、
前記2次クリーピング波および前記モード変換波について前記検査対象物の内面の欠陥の有無を判断するステップと、
をコンピュータに実行させるプログラム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、超音波検査方法および装置並びにプログラムに関するものである。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
超音波検査方法は、超音波信号により検査対象物を走査し、検査対象物の内面欠陥を探傷するものである。この場合、2次クリーピング波法を用いて検査対象物の内面欠陥を探傷することが一般的である。また、2次クリーピング波法にモード変換波法を併用することも考えられている。このような超音波検査方法としては、例えば、特許文献1に記載された技術がある。
【先行技術文献】
【特許文献】
【0003】
特開2008-8844号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
2次クリーピング波法やモード変換波法は、一般に、欠陥の深さが検査対象物の厚さの20%以上あるときに有効であり、小さな亀裂を検出することが困難である。また、モード変換波法は、検査対象物の内面にある亀裂などの欠陥だけでなく、検査対象物の裏面にある形状変化部なども検出するため、亀裂などの欠陥の有無を判断することが困難である。
【0005】
本開示は、上述した課題を解決するものであり、検査対象物の内面にある亀裂などの欠陥の有無を判断することを可能とする超音波検査方法および装置並びにプログラムを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記の目的を達成するための本開示の超音波検査方法は、探触子から検査対象物に送信する超音波信号の集束点を前記検査対象物の内面に対して板厚方向にずれた位置に調整するステップと、前記探触子から前記検査対象物に向けて超音波信号を送信すると共に超音波信号の送信方向を予め設定された所定の角度範囲で揺動させるステップと、前記角度範囲における規定角度ごとに前記検査対象物から反射した超音波信号の2次クリーピング波を前記探触子で受信して取得するステップと、前記角度範囲における規定角度ごとに前記検査対象物から反射した超音波信号のモード変換波を前記探触子で受信して取得するステップと、前記2次クリーピング波および前記モード変換波に基づいて前記検査対象物の内面の欠陥の有無を判断するステップと、を有する。
【0007】
また、本開示の超音波検査装置は、超音波信号を検査対象物に送信して前記検査対象物から反射した超音波信号を受信する探触子と、前記探触子を用いて前記検査対象物を超音波信号でスキャンしたデータを取得し、取得した超音波信号のデータを処理して合成する演算処理部とを備え、前記演算処理部は、前記探触子から前記検査対象物に送信する超音波信号の集束点を前記検査対象物の内面に対して板厚方向にずれた位置に調整し、前記探触子から前記検査対象物に向けて超音波信号を送信すると共に超音波信号の送信方向を予め設定された所定の角度範囲で揺動させ、前記角度範囲における規定角度ごとに前記検査対象物から反射した超音波信号の2次クリーピング波を前記探触子で受信して収集し、前記角度範囲における規定角度ごとに前記検査対象物から反射した超音波信号のモード変換波を前記探触子で受信して取得し、前記2次クリーピング波および前記モード変換波について前記検査対象物の内面の欠陥の有無を判断する。
【0008】
また、本開示のプログラムは、探触子から検査対象物に送信する超音波信号の集束点を前記検査対象物の内面に対して板厚方向にずれた位置に調整するステップと、前記探触子から前記検査対象物に向けて超音波信号を送信すると共に超音波信号の送信方向を予め設定された所定の角度範囲で揺動させるステップと、前記角度範囲における規定角度ごとに前記検査対象物から反射した超音波信号の2次クリーピング波を前記探触子で受信して収集するステップと、前記角度範囲における規定角度ごとに前記検査対象物から反射した超音波信号のモード変換波を前記探触子で受信して取得するステップと、前記2次クリーピング波および前記モード変換波について前記検査対象物の内面の欠陥の有無を判断するステップと、をコンピュータに実行させる。
【発明の効果】
【0009】
本開示の超音波検査方法および装置並びにプログラムによれば、検査対象物の内面にある亀裂などの欠陥の有無を判断することができる。
【図面の簡単な説明】
【0010】
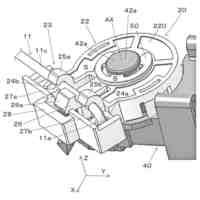
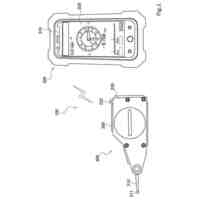
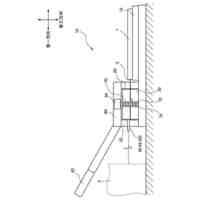
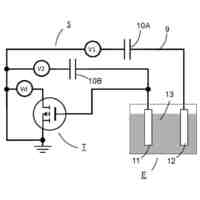
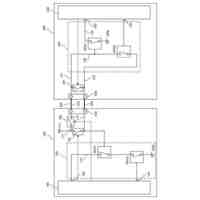
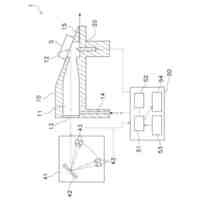
図1は、本実施形態の超音波検査装置の概略構成を表すブロック図である。
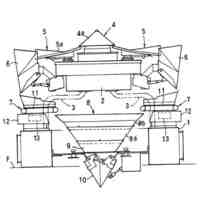
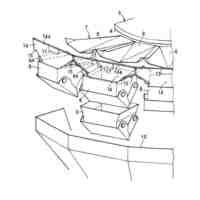
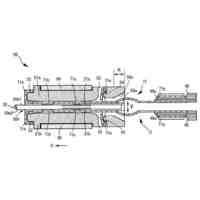
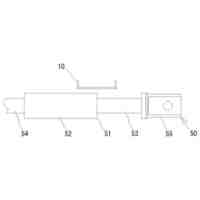
図2は、2次クリーピング波およびモード変換波による探傷検査方法を表す説明図である。
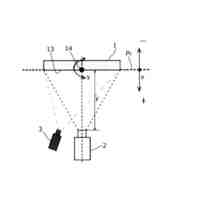
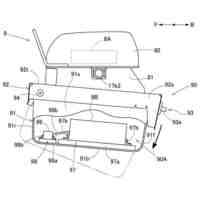
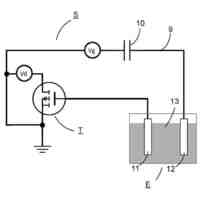
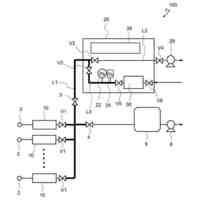
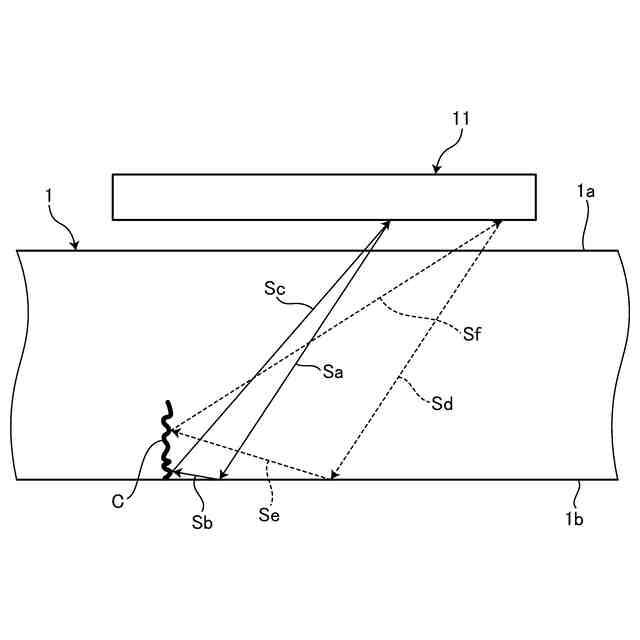
図3は、本実施形態の超音波検査方法を説明するための概略図である。
図4は、従来と本実施形態の超音波検査結果を表す比較図である。
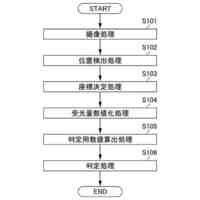
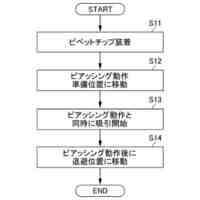
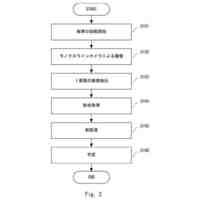
図5は、本実施形態の超音波検査方法を表すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
計器装置
13日前
株式会社東光高岳
計器
9日前
日本精機株式会社
液面検出装置
15日前
株式会社ミツトヨ
測定器
6日前
大和製衡株式会社
組合せ秤
21日前
大和製衡株式会社
組合せ秤
15日前
大和製衡株式会社
組合せ秤
15日前
大同特殊鋼株式会社
疵検出方法
6日前
個人
フロートレス液面センサー
28日前
日本特殊陶業株式会社
ガスセンサ
16日前
日本特殊陶業株式会社
ガスセンサ
16日前
ダイハツ工業株式会社
試験用治具
21日前
キヤノン株式会社
放射線撮像装置
1か月前
エグゼヴィータ株式会社
端末装置
7日前
日本特殊陶業株式会社
ガスセンサ
27日前
日本特殊陶業株式会社
ガスセンサ
7日前
日本特殊陶業株式会社
ガスセンサ
7日前
株式会社クボタ
作業車
20日前
大同特殊鋼株式会社
座標系較正方法
1か月前
タカノ株式会社
試料分析装置
6日前
柳井電機工業株式会社
部材検査装置
7日前
タカノ株式会社
試料分析装置
6日前
富士電機株式会社
エンコーダ
8日前
富士電機株式会社
エンコーダ
8日前
バイオテック株式会社
容器設置装置
7日前
旭光電機株式会社
漏出検出装置
27日前
JNC株式会社
トランジスタ型センサ
6日前
トヨタ自動車株式会社
歯車の検査方法
16日前
JNC株式会社
トランジスタ型センサ
6日前
TDK株式会社
計測装置
14日前
大同特殊鋼株式会社
ラベル色特定方法
1か月前
株式会社ノーリツ
通信システム
13日前
新電元メカトロニクス株式会社
位置検出装置
13日前
株式会社フジキン
流量測定装置
22日前
住友化学株式会社
積層基板
27日前
株式会社島津製作所
発光分析装置
13日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ