TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024175670
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2024089024
出願日
2024-05-31
発明の名称
ロータ紡績機又はエアジェット紡績機の紡績装置の紡績ユニットにおける漏れ及び/又は詰まりを検出するための方法
出願人
ザウラー スピニング ソリューションズ ゲー・エム・ベー・ハー ウント コー. カー・ゲー
,
Saurer Spinning Solutions GmbH & Co. KG
代理人
アインゼル・フェリックス=ラインハルト
,
個人
,
個人
,
個人
,
個人
,
弁理士法人NIP&SBPJ国際特許事務所
主分類
D01H
13/16 20060101AFI20241211BHJP(天然または人造の糸または繊維;紡績)
要約
【課題】本発明は、ロータ紡績機又はエアジェット紡績機の紡績装置の紡績ユニットにおける漏れ及び/又は詰まりを検出するための方法と、この方法を実施するためのロータ紡績機又はエアジェット紡績機を提供する。
【解決手段】紡績ユニットへの圧縮空気流の供給を解放するために、圧縮空気弁が、特に制御可能な方式で「開」状態に設定される検査モードに紡績機を設定するステップと、圧縮空気源がオフに切り替えられている場合に、圧縮空気流を供給するために圧縮空気源をオンに切り替えるステップと、圧縮空気弁を規定の順序で次々に閉じるステップと、測定された圧縮空気流量値が割り当てられた限界値又は限界値範囲を下回るか又は上回るかが分析される、識別するステップと、を含む。
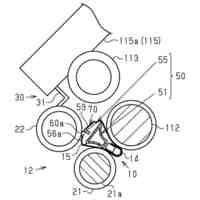
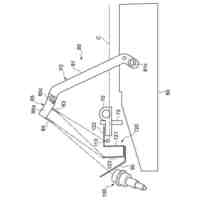
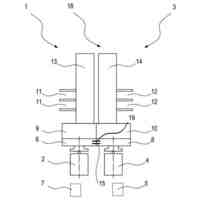
【選択図】図1
特許請求の範囲
【請求項1】
ロータ紡績機又はエアジェット紡績機(1)の紡績装置(3)の紡績ユニット(4)における漏れ及び/又は詰まりを検出するための方法(100)であって、
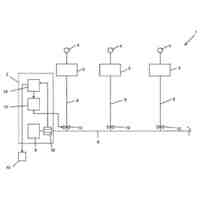
-前記紡績機(1)が、
-各々が紡績ユニット(4)を有する規定の数の紡績装置(3)を含む少なくとも1つのセクションと、
-少なくとも1つの圧縮空気源(6)と、
-前記紡績ユニット(4)のうちの少なくとも1つの紡績ユニット(4)に各々が連結された圧縮空気供給ライン(8)であって、前記少なくとも1つの圧縮空気源(6)の圧縮空気流が、前記圧縮空気供給ライン(8)を介して、前記圧縮空気供給ライン(8)に割り当てられた前記少なくとも1つの紡績ユニット(4)に供給可能である、圧縮空気供給ライン(8)と、
-少なくとも1つの紡績ユニット(4)に割り当てられた切り替え可能な、特に制御可能な圧縮空気弁(12)であって、前記圧縮空気弁(12)が、圧力体積流にかかわらず少なくとも圧力を一定に保つように、特に供給される圧縮空気流を制御するように設計されている、圧縮空気弁(12)と、
-前記圧縮空気供給ライン(8)内の前記圧縮空気流量を測定するための少なくとも1つの圧縮空気流量計(10)と、を備え、
-前記紡績機(1)が、
-前記少なくとも1つの圧縮空気源(6)及びそれぞれの前記圧縮空気弁(12)を制御及び/又は調整するために、前記少なくとも1つの圧縮空気源(6)及び前記圧縮空気弁(12)に結合された制御及び調整ユニット(14)と、
-前記圧縮空気流量計(10)からの測定データを評価するために、前記圧縮空気流量計(10)にデータ伝送方式で接続された評価装置(13)と、を備えるか、又は結合されており、
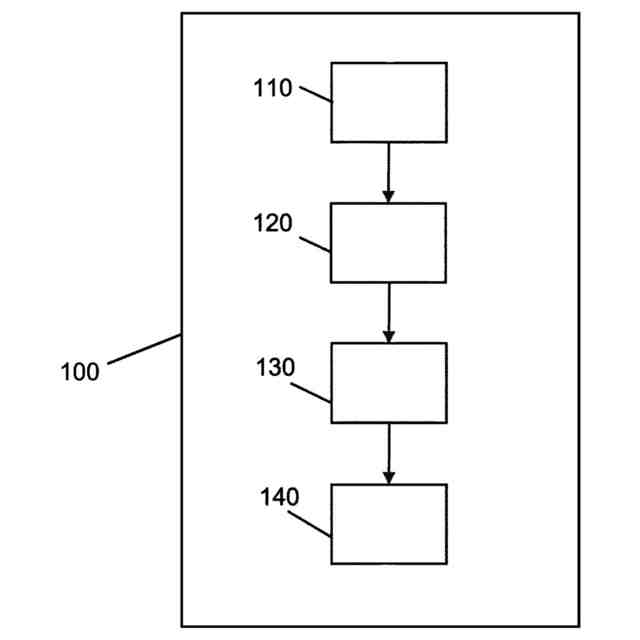
-前記方法(100)が、
-前記紡績ユニット(4)への圧縮空気流の供給を解放するために、前記圧縮空気弁(12)が、特に制御可能な方式で「開」状態に設定されている検査モードに前記紡績機(1)を設定するステップ(110)と、
-前記少なくとも1つの圧縮空気源(6)がオフに切り替えられている場合に、圧縮空気流を供給するために前記圧縮空気源(6)をオンに切り替えるステップ(120)と、
-前記圧縮空気弁(12)を規定の順序で次々に閉じるステップ(130)であって、圧縮空気弁(12)が閉じられる毎に、支配的な圧縮空気流量値が測定され、測定結果が前記評価装置(13)に送信され、前記圧縮空気弁(12)に割り当てられた前記少なくとも1つの紡績ユニット(4)に割り当てられ、前記評価装置(13)又は前記評価装置(13)に接続されたメモリユニットに記憶された特定の限界値又は限界値範囲と比較される、閉じるステップ(130)と、
-前記評価装置(13)によって、前記割り当てられた圧縮空気流量値が前記限界値又は限界値範囲から逸脱している前記紡績ユニット(4)を識別するステップ(140)であって、前記測定された圧縮空気流量値が前記割り当てられた限界値又は限界値範囲を下回るか又は上回るかが分析される、識別するステップ(140)と、を含む、方法(100)。
続きを表示(約 2,100 文字)
【請求項2】
前記制御及び調整ユニット(14)が、前記評価装置(13)にデータ伝送方式で接続されていることを特徴とする、請求項1に記載の方法(100)。
【請求項3】
前記分析が前記限界値又は限界値範囲からの前記圧縮空気流量値の許容できない偏差を示す場合に、前記評価装置(13)によって警報信号が発せられることを特徴とする、請求項1に記載の方法(100)。
【請求項4】
前記警報信号が、前記許容できない偏差のタイプに関する情報と、前記許容できない偏差に関連する前記紡績装置(3)、紡績ユニット(4)、及び/又は圧縮空気供給ライン(8)に関する情報と、を含むことを特徴とする、請求項3に記載の方法(100)。
【請求項5】
各ケースで少なくとも1つの紡績ユニット(4)に割り当てられた切り替え可能な、特に制御可能な圧縮空気弁(12)が、関連する紡績装置(3)における圧縮空気流量値の偏差が許容できないと分析された場合に、閉位置に移動されることを特徴とする、請求項1~4の一項以上に記載の方法(100)。
【請求項6】
前記紡績機(1)がエアジェット紡績機であり、前記紡績ユニット(4)がエアジェットスピナレットによって形成され、前記エアジェットスピナレットにより、前記エアジェットスピナレットに供給される圧縮空気流を介して供給されたスライバから糸が形成され、前記圧縮空気流が前記エアジェットスピナレットの内部で渦気流を発生させることを特徴とする、請求項1~5の一項以上に記載の方法(100)。
【請求項7】
前記許容できない偏差に関する前記紡績装置(3)、紡績ユニット(4)、及び/又は圧縮空気供給ライン(8)が、表示ユニット(15)によって示されることを特徴とする、請求項1~6の一項以上に記載の方法(100)。
【請求項8】
前記割り当てられた限界値又は限界値範囲からの前記偏差の程度が、特に表示ユニット(15)によって識別され、示されることを特徴とする、請求項1~7の一項以上に記載の方法(100)。
【請求項9】
ロータ紡績機又はエアジェット紡績機(1)であって、
-各々が紡績ユニット(4)を有する規定の数の紡績装置(3)を含む少なくとも1つのセクションと、
-少なくとも1つの圧縮空気源(6)と、
-前記紡績ユニット(4)のうちの少なくとも1つの紡績ユニット(4)に各々が連結された圧縮空気供給ライン(8)であって、前記少なくとも1つの圧縮空気源(6)の圧縮空気流が、前記圧縮空気供給ライン(8)を介して、前記圧縮空気供給ライン(8)に割り当てられた前記少なくとも1つの紡績ユニット(4)に供給可能である、圧縮空気供給ライン(8)と、
-少なくとも1つの紡績ユニット(4)に割り当てられた切り替え可能な、特に制御可能な圧縮空気弁(12)であって、前記圧縮空気弁(12)が、圧力体積流にかかわらず少なくとも圧力を一定に保つように、特に供給される圧縮空気流を制御するように設計されている、圧縮空気弁(12)と、
-前記圧縮空気供給ライン(8)内の前記圧縮空気流量を測定するための少なくとも1つの圧縮空気流量計(10)と、
を備え、
請求項1~8のいずれか一項に記載の方法(100)を実行するための前記紡績機(1)が、
-前記少なくとも1つの圧縮空気源(6)及びそれぞれの前記圧縮空気弁(12)を制御及び/又は調整するために、前記少なくとも1つの圧縮空気源(6)及び前記圧縮空気弁(12)に結合された制御及び調整ユニット(14)と、
-前記圧縮空気流量計(10)からの測定データを評価するために、前記圧縮空気流量計(10)にデータ伝送方式で接続された評価装置(13)と、を備えるか、又は結合されており、
前記評価装置(13)が、
-前記圧縮空気弁(12)が規定の順序で次々に閉じられるとき、圧縮空気弁(12)が閉じられるたびに測定された前記圧縮空気流量値を、前記評価装置(13)又は前記評価装置(13)に接続されたメモリユニットに記憶された特定の限界値又は限界値範囲と比較することと、
-前記割り当てられた圧縮空気流量値が前記限界値又は限界値範囲から逸脱している前記紡績ユニット(4)を識別することであって、前記測定された圧縮空気流量値が前記割り当てられた限界値又は限界値範囲を下回るか又は上回るかが分析される、識別することと、
をするように設定されていることを特徴とする、ロータ紡績機又はエアジェット紡績機(1)。
【請求項10】
前記圧縮空気弁(12)が圧縮空気流分岐ダクト(9)内に配置されており、前記圧縮空気流分岐ダクト(9)を介して、前記割り当てられた紡績ユニット(4)が、前記圧縮空気流を案内するように前記圧縮空気供給ライン(8)に接続されていることを特徴とする、請求項9に記載のロータ紡績機又はエアジェット紡績機(1)。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、ロータ紡績機又はエアジェット紡績機の紡績装置の紡績ユニットにおける漏れ及び/又は詰まりを検出するための方法と、この方法を実施するためのロータ紡績機又はエアジェット紡績機とに関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
ロータ紡績機又はエアジェット紡績機は、各々が紡績ユニットを有する規定の数の紡績装置を備えた少なくとも1つのセクションを含むことが知られており、紡績ユニットは、それぞれの紡績装置に供給されたスライバを紡績プロセスの過程で糸に処理するために空気流を必要とする。空気流は、通常、空気流を生成する少なくとも1つの圧縮空気源によって生成される。紡績機のタイプに応じて、圧縮空気源は、例えば紡績負圧を生成するために特にロータ紡績機と共に使用される吸引空気システム、又は、圧縮空気を生成し、特にエアジェット紡績機と共に使用されて紡績圧力を生成するソースであり得る。
【0003】
したがって、ロータ紡績機の紡績ロータは、紡績ユニットとみなすことができ、そのロータカップには、通常の紡績動作中だけでなく、初期紡績プロセス中にも吸引空気が供給される。エアジェット紡績機の場合、エアジェットスピナレットは紡績ユニットとみなすことができる。紡績ユニットは、一般的に、スライバの繊維から糸を、個々に又はスライバとして、空気圧で生成するように設計されている全ての装置である。
【0004】
個々の紡績装置の紡績ユニットに供給するために、これらの紡績ユニットの各々は圧縮空気供給ラインに接続されており、それにより、少なくとも1つの圧縮空気源からの圧縮空気を、圧縮空気供給ラインを介して、割り当てられた紡績ユニットに供給できるようになっている。それぞれの紡績装置に供給される圧縮空気流は、各紡績ユニットに割り当てられた切り替え可能な、特に制御可能な圧縮空気弁を介して調整することができる。圧縮空気供給ライン内の圧縮空気流量を測定するための、質量流量トランスミッタ又は体積流量トランスミッタなどの少なくとも1つの圧縮空気流量計が、圧縮空気流を監視するために使用される。
【0005】
ロータ紡績機又はエアジェット紡績機によって製造される糸の品質のためには、圧縮空気流、特に付随する圧力、負圧、又は体積流が、紡績ユニットによるスライバ又はスライバの個々の繊維の適切な処理のために規定された範囲内にあることが必要である。また、可能であれば、対応する要求の直後に圧縮空気流が提供される場合、機械の生産性を最大化する。この理由は、そうでなければ、紡績ユニットは非生産的な待機時間を費やさなければならないためである。他方では、圧縮空気流を発生する圧縮空気源を最大所要圧縮空気流需要に合わせて寸法決めすることは、そのコストを不利に増大させる。
【0006】
同様に、圧縮空気流を現在必要とされる圧縮空気流より上に維持することは、エネルギー消費を増加させる。これは、例えば、圧縮空気流路内に例えば漏れによる損失がある場合に必要となり得る。製造された糸の品質の更なる損失は、紡績ユニットの空気ノズルの詰まりに起因する可能性があり、これはまた、糸製造プロセスの完全な中断につながる可能性がある。
【0007】
従来技術から、紡績装置の個々の紡績ユニットにおける漏れ及び/又は詰まりを識別するために、個々の紡績装置におけるそれぞれの圧縮空気体積流を判定することが知られている。しかしながら、この方法はかなり不正確であるため、本発明の目的は、ロータ紡績機又はエアジェット紡績機の紡績装置の紡績ユニットにおける漏れ及び/又は詰まりを確実に検出するための方法と、この方法を実施するためのロータ紡績機又はエアジェット紡績機とを提供することである。
【発明の概要】
【0008】
本発明の目的のために、圧縮空気流は、負圧又は正圧によって生成される空気流を意味すると理解され、圧縮空気供給ラインの一部における空気流の方向は、圧力源又は負圧源の配置によって判定される。このように、負圧によって発生する空気流は、その配置によって、空気流方向において、圧力によって発生する空気流と異なる場合もあるし、同じ場合もあり得る。ロータ紡績機又はエアジェット紡績機は、各々が紡績ユニットを有する規定の数の紡績装置を備えた少なくとも1つのセクションを有している。圧縮空気流を伝える圧縮空気供給ラインに接続された少なくとも1つの圧縮空気源が、紡績装置に割り当てられている。個々の紡績装置に圧縮空気を供給するために、それらは、特に圧縮空気流分岐ダクトを介して圧縮空気供給ラインに接続され、圧縮空気供給ライン又は圧縮空気流分岐ダクトの各々は、紡績装置の個々の紡績ユニットに供給するために使用される。制御及び調整ユニットは、少なくとも1つの圧縮空気源と、紡績ユニットに割り当てられたそれぞれの切り替え可能な、特に制御可能な圧縮空気弁とを制御及び/又は調整して、割り当てられた紡績ユニットに供給される圧縮空気流を調整するために、紡績機に連結される。更に、圧縮空気供給ライン内の圧縮空気流量を測定するための少なくとも1つの圧縮空気流量計、例えば質量流量トランスミッタ又は体積流量トランスミッタからの測定値を評価するための評価装置が、紡績機に割り当てられ、評価装置は、圧縮空気流量計によって送信された測定データを評価する。圧縮空気流量計によって判定することができる圧縮空気流量値は、少なくとも圧縮空気供給ラインを通る圧縮空気体積流量又は圧縮空気供給ライン内の支配的な空気圧である。
【0009】
制御及び調整ユニット並びに評価装置は、本発明に係る方法を実行するために使用され、紡績装置は、紡績ユニットにおける漏れ及び/又は詰まりについて検査される。この目的のために、紡績機は、最初に、紡績ユニットへの圧縮空気流の供給を解放するために、圧縮空気弁が、特に制御可能な方式で「開」状態に設定される検査モードに設定される。次の方法ステップにおいて、少なくとも1つの圧縮空気源がスイッチオフ状態にある場合、圧縮空気源は次いで、圧縮空気流を供給するためにスイッチオンされる。圧縮空気弁は、その後、規定の順序で、特に制御可能な方式で次々に閉鎖され、圧縮空気弁が閉鎖されるたびに、支配的な圧縮空気流量値が測定され、測定結果が評価装置に送信され、それぞれの紡績ユニットに割り当てられ、評価装置又は評価装置に接続されたメモリユニットに記憶された特定の限界値範囲と比較される。前述の比較が実施された後に、評価装置は、次いで、割り当てられた圧縮空気流量値が限界値又は限界値範囲から逸脱している紡績ユニット(複数可)を識別する。ここで、識別は、測定された圧縮空気流量値が割り当てられた限界値又は限界値範囲を下回るか又は上回るかが分析されるように行われる。特に、許容できない偏差に関連する紡績装置、紡績ユニット、及び/又は圧縮空気供給ラインが、表示ユニットによって示される。これは、偏差が、以下でより詳細にかつ例として説明されるように、システム内で処理され得るだけでなく、オペレータのために視覚化され得ることを意味する。更に、割り当てられた限界値又は限界値範囲からの偏差の程度は、好ましくは評価装置によって識別することができ、特に表示ユニットによって示すことができる。
【0010】
本発明による方法は、紡績装置に割り当てられたそれぞれの圧縮空気弁が規定の順序で次々に閉鎖されるとき、圧縮空気弁が閉鎖される前後の圧縮空気流量値の比較の結果としての特異的な体積流量又は圧力差が、紡績ユニット内の漏れ及び/又は詰まりを識別するために測定値として使用されるという利点を有する。例えば、それぞれの紡績ユニットにおける個々の体積流よりも高い相対精度で全体の体積流を検出することができるので、漏れ及び/又は詰まりを特に確実な方式で検出することができる。この方法は、紡績装置が点検された後に、対応する圧縮空気弁が、特に制御可能な方式で再び開かれ、次の圧縮空気弁が次いで、特に制御可能な方式で、特定の規定の順序で閉じられるように実行され得る。更に、本発明による方法は、測定が実行された後に圧縮空気弁が閉位置に留まり、次の順番の圧縮空気弁が次いで、特に制御可能な方式で閉鎖されるように実行することもできる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
紡糸口金
9日前
日本エステル株式会社
分割型複合繊維
23日前
株式会社豊田自動織機
精紡機の繊維束集束装置
1か月前
TMTマシナリー株式会社
糸掛ロボット
3日前
株式会社豊田自動織機
精紡機の粗糸供給停止装置
1か月前
株式会社ファーマフーズ
繊維製品
9日前
村田機械株式会社
繊維機械システム
1か月前
村田機械株式会社
繊維機械システム
1か月前
国立研究開発法人農業・食品産業技術総合研究機構
精練方法
23日前
村田機械株式会社
糸道ガイド機構及び繊維機械
1か月前
村田機械株式会社
芯糸供給装置、空気紡績機、芯糸紡績方法及びパッケージ
9日前
旭化成株式会社
有機繊維、プリプレグ、金属張積層板、プリント配線板、及び電子機器
1か月前
三菱ケミカル株式会社
炭素繊維束の製造方法及びSMCの製造方法
1か月前
国立研究開発法人農業・食品産業技術総合研究機構
繰糸用繭の調製方法
25日前
ザ・ボーイング・カンパニー
多層ナノ粒子コーティング繊維材料の製造方法及び製造装置
24日前
ザウラー スピニング ソリューションズ ゲー・エム・ベー・ハー ウント コー. カー・ゲー
チューブマガジン
1か月前
ザウラー スピニング ソリューションズ ゲー・エム・ベー・ハー ウント コー. カー・ゲー
紡糸機械及び方法
1か月前
ザウラー スピニング ソリューションズ ゲー・エム・ベー・ハー ウント コー. カー・ゲー
ドラフト装置、紡糸ステーション、及び方法
1か月前
ザウラー スピニング ソリューションズ ゲー・エム・ベー・ハー ウント コー. カー・ゲー
ロータ紡績機又はエアジェット紡績機の紡績装置の紡績ユニットにおける漏れ及び/又は詰まりを検出するための方法
1か月前
KDDI株式会社
画像復号装置、画像復号方法及びプログラム
1日前
KDDI株式会社
画像復号装置、画像復号方法及びプログラム
1日前
他の特許を見る


 特許ウォッチ
特許ウォッチ