TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024157956
公報種別
公開特許公報(A)
公開日
2024-11-08
出願番号
2023072659
出願日
2023-04-26
発明の名称
成形体及び成形体の成形方法
出願人
東海化成工業株式会社
代理人
個人
,
個人
,
個人
主分類
B68G
7/05 20060101AFI20241031BHJP(馬具;詰め物,かわ張りされた物品)
要約
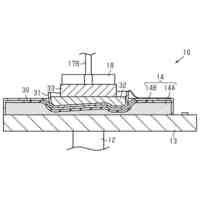
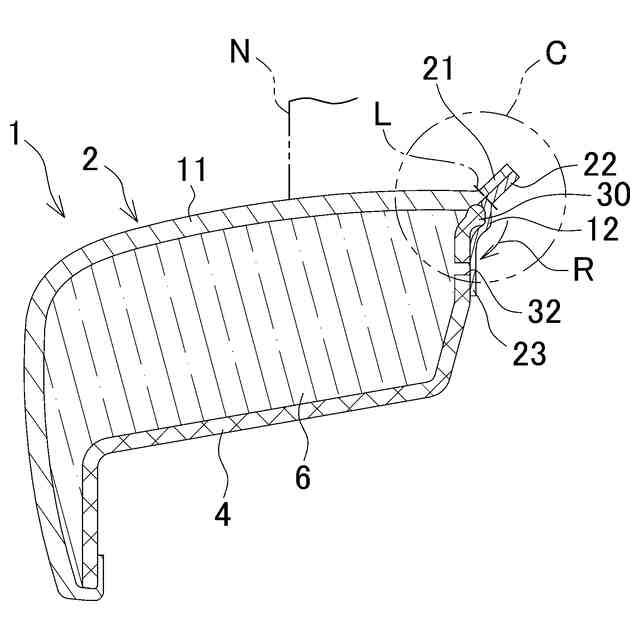
【課題】より低コストで品質が良好であり、表皮材の配置精度が良好であり、歩留まりが良好であり、発泡樹脂の漏出が抑制された成形体、及びその成形方法を提供する。
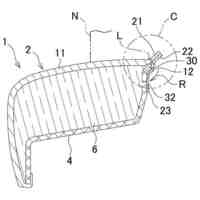
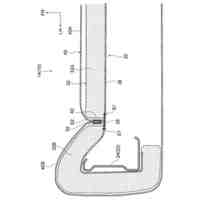
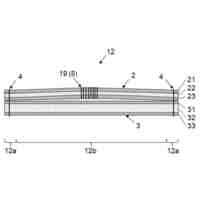
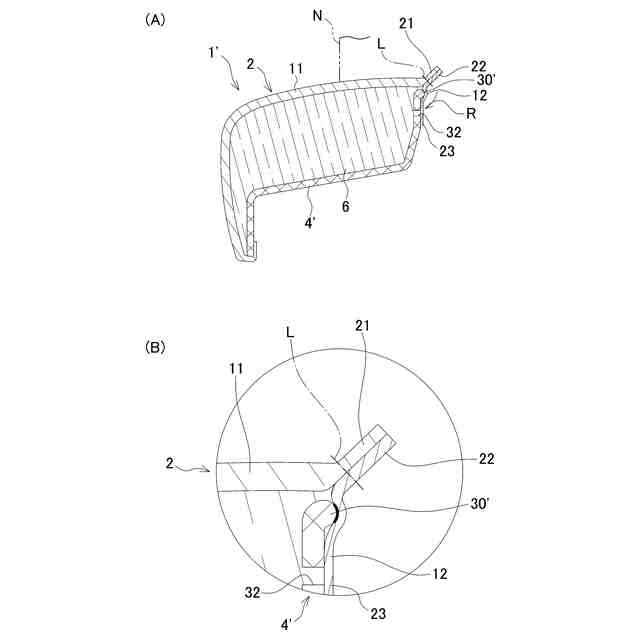
【解決手段】成形体1は、表皮材2と、基材4と、発泡体6と、を備えている。発泡体6は、表皮材2と基材4とで囲まれた部分に配置されている。表皮材2は、基材4の端部である縫製部隣接部30と接触している。又、表皮材2は、縫製線Lと、縫製線Lから外方に突出する第1縫い代21及び第2縫い代22を有している。
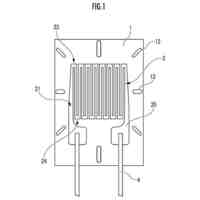
【選択図】図1
特許請求の範囲
【請求項1】
表皮材と、基材と、発泡体と、を備えており、
前記発泡体は、前記表皮材と前記基材とで囲まれた部分に配置されており、
前記表皮材は、前記基材の端部と接触していると共に、縫製線と、前記縫製線から外方に突出する縫い代を有している
ことを特徴とする成形体。
続きを表示(約 730 文字)
【請求項2】
前記基材における1つの端部は、前記縫製線を挟んで対向する前記表皮材の2つの接触箇所で接触している
ことを特徴とする請求項1に記載の成形体。
【請求項3】
前記表皮材は、前記基材における1つの端部に対して押し付けられている
ことを特徴とする請求項1に記載の成形体。
【請求項4】
前記基材における1つの端部は、丸みを帯びている
ことを特徴とする請求項1に記載の成形体。
【請求項5】
前記基材における丸みを帯びている端部の最大厚さは、前記基材におけるその端部に隣接する部分の厚さより厚い
ことを特徴とする請求項3に記載の成形体。
【請求項6】
前記基材における丸みを帯びている端部の最大厚さは、前記基材におけるその端部に隣接する部分の厚さより薄い
ことを特徴とする請求項3に記載の成形体。
【請求項7】
前記表皮材は、前記発泡体から見て、前記基材より外方に配置されている
ことを特徴とする請求項1に記載の成形体。
【請求項8】
前記表皮材は、前記基材に密着している
ことを特徴とする請求項1に記載の成形体。
【請求項9】
前記基材は、前記表皮材に覆われる貫通孔を有している
ことを特徴とする請求項1に記載の成形体。
【請求項10】
前記表皮材は、第1シートと、第2シートと、を有しており、
前記第1シート及び前記第2シートは、前記縫製線において縫合されている
ことを特徴とする請求項1に記載の成形体。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、表皮を有する成形体、及び当該成形体を成形する方法に関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
複数のシート同士の縁を縫い合わせて形成された袋状の表皮体の内部に発泡樹脂を注入することで表皮一体発泡成形体を得る手法として、特開2005-34212号公報(特許文献1)、及び特開平5-162148号公報(特許文献2)に開示されたものが知られている。
特開2005-34212号公報の手法では、複数のシート同士の縁を、毛羽立たせた帯状のシール材と共に縫い合わせ、裏返った状態から表に返して縫い代を中に隠した状態として表皮材が形成され、その表皮材の内部空間に液状の発泡樹脂が充填される。
特開平5-162148号公報の手法では、複数のシートの縫合により開口部を有する袋状に形成された表皮体に対し、縫い代を内側とした状態で、開口部から発泡樹脂が注入される。開口部におけるシートの一対の自由端部の一方に隣接して、1つの縫合部が配置される。内方へ突出する縫い代との関係で開口部から離れる方向に生じる復元力により起立する当該自由端部は、発泡樹脂の注入後、割り型により、他方の自由端部に対して押圧される。
【先行技術文献】
【特許文献】
【0003】
特開2005-34212号公報
特開平5-162148号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
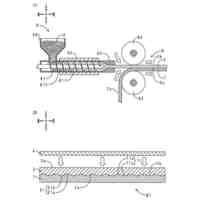
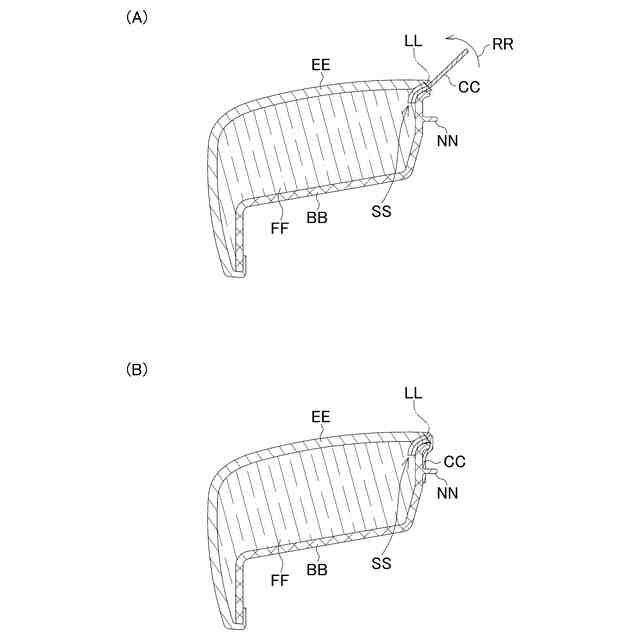
本願の図5(A)及び図5(B)に示される通り、上記の各手法のように縫い代SSを内側とした表皮材EEと、インサート品としての基材BBとの間に発泡樹脂FFが充填される場合、発泡時において、図5(A)に示されるように、表皮材EEは、2枚のシートの縫い代SSが基材BBの辺縁に接触する状態で、型に固定される。小さいシートにおける縫い代SS以外の部分は、巻き込み部CCとされ、発泡時において、基材BBから離れた状態で型に固定される。そして、発泡後、図5(B)に示されるように、巻き込み部CCが、基材BBの表面に形成された爪NN、あるいはタッカーにより、基材BBに固定される。
この場合、発泡後に巻き込み部CCを固定する工程、及び固定のための爪NNが必要となり、その分、手間、及び基材BBの構成要素が増える。又、特開平5-162148号公報の手法において見受けられた復元力により、巻き込み部CCには基材BBから離れようとする力(矢印RR)が作用する。よって、表皮材EEの型へのセット、及び巻き込み部CCの基材BBに対する固定の維持に、それぞれ配慮が必要となる。
【0005】
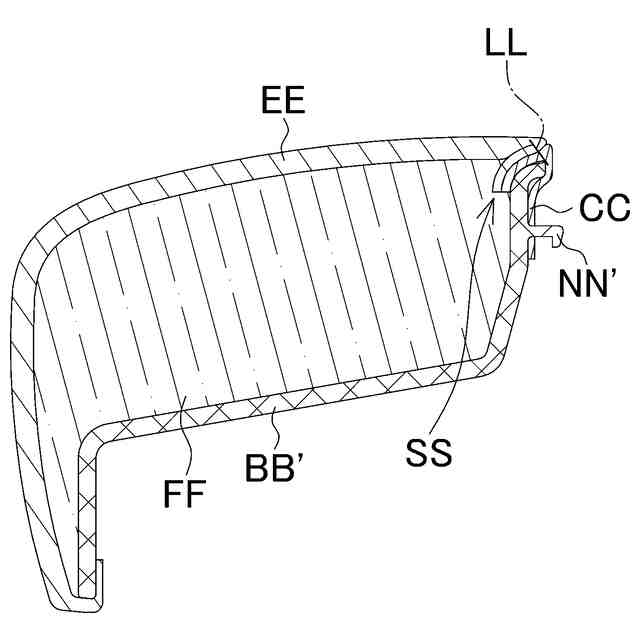
他方、図6に示されるように、巻き込み部CCを基材BB’の爪NN’に固定した状態で発泡樹脂FFを充填することが考えられる。
この場合、発泡後の巻き込み部CCの固定に係る後工程は不要となるものの、発泡の圧力を受けても巻き込み部CCが爪NN’から離れないようにするために、爪NN’の形状を鉤状等の複雑な形状にする必要がある。又、かような複雑な形状である爪NN’の付いた基材BB’を型に固定する必要があり、型の形状がより複雑になる。そして、この場合においても、巻き込み部CCには基材BB’から離れようとする力が作用するため、巻き込み部CCの基材BB’に対する配置精度の維持に、配慮が必要となる。
【0006】
そこで、本開示は、基材及び型の形状がよりシンプルであり、基材及び表皮材の型へのセットがより行い易く成形性がより良好である成形体の成形方法を提供し、より低コストで品質の良好な成形体を提供することを第1の主な目的としたものである。
又、本開示は、表皮材の配置精度がより良好である成形体の成形方法を提供し、より配置精度の良好な成形体を得ることを第2の主な目的としたものである。
更に、本開示は、縫い代による発泡の阻害が抑制される成形体の成形方法を提供し、より歩留まりの良い良好な成形体を得ることを第3の主な目的としたものである。
又更に、本開示は、縫製部からの発泡樹脂の漏出が抑制される成形体の成形方法を提供し、発泡樹脂の漏出が抑制された良好な成形体を得ることを第4の主な目的としたものである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、本開示の第1の構成は、表皮材と、基材と、発泡体と、を備えており、発泡体は、表皮材と基材とで囲まれた部分に配置されており、表皮材は、基材の端部と接触していると共に、縫製線と、縫製線から外方に突出する縫い代を有していることを特徴とするものである。
第1の構成の別の態様は、上記構成において、基材における1つの端部は、縫製線を挟んで対向する表皮材の2つの接触箇所で接触していることを特徴とするものである。
第1の構成の別の態様は、上記構成において、表皮材は、基材における1つの端部に対して押し付けられていることを特徴とするものである。
第1の構成の別の態様は、上記構成において、基材における1つの端部は、丸みを帯びていることを特徴とするものである。
第1の構成の別の態様は、上記構成において、基材における丸みを帯びている端部の最大厚さは、基材におけるその端部に隣接する部分の厚さより厚いことを特徴とするものである。
第1の構成の別の態様は、上記構成において、基材における丸みを帯びている端部の最大厚さは、基材におけるその端部に隣接する部分の厚さより薄いことを特徴とするものである。
第1の構成の別の態様は、上記構成において、表皮材は、発泡体から見て、基材より外方に配置されていることを特徴とするものである。
第1の構成の別の態様は、上記構成において、表皮材は、基材に密着していることを特徴とするものである。
第1の構成の別の態様は、上記構成において、基材は、表皮材に覆われる貫通孔を有していることを特徴とするものである。
第1の構成の別の態様は、上記構成において、表皮材は、第1シートと、第2シートと、を有しており、第1シート及び第2シートは、縫製線において縫合されていることを特徴とするものである。
第1の構成の別の態様は、上記構成において、表皮材は、一連のシートを有しており、シートは、縫製線を有していることを特徴とするものである。
【0008】
上記目的を達成するために、本開示の第2の構成は、外方に突出する縫い代を有する成形体を、第1の型及び第2の型により成形する成形方法であって、縫い代が、第1の型及び第2の型により挟み込まれて固定された状態で、発泡体が成形されることを特徴とするものである。
上記目的を達成するために、本開示の第3の構成は、外方に突出する縫い代を有する成形体を、第1の型及び第2の型により成形する成形方法であって、縫い代に固定された補材が、第1の型及び第2の型の少なくとも一方に固定された状態で、発泡体が成形されることを特徴とするものである。
【発明の効果】
【0009】
本開示によれば、基材及び型の形状がよりシンプルであり、基材及び表皮材の型へのセットがより行い易く成形性がより良好である成形体の成形方法が提供され、より低コストで品質の良好な成形体が提供される。
又、本開示によれば、表皮材の配置精度がより良好である成形体の成形方法が提供され、より配置精度の良好な成形体が得られる。
更に、本開示によれば、縫い代による発泡の阻害が抑制される成形体の成形方法が提供され、より歩留まりの良い良好な成形体が得られる。
又更に、本開示によれば、縫製部からの発泡樹脂の漏出が抑制される成形体の成形方法が提供され、発泡樹脂の漏出が抑制された良好な成形体を得られる。
【図面の簡単な説明】
【0010】
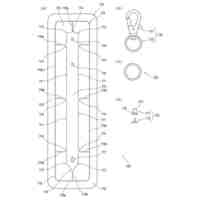
本開示に係る成形体の断面図である。
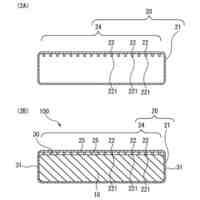
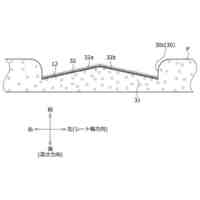
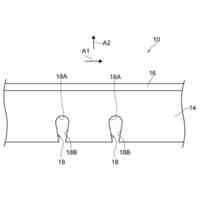
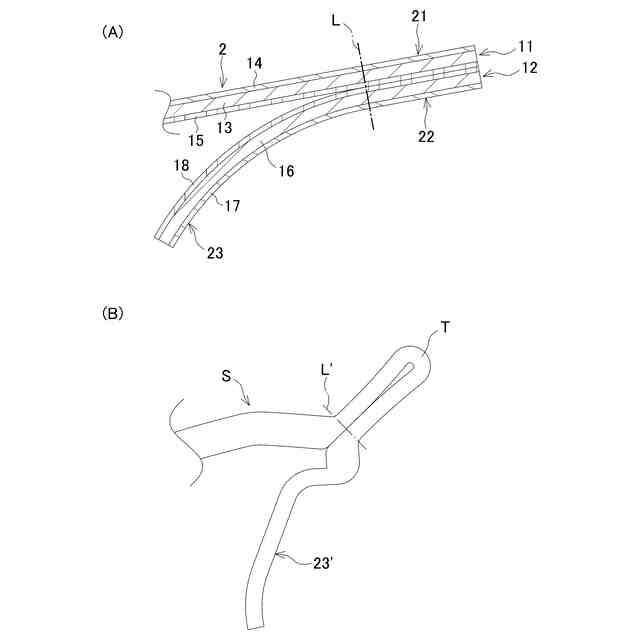
図2(A)は、図1の表皮材であって、基材と一体化する前のものの一部断面図であり、図2(B)は、図2(A)の変更例を示す図である。
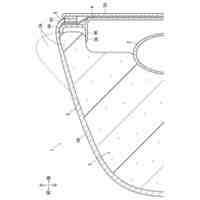
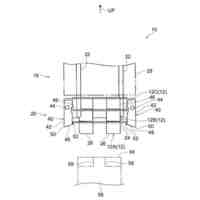
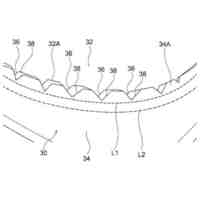
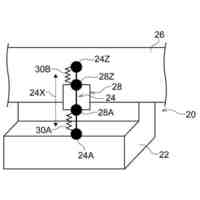
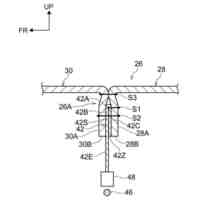
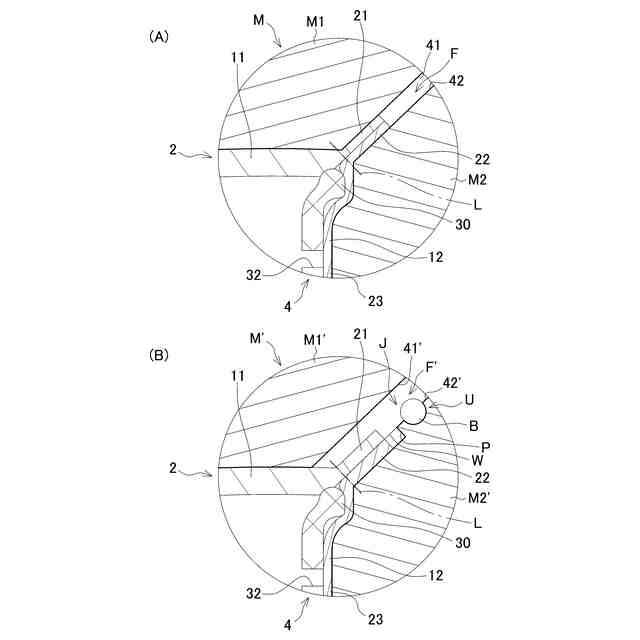
図3(A)は、図1の仮想円C内に相当する部分において、成形時の成形体と型とを示す断面図であり、図3(B)は、図3(A)の変更例を示す図である。
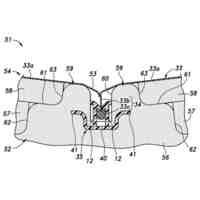
図4(A)は、図1の変更例を示す断面図であり、図4(B)は、図4(A)の部分拡大図であって、図1の仮想円C内に相当する部分の拡大図である。
図5(A)は、従来の成形工程を示す成形体の断面図であり、図5(B)は、従来の後工程を示す成形体の断面図である。
別の従来の成形工程を示す成形体の断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
東海化成工業株式会社
積層部材製造方法
3か月前
個人
クラフトキット
3か月前
株式会社K&I
皮革製品の製造方法
5か月前
アキレス株式会社
クッション材
8か月前
株式会社ハシマ
被覆用プレス装置
6か月前
株式会社東洋シート
車両用シート表皮の玉縁構造
4か月前
テイ・エス テック株式会社
車両用シート
9か月前
トヨタ紡織株式会社
外観検査装置
9か月前
トヨタ紡織株式会社
シートバック
3か月前
東海化成工業株式会社
成形体及び成形体の成形方法
11か月前
日本発條株式会社
クリップセット装置
3か月前
日本発條株式会社
サスペンダ及びシートトリム
8か月前
日本発條株式会社
シートパッド及び車両用シート
4か月前
日本発條株式会社
シートトリム及び車両用シート
2か月前
日本発條株式会社
トリムカバー及び車両用シート
6か月前
株式会社イノアックコーポレーション
袋形表皮材及び表皮付き発泡成形品
4か月前
日本発條株式会社
シートパッド及び表皮の皺取り方法
2か月前
日本発條株式会社
情報処理装置、情報処理方法及びプログラム
1か月前
株式会社イノアックコーポレーション
袋材一体発泡成形品
7か月前
株式会社東洋クオリティワン
軟質ポリウレタンフォーム、接着部材および成形型
5か月前
テイ・エス テック株式会社
シート
2か月前
株式会社タチエス
シートクッションのトリムカバーの固定構造およびこれを備えた車両用シート
3か月前
日本発條株式会社
シート表皮の吊り込み構造、車両用シート、及び吊り込み構造部の製造方法
4か月前
青島紗支紡織科技有限公司
充填材の製造装置、充填材の製造方法、及び充填材
8日前
株式会社デンソー
電子制御装置
8か月前
公益財団法人電磁材料研究所
ひずみゲージ、ひずみ測定装置およびひずみ測定方法
10か月前
個人
浮力と重力のバランスを利用した動力発生装置。
7か月前
他の特許を見る

 特許ウォッチ
特許ウォッチ