TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024135037
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023045529
出願日
2023-03-22
発明の名称
ブザーおよびその製造方法
出願人
株式会社デンソーエレクトロニクス
代理人
弁理士法人ゆうあい特許事務所
主分類
G10K
9/122 20060101AFI20240927BHJP(楽器;音響)
要約
【課題】発生音の大きさのばらつきを抑制可能なブザーを提供すること。
【解決手段】
ブザーは、樹脂で成形されたケース20と、振動して音を発生する圧電振動板と、ケースに圧電振動板を貼り付ける接着剤と、を備える。ケースは、接着剤が塗布される貼付座面215aおよび貼付座面から突出して形成され、圧電振動板を支持する3つ以上の支持部70を有する。また、ブザーの製造方法は、圧電振動板を用意することと、接着剤を用意することと、貼付座面および3つ以上の支持部を有するケースを用意することと、ケースを固定する固定冶具80を用意することと、貼付座面に圧電振動板を貼り付ける貼付冶具90を用意することと、を含む。貼付冶具を用意することでは、貼付冶具として、ケースに向けて押圧する押圧面を含む押圧部と、押圧面が圧電振動板を押圧する方向を、ケースが固定冶具に固定された姿勢に従って傾かせる可動部とを有するものを用意する。
【選択図】図7
特許請求の範囲
【請求項1】
ブザーであって、
樹脂で成形されたケース(20)と、
前記ケース内に収容され、振動して音を発生する圧電振動板(30)と、
前記ケースに前記圧電振動板を貼り付ける接着剤(G)と、を備え、
前記ケースは、前記接着剤が塗布される貼付座面(215a)および前記貼付座面から突出して形成され、前記圧電振動板を支持する3つ以上の支持部(70)を有するブザー。
続きを表示(約 1,000 文字)
【請求項2】
前記ケースは、樹脂で構成され、
前記3つ以上の支持部は、前記貼付座面のうち、樹脂による変形量が他の部位に比較して小さい部位に設けられている請求項1に記載のブザー。
【請求項3】
前記圧電振動板は、前記3つ以上の支持部に支持される貼付面(30a)を有し、
前記接着剤は、前記貼付面と前記貼付座面との間に設けられており、
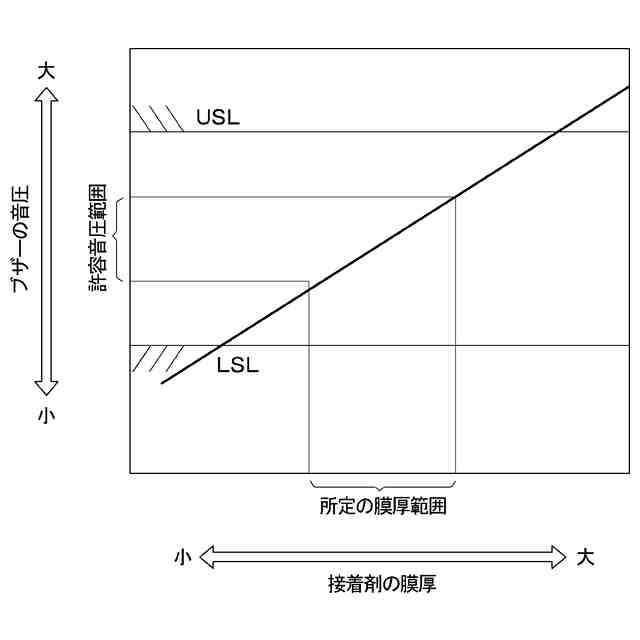
前記3つ以上の支持部は、前記貼付座面のうち、前記貼付面と前記貼付座面との間の前記接着剤の厚みに対応する該ブザーの発生音の音圧が予め定められる許容音圧範囲内となる部位に設けられている請求項2に記載のブザー。
【請求項4】
前記3つ以上の支持部それぞれの前記接着剤の厚み方向の大きさは、前記貼付面と前記貼付座面との間の前記接着剤の厚みが前記許容音圧範囲内に対応する厚さの範囲内となる大きさに調整されている請求項3に記載のブザー。
【請求項5】
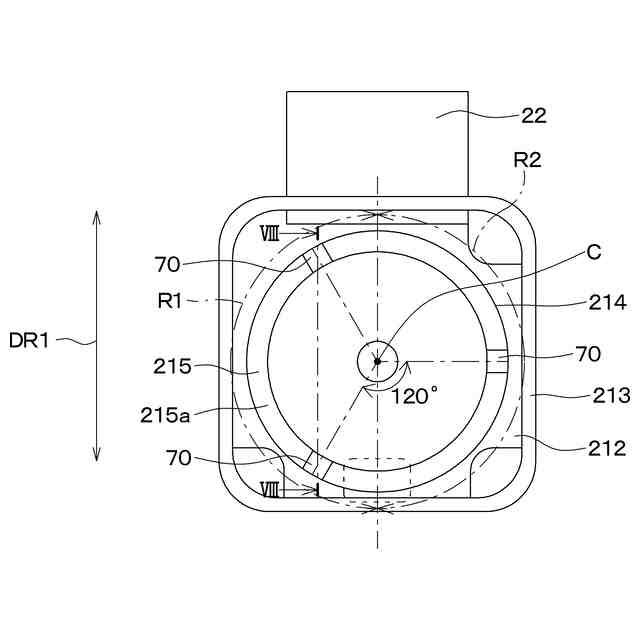
前記貼付座面は、所定の軸心を中心とした円環形状であって、
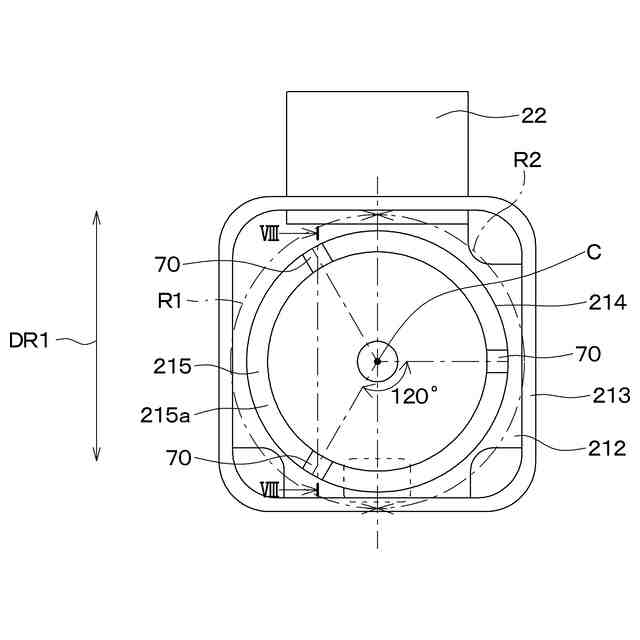
前記3つ以上の支持部は、前記所定の軸心を中心とした周方向に沿って設けられており、前記貼付座面のうち、前記3つ以上の支持部それぞれの前記周方向における間隔の差が小さく位置に配置されている請求項1または2に記載のブザー。
【請求項6】
ブザーの製造方法であって、
振動して音を発生する圧電振動板(30)を用意することと、
前記圧電振動板を貼り付ける接着剤(G)を用意することと、
樹脂で成形され、前記接着剤が塗布される貼付座面(215a)および前記貼付座面から突出して形成され、前記圧電振動板を支持する3つ以上の支持部(70)を有するケース(20)を用意することと、
前記ケースを固定する固定冶具(80)を用意することと、
前記貼付座面に前記圧電振動板を貼り付ける貼付冶具(90)を用意することと、を含み、
前記貼付冶具を用意することでは、前記貼付冶具として、前記圧電振動板を前記固定冶具に固定された状態の前記ケースに向けて押圧する押圧面(911a)を含む押圧部(911)と、前記押圧面が前記圧電振動板を押圧する方向を、前記ケースが前記固定冶具に固定された姿勢に従って傾かせる可動部(913)とを有するものを用意するブザーの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ブザーおよびその製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、樹脂で成形されたケースと、ケースに貼り付けられた圧電振動板と、を有する圧電ブザーが知られている(例えば、特許文献1参照)。圧電振動板は、ケースにおける圧電振動板が貼り付けられる貼付座面に接着材によって貼り付けられている。この圧電ブザーは、圧電振動板に交流電圧を印加して、この圧電振動板を振動させることで音を発生させる。
【先行技術文献】
【特許文献】
【0003】
特開2010-237473号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、圧電振動板を貼り付けるケースを、樹脂を成形して製造する場合、圧電振動板が貼り付けられる貼付座面は、成形時の熱収縮で完全な平面とならず、僅かな凹凸を有する場合がある。そして、貼付座面が凹凸を有する場合、貼付座面と圧電振動板との間に介在する接着剤の厚みにばらつきが出たり、貼付座面に対して圧電振動板が平行とならなかったりする。発明者らの鋭意検討によれば、接着剤の厚みのばらつきおよび貼付座面に対する圧電振動板の平行からのずれは、ブザーの発生音の音圧特性にばらつきを発生させて、この発生音の大きさにばらつきが出る要因となる。
【0005】
本開示は、発生音の大きさのばらつきを抑制可能なブザーを提供することを目的とする。
【課題を解決するための手段】
【0006】
請求項1に記載の発明は、
ブザーであって、
樹脂で成形されたケース(20)と、
ケース内に収容され、振動して音を発生する圧電振動板(30)と、
ケースに圧電振動板を貼り付ける接着剤(G)と、を備え、
ケースは、接着剤が塗布される貼付座面(215a)および貼付座面から突出して形成され、圧電振動板を支持する3つ以上の支持部(70)を有する。
【0007】
また、請求項6に記載の発明は、ブザーの製造方法であって、
振動して音を発生する圧電振動板(30)を用意することと、
圧電振動板を貼り付ける接着剤(G)を用意することと、
樹脂で成形され、接着剤が塗布される貼付座面(215a)および貼付座面から突出して形成され、圧電振動板を支持する3つ以上の支持部(70)を有するケース(20)を用意することと、
ケースを固定する固定冶具(80)を用意することと、
貼付座面に圧電振動板を貼り付ける貼付冶具(90)を用意することと、を含み、
貼付冶具を用意することでは、貼付冶具として、圧電振動板を固定冶具に固定された状態のケースに向けて押圧する押圧面(911a)を含む押圧部(911)と、押圧面が圧電振動板を押圧する方向を、ケースが固定冶具に固定された姿勢に従って傾かせる可動部(913)とを有するものを用意する。
【0008】
これによれば、圧電振動板と貼付座面との間に介在する接着剤の膜厚を安定させることができる。このため、ブザーの発生音の大きさのばらつきを抑制することができる。
【0009】
なお、各構成要素等に付された括弧付きの参照符号は、その構成要素等と後述する実施形態に記載の具体的な構成要素等との対応関係の一例を示すものである。
【図面の簡単な説明】
【0010】
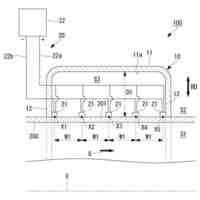
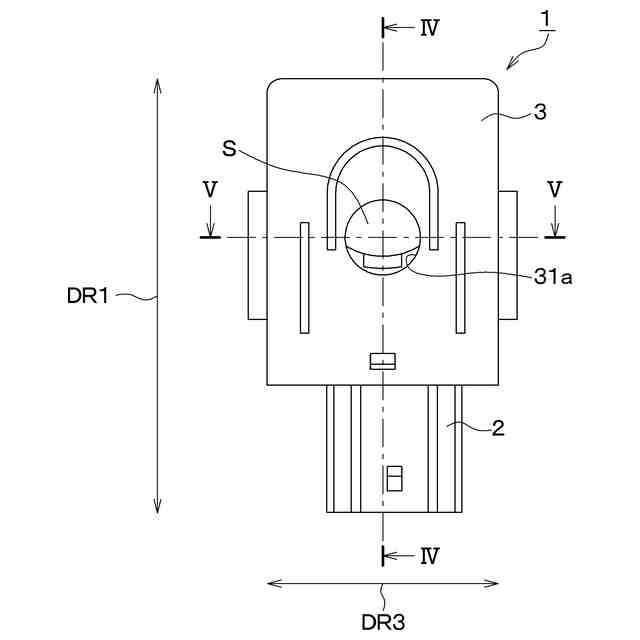
本実施形態に係るブザーの正面図である。
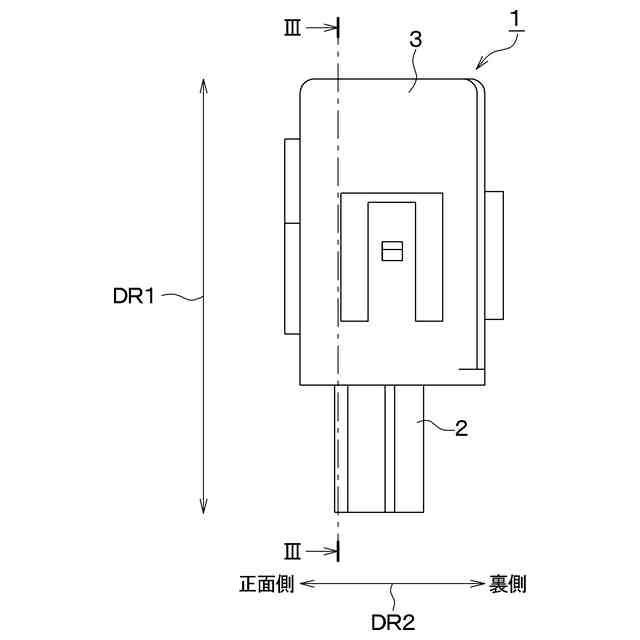
本実施形態に係るブザーの側面図である。
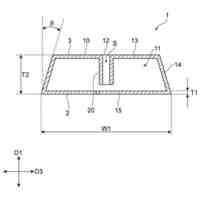
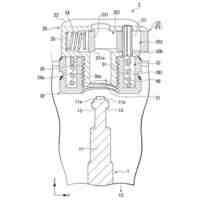
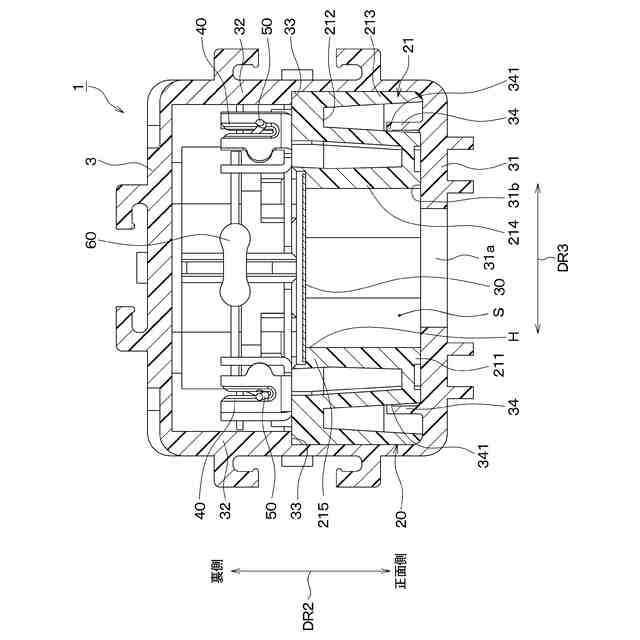
図2に示すIII-III断面図である。
図1に示すIV-IV断面図である。
図1に示すV-V断面図である。
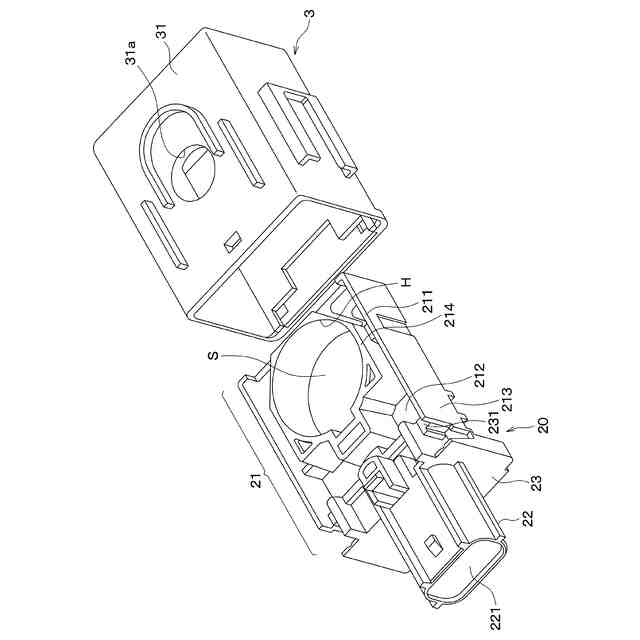
ブザーユニットを外ケースに嵌め込む前の状態を示した斜視図である。
圧電振動板が配置される前のケース本体の正面図である。
図7に示すVIII-VIII断面図である。
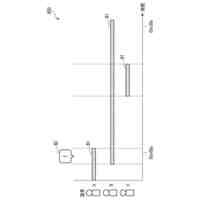
接着剤の膜厚とブザーの音圧の関係を示す図である。
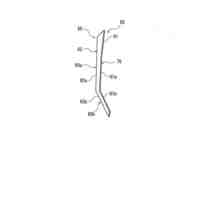
貼付座面のコンター図である。
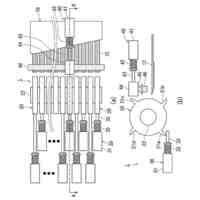
本実施形態のブザーの製造工程のうち、ケース本体および固定冶具の用意工程を示す図である。
図11に続く製造工程を示す図である。
図12に続く製造工程を示す図である。
図13に続く製造工程を示す図である。
ケース本体と固定冶具との間に異物が混入した状態を示す図である。
ケース本体と固定冶具との間に異物が混入した状態で貼付座面に圧電振動板を貼り付ける状態を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
音響装置
1か月前
合名会社有賀鉄工所
小形弦楽器
1か月前
個人
メディカルコントローラー
1か月前
名陽木工株式会社
台
24日前
合名会社有賀鉄工所
弦楽器用指板
1か月前
個人
鍵盤楽器の調号別音階表示機能
19日前
合名会社有賀鉄工所
弦楽器用ストラップ
1か月前
株式会社大貴
吸音材及びその製造方法
24日前
富士電機機器制御株式会社
ブザー
18日前
個人
リガチャー付メタル製マウスピース
3日前
株式会社フジタ
環境音快音化システム
17日前
ヤマハ株式会社
ドラムスタンド
10日前
学校法人早稲田大学
音声認識システムおよびプログラム
18日前
個人
リード管楽器用音響改善装置
3日前
株式会社第一興商
カラオケ装置
17日前
株式会社第一興商
カラオケ装置
10日前
ニチアス株式会社
吸音構造体
3日前
東芝テック株式会社
マスキング装置
1か月前
カシオ計算機株式会社
筐体及び楽器
1か月前
株式会社レゾナック
吸音構造体及びタイヤ
24日前
株式会社レゾナック
吸音構造体及びタイヤ
24日前
株式会社スリック
電子オルゴール装置
1か月前
トヨタ自動車株式会社
会話音声保護装置
23日前
ソフトバンクグループ株式会社
電子機器
1か月前
三菱重工業株式会社
音響減衰装置および音響減衰方法
24日前
ソフトバンクグループ株式会社
電子機器
1か月前
ヤマハ株式会社
シンバルの保持構造及び保持具
1か月前
株式会社HOWA
防音体、その製造方法及び自動車用サイレンサー
1か月前
岐阜プラスチック工業株式会社
吸音構造体及びその製造方法
1か月前
トヨタ紡織株式会社
乗物用騒音レベル予測システム
17日前
株式会社コルグ
弦楽器の調律機構、弦楽器、電気弦楽器
1か月前
フジテック株式会社
エレベータの制御システム
11日前
amptalk株式会社
プログラム、会話要約装置、および会話要約方法
1か月前
ソフトバンクグループ株式会社
行動制御システム
1か月前
株式会社東芝
会話評価プログラム、装置及び方法
10日前
株式会社日本知財総合研究所
音波処理装置、音波処理方法、及びデータ構造
1か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ