TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024113435
公報種別
公開特許公報(A)
公開日
2024-08-22
出願番号
2023018405
出願日
2023-02-09
発明の名称
ホース製造用マンドレルおよびホースの製造方法
出願人
横浜ゴム株式会社
代理人
個人
主分類
B29C
33/52 20060101AFI20240815BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】製品不良を防止し歩留まりの向上を図る上で有利なホース製造用マンドレルおよびホースの製造方法を提供する。
【解決手段】ホース製造用マンドレル10は、水溶性を有する材料を用い均一外径で直線状に形成されている。加硫工程後、加硫されたホース材料26からホース製造用マンドレル10を取り除くマンドレル除去工程を行なう。ホース材料26の内部に水32を供給し破壊されたホース製造用マンドレル10を水32により溶解し、水32と共にホース材料26の内部から取り除くことで破壊されたホース製造用マンドレル10をホース材料26から除去することでホースの完成品が得られる。
【選択図】図3
特許請求の範囲
【請求項1】
水溶性を有する材料で形成されたホース製造用マンドレル。
続きを表示(約 830 文字)
【請求項2】
前記ホース製造用マンドレルは中空状に形成されている、
ことを特徴とする請求項1記載のホース製造用マンドレル。
【請求項3】
前記ホース製造用マンドレルの内部に、前記ホース製造用マンドレルの剛性を高める補強リブが設けられている、
ことを特徴とする請求項2記載のホース製造用マンドレル。
【請求項4】
前記水溶性を有する材料は、水溶性を有する石膏である、
ことを特徴とする請求項1記載のホース製造用マンドレル。
【請求項5】
マンドレルにホース材料を被覆する被覆工程と、
被覆された前記ホース材料を加硫する加硫工程と、
加硫された前記ホース材料からマンドレルを取り除くマンドレル除去工程と、
を備えるホースの製造方法であって、
前記マンドレルとして、水溶性の材料で形成されたホース製造用マンドレルを用い、
前記マンドレル除去工程を、前記ホース材料の内部に水を供給し前記ホース製造用マンドレルを前記水により溶解し、前記水と共に前記ホース材料の内部から取り除くことで行なう、
ことを特徴とするホースの製造方法。
【請求項6】
前記水は、高圧が掛けられた高圧水である、
ことを特徴とする請求項5記載のホースの製造方法。
【請求項7】
前記加硫工程後で前記マンドレル除去工程の前に、前記ホース材料の内部で前記ホース製造用マンドレルを破壊する破壊工程を行なう、
ことを特徴とする請求項5記載のホースの製造方法。
【請求項8】
前記破壊工程における前記ホース製造用マンドレルの破壊は、加硫された前記ホース材料で被覆された前記ホース製造用マンドレルを、ほぼ円筒面状の外周面を有する部材に巻き付けることによって行なう、
ことを特徴とする請求項7記載のホースの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ホース製造用マンドレルおよびホースの製造方法に関する。
続きを表示(約 4,200 文字)
【背景技術】
【0002】
従来から、ホースの製造方法として、鋼製のマンドレルにホース材料を被覆する被覆工程と、被覆されたホース材料を加硫する加硫工程と、加硫されたホース材料からマンドレルを取り除くマンドレル除去工程とを含むものが知られている。
そして、マンドレル除去工程では、加硫されたホース材料の端部にホース当接部を当接させ、クランプ部で挟持したマンドレルをホース材料から引き抜くことで加硫されたホース材料からマンドレルを取り除くようにしている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第7006160号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記従来技術では、マンドレル除去工程において、何らかの原因でマンドレルをホース材料からスムーズに引き抜くことができないと、ホース材料に無理な力が加わることでホースの外径の誤差が大きくなる外径変動などの製品不良が発生し、歩留まりが低下する場合があった。
本発明は前記事情に鑑み案出されたものであって、本発明の目的は、製品不良を防止し歩留まりの向上を図る上で有利なホース製造用マンドレルおよびホースの製造方法を提供することにある。
【課題を解決するための手段】
【0005】
上述の目的を達成するため、本発明の一実施の形態は、水溶性を有する材料で形成されたホース製造用マンドレルである。
また、本発明の一実施の形態は、前記ホース製造用マンドレルは中空状に形成されていることを特徴とする。
また、本発明の一実施の形態は、前記ホース製造用マンドレルの内部に、前記ホース製造用マンドレルの剛性を高める補強リブが設けられていることを特徴とする。
また、本発明の一実施の形態は、前記水溶性を有する材料は、水溶性を有する石膏であることを特徴とする。
また、本発明の一実施の形態は、マンドレルにホース材料を被覆する被覆工程と、被覆された前記ホース材料を加硫する加硫工程と、加硫された前記ホース材料からマンドレルを取り除くマンドレル除去工程と、を備えるホースの製造方法であって、前記マンドレルとして、水溶性の材料で形成されたホース製造用マンドレルを用い、前記マンドレル除去工程を、前記ホース材料の内部に水を供給し前記ホース製造用マンドレルを前記水により溶解し、前記水と共に前記ホース材料の内部から取り除くことで行なうことを特徴とする。
また、本発明の一実施の形態は、前記水は、高圧が掛けられた高圧水であることを特徴とする。
また、本発明の一実施の形態は、前記加硫工程後で前記マンドレル除去工程の前に、前記ホース材料の内部で前記ホース製造用マンドレルを破壊する破壊工程を行なうことを特徴とする。
また、本発明の一実施の形態は、前記破壊工程における前記ホース製造用マンドレルの破壊は、加硫された前記ホース材料で被覆された前記ホース製造用マンドレルを、ほぼ円筒面状の外周面を有する部材に巻き付けることによって行なうことを特徴とする。
【発明の効果】
【0006】
本発明の一実施の形態のホース製造用マンドレルによれば、ホース製造用マンドレルを水溶性を有する材料で形成したので、ホース製造用マンドレル上に形成され加硫されたホース材料の内部に水を供給しホース製造用マンドレルを水により溶解し、水と共にホース材料の内部から取り除くことでホース材料からマンドレルを取り除くことができる。
したがって、ホース材料に無理な力が加わることがなく、ホースの外径の誤差が大きくなる外径変動などの製品不良の発生を防止し、歩留まりの向上を図る上で有利となる。
また、ホース製造用マンドレルを中空状に形成すると、ホース製造用マンドレルの全長にわたりその内部に水を簡単に供給でき、ホース製造用マンドレルを水により短時間で溶解し、水と共に効率的に取り除く上で有利となる。
また、中空状のホース製造用マンドレルの内部に補強リブを設けると、ホース製造用マンドレルの剛性が高められ、マンドレルにホース材料を被覆する被覆工程を安定した状態で行なえ、被覆工程の効率化を図る上で有利となる。
また、水溶性の材料として水溶性を有する石膏を用いると、ホース製造用マンドレルのコストダウンを図る上で有利となる。
本発明の一実施の形態のホースの製造方法によれば、マンドレルとして、水溶性の材料で形成されたホース製造用マンドレルを用い、マンドレル除去工程を、ホース材料の内部に水を供給しホース製造用マンドレルを前記水により溶解し、水と共に前記ホース材料の内部から取り除くことで行なうようにした。
したがって、マンドレル除去工程においてホース材料に無理な力が加わることがなく、ホースの外径の誤差が大きくなる外径変動などの製品不良の発生を防止し、歩留まりの向上を図る上で有利となる。
また、マンドレル除去工程で用いる水として、高圧が掛けられた高圧水を使用すると、ホース製造用マンドレルを効率よく水に溶解させて除去する上で有利となる。
また、加硫工程後でマンドレル除去工程の前に、ホース材料の内部でホース製造用マンドレルを破壊する破壊工程を行なうと、マンドレル除去工程において破壊されたホース製造用マンドレルの材料を水に効率よく溶解させて除去する上で有利となる。
また、加硫されたホース材料で被覆されたホース製造用マンドレルを、ほぼ円筒面状の外周面を有する部材に巻き付けることによって破壊工程を行なうと、ホース材料の内周面を損傷することなく、ホースの長手方向に沿ってホース製造用マンドレルを均等に破壊する上で有利となり、ホースの内部からホース製造用マンドレルの材料を円滑に簡単に取り出す上で有利となる。
【図面の簡単な説明】
【0007】
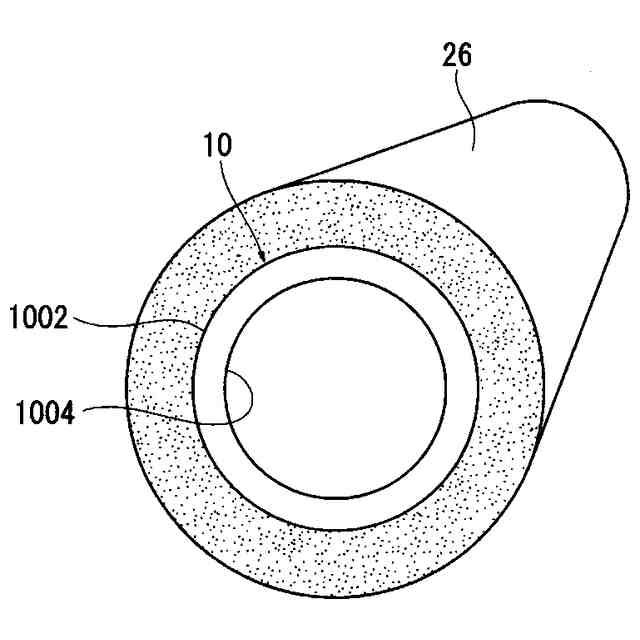
実施の形態に係るホース製造用マンドレルにホース材料が被覆された状態を示す斜視図である。
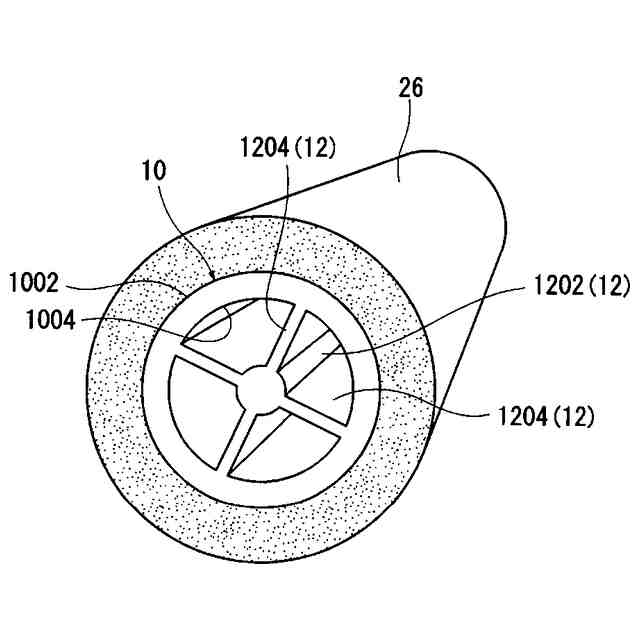
変形例に係るホース製造用マンドレルにホース材料が被覆された状態を示す斜視図である。
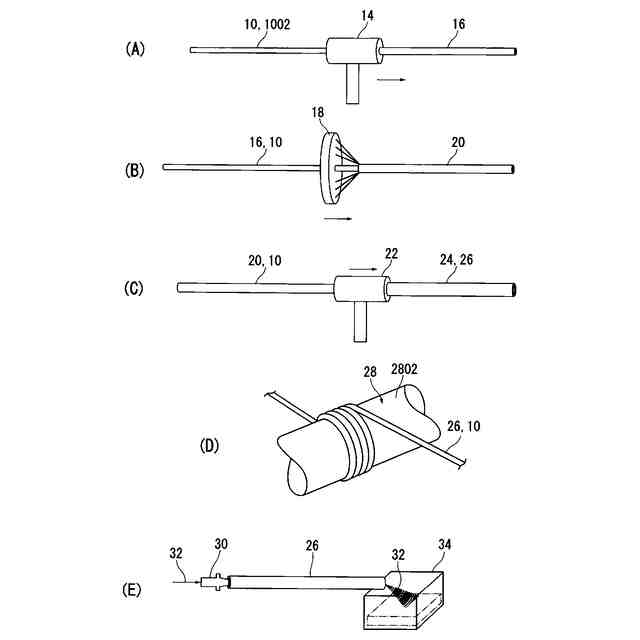
実施の形態に係るホース製造用マンドレルを用いたホースの製造工程を示す説明図であり、(A)はゴム材料を被覆して内層を形成する内層押し出し工程、(B)はゴム材料の外周面に補強糸または補強ワイヤを編組して補強層を形成する編組工程、(C)は補強層の外周面にカバー層を被覆するカバー層押し出し工程、(D)はホース製造用マンドレルを破壊する破壊工程、(E)は破壊されたホース製造用マンドレルをホース材料の内部から除去するマンドレル除去工程を示す。
【発明を実施するための形態】
【0008】
次に、実施の形態に係るホース製造用マンドレルをホースの製造方法と共に図面を参照して説明する。
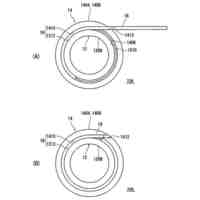
ホース製造用マンドレル10は、図1に示すように、水溶性を有する材料を用い均一外径で直線状に形成されている。
本実施の形態では、水溶性の材料として水溶性を有する石膏を用いており、この場合、ホース製造用マンドレル10は、水に溶かした石膏を金型に流し込んで硬化させることで成形される。
なお、水溶性を有する材料として、石膏の他、ポリビニールアルコールなどの水溶性合成樹脂材料、あるいは、水に溶ける水溶紙などの従来公知の様々な水溶性の材料が使用可能であるが、石膏は安価で簡単に入手でき、再利用も簡単にできることからホース製造用マンドレル10のコストダウンを図る上で有利となる。
【0009】
また、ホース製造用マンドレル10は中実状に形成してもよいが、本実施の形態では、ホース製造用マンドレル10は多孔質の石膏を用い中空状に形成され、均一外径の外周面1002と均一内径の内周面1004とを有している。
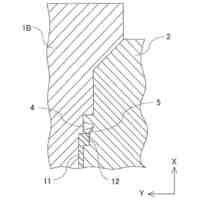
また、図2に示すように、ホース製造用マンドレル10の内部に、ホース製造用マンドレル10の剛性を高める補強リブ12を設けている。
補強リブ12は、ホース製造用マンドレル10の中心軸に沿って延在する補強軸1202と、補強軸1202の外周面1002の周方向に等間隔をおいた箇所から内周面1004の半径方向に延在し内周面1004に接続する複数の補強板1204とを備え、各補強板1204は補強軸1202に沿って延在している。
なお、補強リブ12はホース製造用マンドレル10の内周面1004に螺旋状に延在する凸部などで形成してもよく、補強リブ12には従来公知の様々な構造が採用可能であり、実施の形態の構造に限定されない。
ホース製造用マンドレル10の長手方向の寸法は例えば20m程度である。
【0010】
次に、図3を参照してホースの製造方法について説明する。
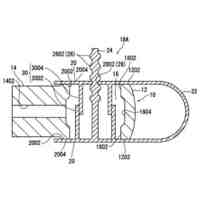
まず、図3(A)に示すように、押出機14を用いてゴム材料をホース製造用マンドレル10の外周面1002に円筒形状に押し出し、ホース製造用マンドレル10にゴム材料を被覆して内層16を形成する内層押し出し工程を行なう。
次に、図3(B)に示すように、編組機18を使用してゴム材料の外周面1002に補強糸または補強ワイヤを編組して補強層20を形成する編組工程を行なう。
次に、図3(C)に示すように、押出機22を用いてゴム材料を円筒形状に押し出して補強層20の外周面にカバー層24を被覆するカバー層押し出し工程を行なう。
なお、図3(A)、(B)、(C)において押出機14、編組機18、押出機22はそれぞれの位置が固定されており、ホース製造用マンドレル10が矢印方向に移動することで各工程が行われている。
したがって、内層押し出し工程、編組工程、カバー層押し出し工程によりホース製造用マンドレル10に内層16、補強層20、カバー層24からなるホース材料26を被覆することで被覆工程が行われる。
次に、ホース製造用マンドレル10上に形成された未加硫状態のホース材料26を不図示の加硫機を用いて加硫する加硫工程を行なう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
横浜ゴム株式会社
タイヤ
22日前
横浜ゴム株式会社
管継手
11日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
22日前
横浜ゴム株式会社
タイヤ
28日前
横浜ゴム株式会社
タイヤ
1か月前
横浜ゴム株式会社
タイヤ
22日前
横浜ゴム株式会社
ゴム組成物
1か月前
横浜ゴム株式会社
ゴム組成物
18日前
横浜ゴム株式会社
重荷重用タイヤ
27日前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
11日前
横浜ゴム株式会社
空気入りタイヤ
1か月前
横浜ゴム株式会社
空気入りタイヤ
19日前
横浜ゴム株式会社
タイヤ用ゴム組成物
1か月前
横浜ゴム株式会社
タイヤ用ゴム組成物
27日前
横浜ゴム株式会社
タイヤ用ゴム組成物
18日前
横浜ゴム株式会社
タイヤ用ゴム組成物
27日前
横浜ゴム株式会社
ゴム組成物及びホース
1か月前
横浜ゴム株式会社
タイヤ及びその製造方法
11日前
横浜ゴム株式会社
タイヤ及びその製造方法
11日前
横浜ゴム株式会社
管継手およびその生産方法
11日前
横浜ゴム株式会社
サイドトレッド用ゴム組成物
1か月前
横浜ゴム株式会社
アイジョイント用ダストキャップ
21日前
横浜ゴム株式会社
アイジョイント用ダストキャップ
25日前
横浜ゴム株式会社
タイヤ管理装置及びタイヤ管理方法
29日前
横浜ゴム株式会社
路面状態判定方法及び路面状態判定装置
2か月前
横浜ゴム株式会社
タイヤ用ゴム組成物およびそれを用いたタイヤ
1か月前
横浜ゴム株式会社
タイヤ加硫用ブラダーの製造装置及び製造方法
14日前
横浜ゴム株式会社
ホース製造用マンドレルおよびホースの製造方法
26日前
横浜ゴム株式会社
シェーピングブラダ組立体の製造方法および装置
8日前
横浜ゴム株式会社
スタッドタイヤ用ゴム組成物およびスタッドタイヤ
1か月前
横浜ゴム株式会社
設計支援システム、設計支援装置及び設計支援方法
5日前
横浜ゴム株式会社
未加硫ゴムシート部材の製造方法および製造システム
15日前
横浜ゴム株式会社
ボルトおよびボルトを用いた被取り付け部材の取り付け構造
1か月前
横浜ゴム株式会社
タイヤモデル作成方法、タイヤモデル作成装置及びプログラム
14日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ