TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024099400
公報種別
公開特許公報(A)
公開日
2024-07-25
出願番号
2023003320
出願日
2023-01-12
発明の名称
鉄鉱石ペレットの製造方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
C22B
1/14 20060101AFI20240718BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】結晶水を含む鉄鉱石を用いてもバースティングを抑制することが可能な鉄鉱石ペレットの製造方法を提供する
【解決手段】
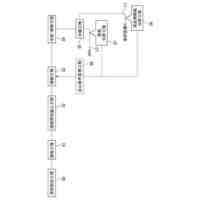
(a)生ペレットを作成し、焼成する工程と、(b)焼成中ペレットの内圧が、予め定められた内圧許容値以下となるように調整する工程と、を含み、前記(b)工程は、(c)生ペレット空隙率を上昇させる工程、(d)単位時間当たり水蒸気放出重量比を低下させる工程、(e)生ペレット見掛密度を低下させる工程、(f)生ペレット半径を小さくする工程、又は(g)原料粒子の球相当径を大きくする工程、のいずれか一つ又は二つ以上から選択される工程を含むことを特徴とする、鉄鉱石ペレットの製造方法。
【選択図】図2
特許請求の範囲
【請求項1】
(a)生ペレットを作成し、焼成する工程と、
(b)焼成中ペレットの内圧が、予め定められた内圧許容値以下となるように調整する工程と、
を含み、
前記(b)工程は、(c)生ペレット空隙率を上昇させる工程、(d)単位時間当たり水蒸気放出重量比を低下させる工程、(e)生ペレット見掛密度を低下させる工程、(f)生ペレット半径を小さくする工程、又は(g)原料粒子の球相当径を大きくする工程、のいずれか一つ又は二つ以上から選択される工程を含むことを特徴とする、鉄鉱石ペレットの製造方法。
続きを表示(約 1,500 文字)
【請求項2】
前記内圧が下記式(1)で表されるΔPであることを特徴とする、請求項1に記載の鉄鉱石ペレットの製造方法。
TIFF
2024099400000016.tif
31
134
但し、ε[-]は生ペレット空隙率、A[-]は前記生ペレットの形状に基づき算出される定数、μ[Pa・s]は水蒸気の粘性係数、w[/s]は単位時間当たり水蒸気放出重量比、ρ[kg/m
3
]は生ペレット見掛密度、R[J/mol/K]は気体定数、T[K]は焼成中ペレット温度、r[m]は生ペレット半径、d
p
[m]は原料粒子の球相当径である。
【請求項3】
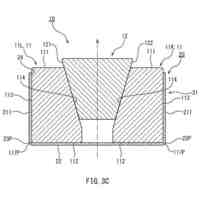
前記生ペレットは、円柱形状であり、
前記生ペレットの形状に基づき算出される前記定数Aは、A=10000/2であることを特徴とする、請求項2に記載の鉄鉱石ペレットの製造方法。
【請求項4】
前記生ペレットは、球形状であり、
前記生ペレットの形状に基づき算出される前記定数Aは、A=10000/3であることを特徴とする、請求項2に記載の鉄鉱石ペレットの製造方法。
【請求項5】
前記内圧許容値を前記生ペレットの圧潰強度から推定することを特徴とする、請求項1に記載の鉄鉱石ペレットの製造方法。
【請求項6】
前記生ペレットは、円柱形状であり、
前記内圧許容値ΔPmaxは、下記式(2)を満たすことを特徴とする、請求項5に記載の鉄鉱石ペレットの製造方法。
ΔPmax=2F/(πDW) ・・・(2)
但し、πは円周率、D[m]は生ペレット直径、W[m]は生ペレット厚さ、F[N]は圧潰荷重である。
【請求項7】
前記生ペレットは、球形状であり、
前記内圧許容値ΔPmaxは、下記式(3)を満たすことを特徴とする、請求項5に記載の鉄鉱石ペレットの製造方法。
ΔPmax=0.9F/D
2
・・・(3)
但し、D[m]は生ペレット直径、F[N]は圧潰荷重である。
【請求項8】
前記(a)工程において、
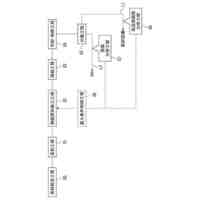
(h)結晶水含有率が3%以上の原料鉱石を含む1種又は2種以上の原料鉱石を配合してペレット原料を得る工程と、
(i)前記ペレット原料を粉砕し、原料粒子を得る工程と、
(j)前記原料粒子に対して転動造粒又は圧縮成形をおこない、前記生ペレットを造粒する工程と、
を含むように生ペレットを作成することを特徴とする、請求項1~7のいずれか一項に記載の鉄鉱石ペレットの製造方法。
【請求項9】
前記(c)工程は、以下の(c1)~(c3)のいずれか一つ又は二つ以上から選択される工程を含むことを特徴とする、請求項8に記載の鉄鉱石ペレットの製造方法。
(c1)前記(h)工程の実行時、多孔質な原料鉱石の配合比を増加させる。
(c2)前記(i)工程の実行時、前記原料粒子の粒度分布幅を狭める。
(c3)前記(j)工程の実行時、造粒時の圧密力を小さくする。
【請求項10】
前記(d)工程は、以下の(d1)又は(d2)のいずれか又は両方の工程を含むことを特徴とする、請求項8に記載の鉄鉱石ペレットの製造方法。
(d1)前記(a)工程の実行時、昇温速度を低下させる。
(d2)前記(h)工程の実行時、結晶水含有率が3%以上の前記原料鉱石の配合比を減少させる。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鉄鉱石ペレットの製造方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
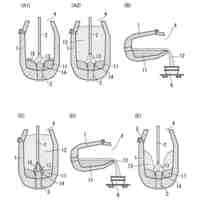
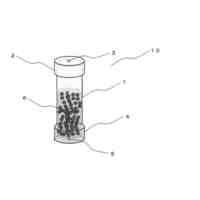
鉄鉱石ペレット(本明細書において、単にペレットと称する。)は、100μm以下の微粉鉄鉱石を十数mm程度の大きさに塊成化した焼成物であり、高炉プロセスや直接還元プロセスの原料として用いられる。ペレットの製造工程は主として造粒工程と焼成工程を含む。造粒工程では、粒度と水分を調整した微粉鉄鉱石原料を転動造粒機で直径が十数mm程度の球状に造粒し、生ペレットが作成される。焼成工程では、生ペレットを最高温度1300℃程度まで加熱し、焼き固めることでペレットが製造される。
【先行技術文献】
【特許文献】
【0003】
特開2000-87150号公報
特開2010-24477号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ペレットの原料として、これまでは結晶水をほとんど含まない良質なヘマタイト鉱石やマグネタイト鉱石が用いられてきた。しかし、近年、良質な鉄鉱石の枯渇化に伴い、結晶水や脈石を多く含む劣質な鉄鉱石をペレットの原料として使用することが必要となってきている。
【0005】
結晶水を含む鉄鉱石は、焼成過程で熱分解し、これにより焼成中のペレット(本明細書において、焼成中ペレットと称する。)の内部で水蒸気が発生し、圧力が高まることで焼成中ペレットがバースティング(爆裂)する課題があった。このようなバースティングが発生すると、ペレットが粉化し、歩留が低下するため生産性が低下してしまう。また、焼成過程でペレットが粉化すると、発生した粉がペレット充填層の隙間を閉塞して通気性を阻害する悪影響も生じる。したがって、ペレット製造においてバースティングを抑制することが求められる。
【0006】
上記課題に関し、特許文献1には、予熱ペレットの強度低下に応じて予熱温度を調整することでペレットを安定製造する方法が開示されている。特許文献2には、離水室出口グレート直下ガス温度と予熱室入口雰囲気温度との温度差に着目した温度管理によりバースティングを抑制する方法が開示されている。
【0007】
これらの特許文献には、高結晶水鉱石を用いたペレット製造において、焼成中ペレット内部に生じる応力を推定する方法や、その推定に基づいて製造条件を決定し、バースティングを抑制する方法について記載されていない。
【0008】
本発明は、上記事情に鑑みてなされたものであり、結晶水を含む鉄鉱石を用いてもバースティングを抑制することが可能なペレットの製造方法を提供する。
【課題を解決するための手段】
【0009】
上記課題を解決する本発明の鉄鉱石ペレットの製造方法は、(a)生ペレットを作成し、焼成する工程と、(b)焼成中ペレットの内圧が、予め定められた内圧許容値以下となるように調整する工程と、を含み、前記(b)工程は、(c)生ペレット空隙率を上昇させる工程、(d)単位時間当たり水蒸気放出重量比を低下させる工程、(e)生ペレット見掛密度を低下させる工程、(f)生ペレット半径を小さくする工程、又は(g)原料粒子の球相当径を大きくする工程、のいずれか一つ又は二つ以上から選択される工程を含むことを特徴としている。
【0010】
前記内圧ΔPが下記式(1)で表されてもよい。
TIFF
2024099400000002.tif
31
134
但し、ε[-]は生ペレット空隙率、A[-]は前記生ペレットの形状に基づき算出される定数、μ[Pa・s]は水蒸気の粘性係数、w[/s]は単位時間当たり水蒸気放出重量比、ρ[kg/m
3
]は生ペレット見掛密度、R[J/mol/K]は気体定数、T[K]は焼成中ペレット温度、r[m]は生ペレット半径、d
p
[m]は原料粒子の球相当径である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
12日前
日本製鉄株式会社
鋼線
12日前
日本製鉄株式会社
床構造
19日前
日本製鉄株式会社
評価方法
20日前
日本製鉄株式会社
溶接継手
26日前
日本製鉄株式会社
直流電気炉
7日前
日本製鉄株式会社
直流電気炉
7日前
日本製鉄株式会社
軸受用鋼管
27日前
日本製鉄株式会社
金属溶解方法
7日前
日本製鉄株式会社
鋼の製造方法
14日前
日本製鉄株式会社
転炉吹錬方法
今日
日本製鉄株式会社
転炉吹錬方法
今日
日本製鉄株式会社
直流電気溶解炉
7日前
日本製鉄株式会社
高炉の操業方法
5日前
日本製鉄株式会社
棒製品の製造方法
14日前
日本製鉄株式会社
溶銑の脱りん方法
12日前
日本製鉄株式会社
焼結鉱の製造方法
15日前
日本製鉄株式会社
焼結鉱の製造方法
15日前
日本製鉄株式会社
補強H形鋼有孔梁
8日前
日本製鉄株式会社
溶銑の予備処理方法
今日
日本製鉄株式会社
制御装置及び制御方法
8日前
日本製鉄株式会社
ガス漏洩部の補修方法
6日前
日本製鉄株式会社
肥料及び肥料の製造方法
19日前
日本製鉄株式会社
表面検査装置及び表面検査方法
20日前
日本製鉄株式会社
スポット溶接継手の性能推定方法
5日前
日本製鉄株式会社
金属缶の製造方法及び金型セット
19日前
日本製鉄株式会社
塩害コンクリート構造物の補修工法
12日前
日本製鉄株式会社
ヤード検査ロボットおよびプログラム
7日前
日本製鉄株式会社
疲労評価方法及び疲労評価プログラム
19日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
今日
日本製鉄株式会社
処理装置、処理方法、およびプログラム
今日
日本製鉄株式会社
ノリ養殖用施肥筒およびノリ養殖施肥方法
21日前
日本製鉄株式会社
コークス品質管理方法、及び高炉操業方法
22日前
日本製鉄株式会社
フェライト系ステンレス鋼板とその製造方法および部品
12日前
日本製鉄株式会社
深層学習モデル生成装置、および深層学習モデル生成方法
5日前
日本製鉄株式会社
高炉操業方法、高炉操業制御装置、高炉操業制御プログラム
5日前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ