TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024082993
公報種別
公開特許公報(A)
公開日
2024-06-20
出願番号
2022197262
出願日
2022-12-09
発明の名称
電動パワーステアリング装置および電動パワーステアリング装置の製造方法
出願人
日本精工株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B62D
5/04 20060101AFI20240613BHJP(鉄道以外の路面車両)
要約
【課題】より小型化される電動パワーステアリング装置および電動パワーステアリング装置の製造方法を提供すること。
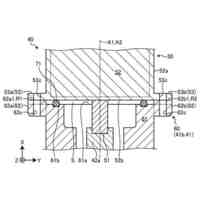
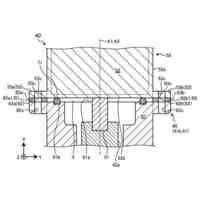
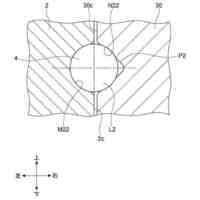
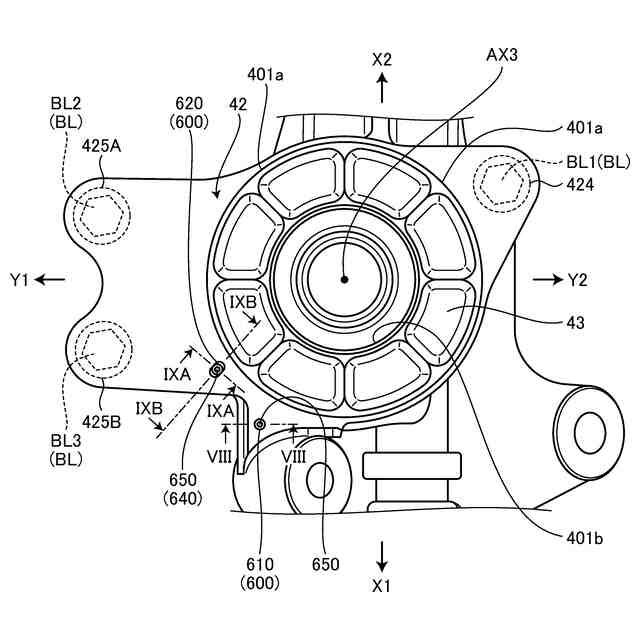
【解決手段】電動パワーステアリング装置は、ピニオン軸に取り付けられるウォームホイールと、モータの駆動力によって回転するウォームシャフトと、ピニオン軸を収容し第1取付部を有する第1ハウジングと、第1取付部にボルトを介して取り付けられる第2取付部を有する第2ハウジングと、を含むハウジングと、第2取付部を第1取付部に対して支持する支持部材と、を備える。第1取付部および第2取付部の少なくとも一方には支持穴が設けられ、他方には、支持穴に挿入される支持部材が設けられる。
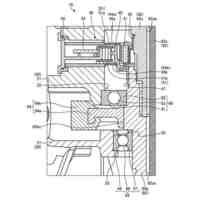
【選択図】図7
特許請求の範囲
【請求項1】
第1方向に延びるピニオン軸と、
前記ピニオン軸における第1方向の一方側に取り付けられ、且つ、外周にホイール歯部が設けられるウォームホイールと、
第1方向と交差する第2方向に延び、前記ホイール歯部と噛み合うシャフト歯部を有し、且つ、モータの駆動力によって回転するウォームシャフトと、
前記ピニオン軸を収容し且つ第1方向の一方側に第1取付部を有する第1ハウジングと、当該第1ハウジングに対して第1方向の一方側に隣接して配置され、前記ウォームホイールおよび前記ウォームシャフトを収容し、且つ、前記第1取付部にボルトを介して取り付けられる第2取付部を有する第2ハウジングと、を含むハウジングと、
前記第2取付部を前記第1取付部に対して支持する支持部材と、
を備え、
前記第1取付部および前記第2取付部の少なくとも一方には、
止まり穴または貫通孔である支持穴が設けられ、他方には、当該支持穴に挿入される前記支持部材が設けられる、
電動パワーステアリング装置。
続きを表示(約 2,400 文字)
【請求項2】
前記第1ハウジングにおける第1方向の一方側には、
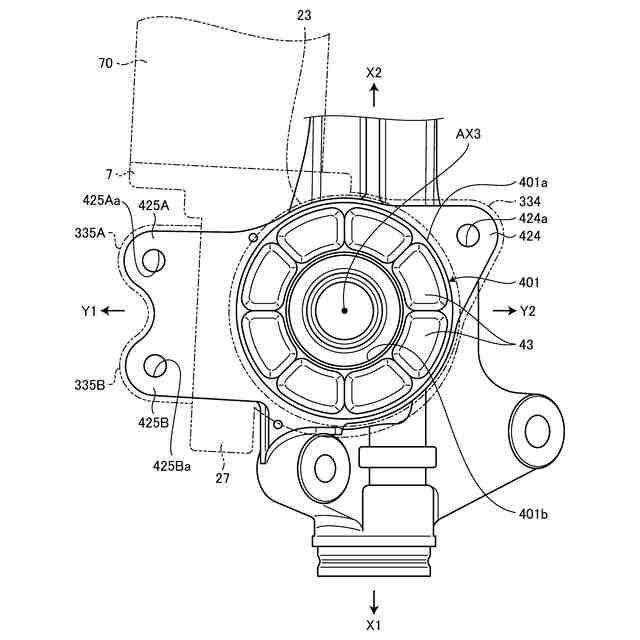
前記ピニオン軸の外周側であって前記第1取付部の内周側に配置され、且つ、第1方向の一方側に凸に形成される環状凸部が設けられ、
前記第2ハウジングにおける第1方向の他方側には、前記環状凸部に挿入される環状凹部が設けられ、当該環状凹部の内周面と前記環状凸部の外周面との間には間隙が設けられる、
請求項1に記載の電動パワーステアリング装置。
【請求項3】
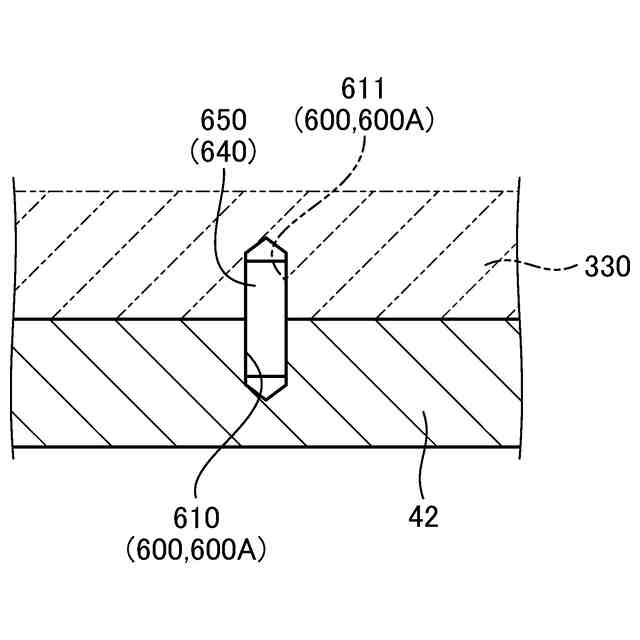
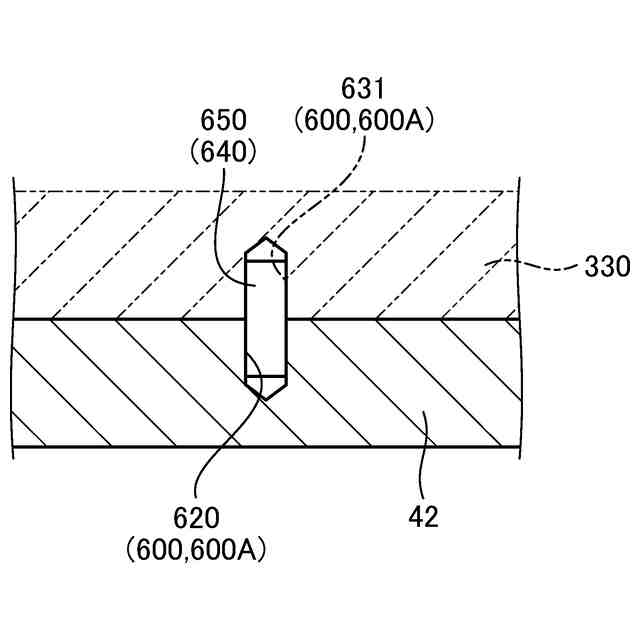
前記支持部材は、第1方向に延びるピンであり、
前記支持穴は、前記第1取付部および前記第2取付部にそれぞれ設けられ、
前記ピンは、前記第1取付部の前記支持穴と前記第2取付部の前記支持穴との双方に挿入される、
請求項2に記載の電動パワーステアリング装置。
【請求項4】
前記ピンは、前記第1取付部の前記支持穴と前記第2取付部の前記支持穴との双方に、しまり嵌めの状態で嵌まる、
請求項3に記載の電動パワーステアリング装置。
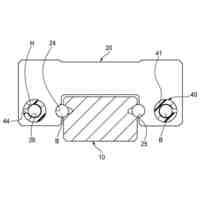
【請求項5】
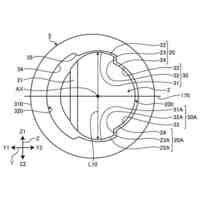
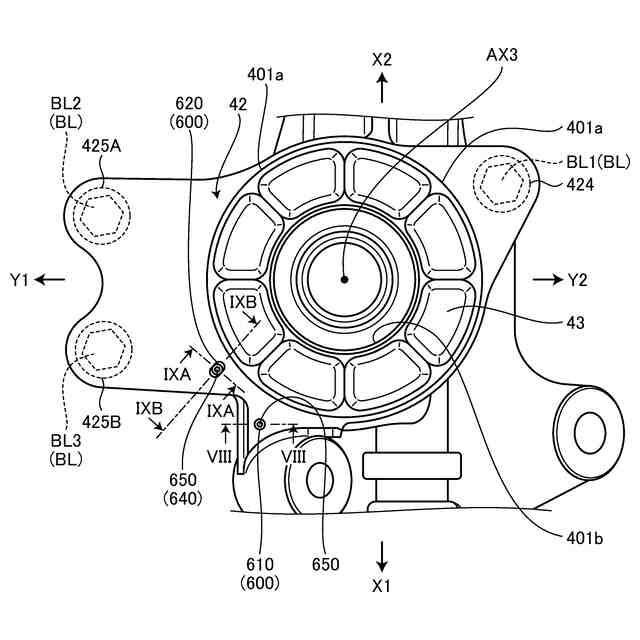
前記支持穴は、
前記第1取付部に設けられ且つ互いに離隔して配置される第1支持穴および第2支持穴と、前記第2取付部に設けられ、且つ、前記第1支持穴に対応して配置される第3支持穴および前記第2支持穴に対応して配置される第4支持穴と、を含み、
前記ピンは、第1ピンおよび第2ピンを含み、
前記第1支持穴および前記第3支持穴には、前記第1ピンがしまり嵌めの状態で嵌合され、
前記第2支持穴および前記第4支持穴には、前記第2ピンが挿入され、
前記第2支持穴および前記第4支持穴の一方においては、前記第2ピンがしまり嵌めの状態で嵌合され、
前記第2支持穴および前記第4支持穴の他方は、第1方向から見て、前記第1ピンを中心とする第1円弧の周方向に沿って延びる円弧状であり、前記第2支持穴および前記第4支持穴の前記他方においては、前記第2ピンが挿入された状態で当該他方の支持穴の周方向の端部の内周面と前記第2ピンとの間に間隙が設けられる、
請求項3に記載の電動パワーステアリング装置。
【請求項6】
前記支持穴は、
前記第1取付部および前記第2取付部において、第1方向から見て、前記ウォームホイールと前記ウォームシャフトとの間の領域に配置される、
請求項3から5のいずれか1項に記載の電動パワーステアリング装置。
【請求項7】
前記ボルトは、第1ボルトおよび第2ボルトを含み、
前記第1取付部は、第1方向から見て、前記ウォームホイールに対して前記ウォームシャフトの反対側に位置する第1フランジと、前記ウォームシャフトに対して前記ウォームホイールの反対側に位置する第2フランジとを有し、
前記第2取付部は、前記第1フランジに対応する第3フランジと、前記第2フランジに対応する第4フランジとを有し、
前記第1フランジおよび前記第3フランジは、前記第1ボルトを介して締結され、
前記第2フランジおよび前記第4フランジは、前記第2ボルトを介して締結される、
請求項6に記載の電動パワーステアリング装置。
【請求項8】
第1方向に延びるピニオン軸と、
前記ピニオン軸における第1方向の一方側に取り付けられ、且つ、外周にホイール歯部が設けられるウォームホイールと、
第1方向と交差する第2方向に延び、前記ホイール歯部と噛み合うシャフト歯部を有し、且つ、モータの駆動力によって回転するウォームシャフトと、
前記ピニオン軸を収容し且つ第1方向の一方側に第1取付部を有する第1ハウジングと、当該第1ハウジングに対して第1方向の一方側に隣接して配置され、前記ウォームホイールおよび前記ウォームシャフトを収容し、且つ、前記第1取付部にボルトを介して取り付けられる第2取付部を有する第2ハウジングと、を含むハウジングと、
前記第2取付部を前記第1取付部に対して、第1方向から見て揺動可能に支持する支持部材と、
を備え、
前記第1取付部および前記第2取付部の一方には、前記ボルトが貫通する第1ボルト孔が設けられ、他方には、前記ボルトの雄ねじ部が噛み合う雌ねじ部を有する第2ボルト孔が設けられる、
電動パワーステアリング装置の製造方法であって、
前記第1取付部に対して第1方向の一方側に前記第2取付部を配置した状態で、前記第1ボルト孔から前記ボルトを挿入し前記第2ボルト孔の前記雌ねじ部に前記ボルトの前記雄ねじ部を仮締めすることにより、前記第1ハウジングと前記第2ハウジングとを仮組み付けする、ハウジングの仮組み付けステップと、
前記ハウジングの仮組み付けステップの後に、検査装置を用いて、前記ウォームシャフトを回転させたときのトルクの値を検出し、当該トルクの値が規格範囲の上限値よりも大きい、または、下限値よりも小さい場合に、前記第1ハウジングに対して前記第2ハウジングを前記支持部材を中心に揺動させて、当該トルクの値が前記規格範囲の前記上限値と前記下限値との間になるように、前記ホイール歯部と前記シャフト歯部との噛み合い状態を調整する、ウォームシャフトのトルク調整ステップと、
前記ウォームシャフトのトルク調整ステップの後に、前記ボルトの前記雄ねじ部を前記第2ボルト孔の前記雌ねじ部に本締めすることにより、前記第1ハウジングに前記第2ハウジングを本組み付けする、ハウジングの本組み付けステップと、を含む、
電動パワーステアリング装置の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電動パワーステアリング装置および電動パワーステアリング装置の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
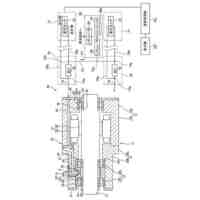
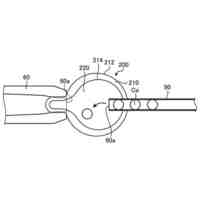
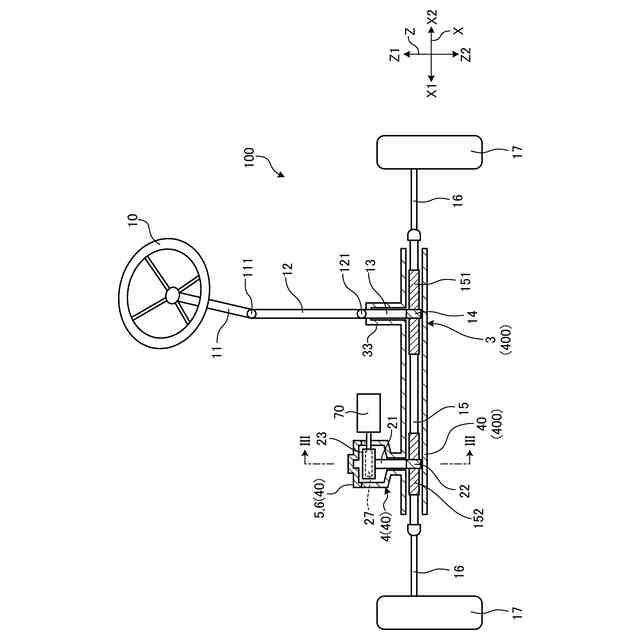
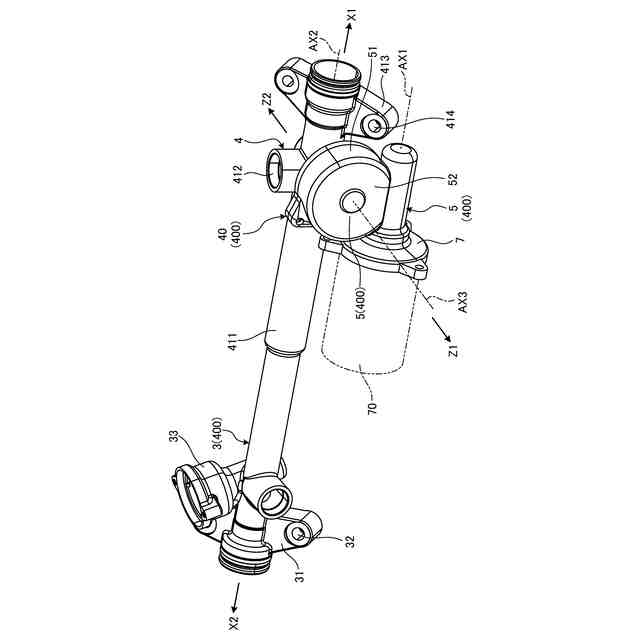
特許文献1の電動パワーステアリング装置は、ピニオン軸と、ウォームホイールと、ウォームシャフトと、ハウジングと、を備える。具体的には、ピニオン軸の軸方向の端部にウォームホイールが取り付けられる。ウォームホイールの径方向外側にはウォーム歯部が設けられ、当該ウォーム歯部は、ウォームシャフトのシャフト歯部に噛み合う。ウォームシャフトは、モータの出力軸に回転可能に取り付けられる。
【0003】
ハウジングは、ピニオン軸を収容する第1ハウジングと、ウォームホイールおよびウォームシャフトを収容する第2ハウジングと、を備える。第1ハウジングには、径方向外側に突出する複数の第1フランジが設けられ、第2ハウジングには、第1フランジに重なる第2フランジが複数設けられる。第1フランジは、ボルトを介して第2フランジに締結される。
【先行技術文献】
【特許文献】
【0004】
特開2001-271913号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
第1フランジ、第2フランジおよびボルトの数を減らして、径方向の突出長さを小さくすればハウジング全体を小型化することができる。
【0006】
ここで、ウォームシャフトからウォームホイールに力が伝達されると、その反作用としてウォームホイールからウォームシャフトに反力が加わる。ボルトの数を減らすと、当該反力を抑えきれずに第2ハウジングが第1ハウジングから外れやすくなるため、第1フランジ、第2フランジおよびボルトの数を減らしてハウジングを小型化することが困難である。
【0007】
本開示は、前述の課題に鑑みてなされたものであって、より小型化される電動パワーステアリング装置および電動パワーステアリング装置の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
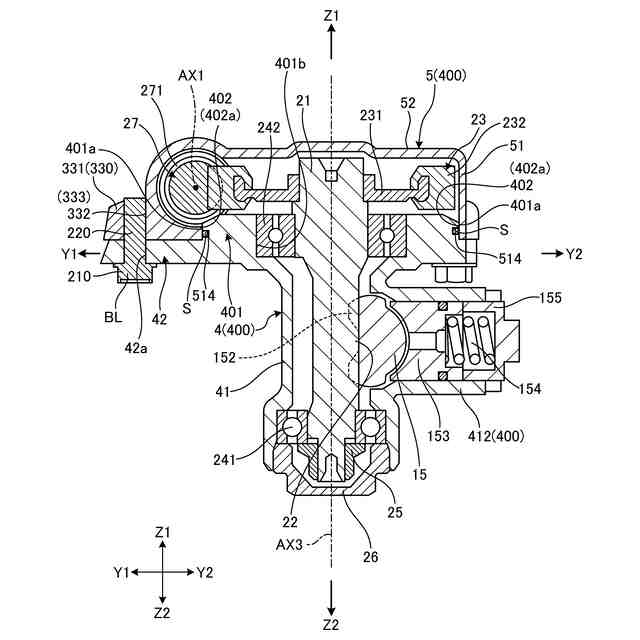
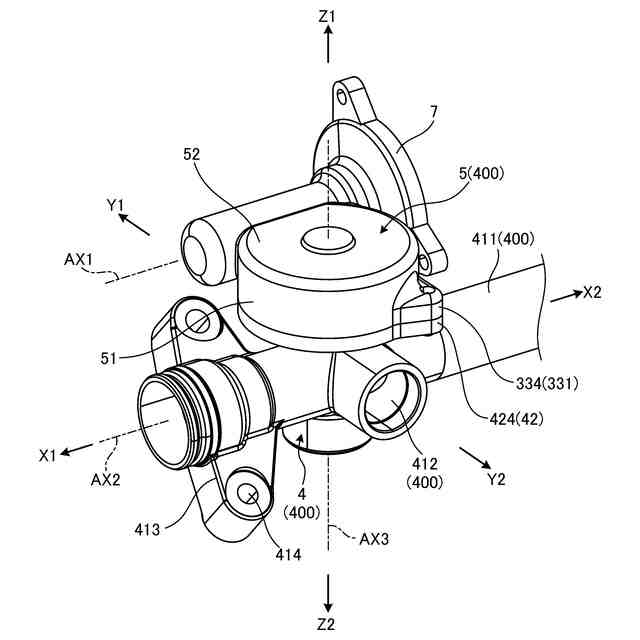
前記の目的を達成するため、一態様に係る電動パワーステアリング装置は、第1方向に延びるピニオン軸と、前記ピニオン軸における第1方向の一方側に取り付けられ、且つ、外周にホイール歯部が設けられるウォームホイールと、第1方向と交差する第2方向に延び、前記ホイール歯部と噛み合うシャフト歯部を有し、且つ、モータの駆動力によって回転するウォームシャフトと、前記ピニオン軸を収容し且つ第1方向の一方側に第1取付部を有する第1ハウジングと、当該第1ハウジングに対して第1方向の一方側に隣接して配置され、前記ウォームホイールおよび前記ウォームシャフトを収容し、且つ、前記第1取付部にボルトを介して取り付けられる第2取付部を有する第2ハウジングと、を含むハウジングと、前記第2取付部を前記第1取付部に対して支持する支持部材と、を備え、前記第1取付部および前記第2取付部の少なくとも一方には、止まり穴または貫通孔である支持穴が設けられ、他方には、当該支持穴に挿入される前記支持部材が設けられる。
【0009】
前述したように、特許文献1では、第1フランジ、第2フランジおよびボルトの数を減らして、径方向の突出長さを小さくすればハウジングを小型化することができる。しかし、ボルトの数を減らすと、ウォームホイールからウォームシャフトに加わる反力を抑えきれずに、第2ハウジングが第1ハウジングから外れる可能性がある。従って、第1フランジ、第2フランジおよびボルトの数を減らしてハウジングを小型化することが困難である。
【0010】
これに対して、本開示では、ボルトに加えて支持部材を介して第1取付部および第2取付部を支持する。ここで、本開示において、ボルトを介して第1取付部と第2取付部とを締結するためには、締結工具をボルトの頭部に嵌めてボルトを回転させながら、ボルトの雄ねじ部を、第1取付部または第2取付部の雌ねじ部に締結させる作業が必要となる。よって、電動パワーステアリング装置におけるボルトを配置する部位に、ボルト締結作業を行うスペースが必要となる。また、ボルトは、頭部の径が雄ねじ部の径よりも大きくなるため、例えば、ボルトをハウジングの上側から締結させる場合、ボルトの頭部を配置できるスペースが必要となる。このように、ボルトを介する締結では、ハウジングに締結スペースが必要となるが、ハウジングにおける径方向の内側の部位には締結スペースが少ないため、径方向の外側端部のフランジを設け、当該フランジにボルトを配置することが想定される。このように、ボルトのみの締結では、ハウジングが径方向に大きくなってしまう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精工株式会社
軸受装置
1か月前
日本精工株式会社
軸受装置
10日前
日本精工株式会社
操舵装置
今日
日本精工株式会社
減速装置
1か月前
日本精工株式会社
駆動装置
29日前
日本精工株式会社
転がり軸受
今日
日本精工株式会社
駆動輪及び台車
今日
日本精工株式会社
ボールねじ装置
1か月前
日本精工株式会社
ハブユニット軸受
20日前
日本精工株式会社
直動案内軸受装置
3日前
日本精工株式会社
リニアガイド装置
10日前
日本精工株式会社
車両用アクチュエータ
29日前
日本精工株式会社
車両用アクチュエータ
29日前
日本精工株式会社
車両用アクチュエータ
29日前
日本精工株式会社
ボールねじ及び工作機械
1か月前
日本精工株式会社
冠型保持器、及び玉軸受
1日前
日本精工株式会社
樹脂製保持器の製造方法
今日
日本精工株式会社
ボールねじ及びブレーキ装置
9日前
日本精工株式会社
スライダ、及び直動案内装置
14日前
日本精工株式会社
転動体保持器、リニアガイド
20日前
日本精工株式会社
軸受装置及び潤滑剤状態検出方法
16日前
日本精工株式会社
ウォームホイール及びその製造方法
1か月前
日本精工株式会社
パラレルリンク機構の設計支援装置
1か月前
日本精工株式会社
転がり軸受及び転がり軸受の製造方法
3日前
日本精工株式会社
転がり軸受及び転がり軸受の製造方法
3日前
日本精工株式会社
ハブユニット軸受及び、ハブ輪の製造方法
22日前
日本精工株式会社
電動駆動装置及び電動パワーステアリング装置
1か月前
日本精工株式会社
トルクセンサ装置及びトルクセンサ装置の製造方法
今日
日本精工株式会社
検出回路、放電回路、制御装置およびモータシステム
20日前
日本精工株式会社
直動案内装置及び直動案内装置への潤滑油供給量の測定方法
3日前
日本精工株式会社
ステアリング装置、および、ハウジングとフレームとの結合構造
1か月前
日本精工株式会社
細胞注入装置、及び外来細胞を内包するオルガノイドの作成方法
1か月前
日本精工株式会社
電動パワーステアリング装置および電動パワーステアリング装置の製造方法
7日前
日本精工株式会社
転動装置における水素発生量予測方法、これに用いられる水素発生試験装置、及び、転動装置における白色組織剥離の可能性評価方法
1か月前
個人
自転車の傘
5か月前
個人
重量物移動台車
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ