TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024070437
公報種別
公開特許公報(A)
公開日
2024-05-23
出願番号
2022180929
出願日
2022-11-11
発明の名称
軟磁性薄帯
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
H02K
15/02 20060101AFI20240516BHJP(電力の発電,変換,配電)
要約
【課題】プレス加工によって軟磁性薄帯を打ち抜いてステータコア等の部品を製造する際に、部品が破損する可能性を低減できる技術を提供する。
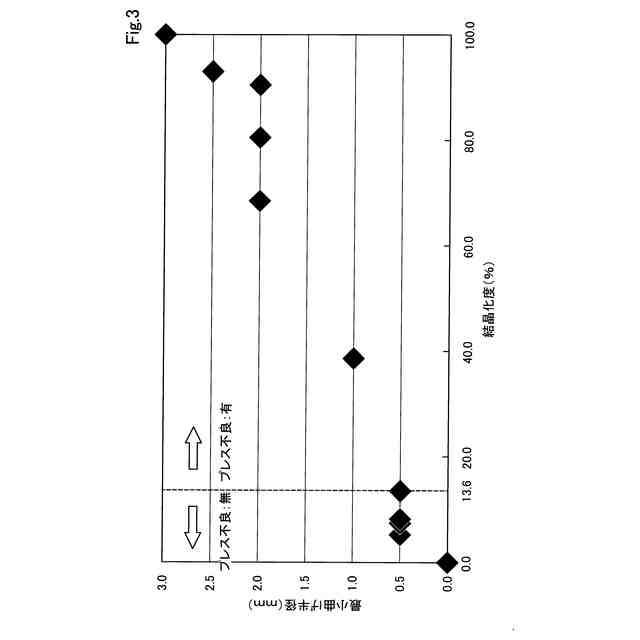
【解決手段】軟磁性薄帯は、絶縁性を有する絶縁被膜が形成された後の時点であって、プレス加工される前の時点における結晶化度が13.6%以下であり、かつ、最小曲げ半径が0.5mm以下である。
【選択図】図3
特許請求の範囲
【請求項1】
軟磁性薄帯であって、
絶縁性を有する絶縁被膜が形成された後の時点であって、プレス加工される前の時点における結晶化度が13.6%以下であり、かつ、最小曲げ半径が0.5mm以下である、軟磁性薄帯。
発明の詳細な説明
【技術分野】
【0001】
本開示は、軟磁性薄帯に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、軟磁性材料を含む軟磁性薄帯をプレス加工により打ち抜くことで得られたステータコアを積層した積層体にコイルを装着して、ステータを製造する技術が知られている(特許文献1)。この技術では、積層体を加熱して軟磁性材料の結晶化を促進させることで、ステータコアの飽和磁化を向上させている。
【先行技術文献】
【特許文献】
【0003】
特開2019-106756号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来の技術では、軟磁性材料の結晶化度の値によっては、プレス加工によって軟磁性薄帯を打ち抜いてステータコア等の部品を製造する際に、部品が破損する場合がある。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
本開示の一形態によれば、軟磁性薄帯が提供される。軟磁性薄帯は、絶縁性を有する絶縁被膜が形成された後の時点であって、プレス加工される前の時点における結晶化度が13.6%以下であり、かつ、最小曲げ半径が0.5mm以下である。この形態によれば、絶縁性を有する絶縁被膜が形成された後の時点であって、プレス加工される前の時点における軟磁性薄帯の結晶化度を13.6%以下とすることで、軟磁性薄帯の最小曲げ半径をより小さくすることができる。これにより、絶縁被膜が形成された後の時点であって、プレス加工される前の時点における軟磁性薄帯の強度が低下することを抑制できるため、プレス加工によって軟磁性薄帯を打ち抜いて部品を製造する際に、部品が破損する可能性を低減することができる。
本開示は、上記の軟磁性薄帯以外の種々の形態で実現することが可能である。例えば、軟磁性薄帯の製造方法、軟磁性薄帯を用いて製造される部品等の形態で実現することができる。
【図面の簡単な説明】
【0007】
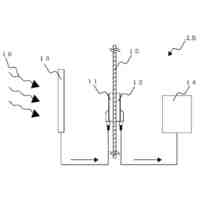
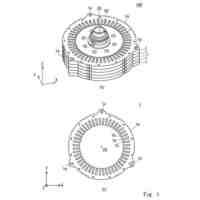
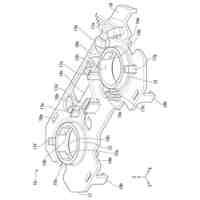
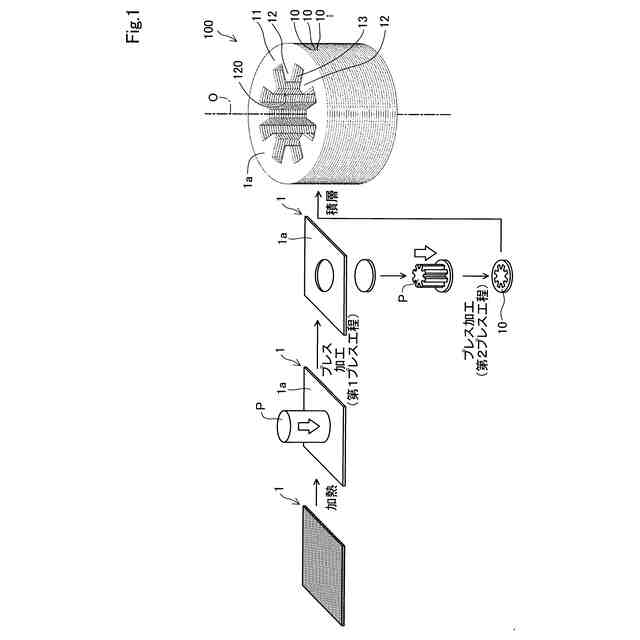
ステータコアを積層した積層体の概略構成と製造方法とを説明するための図。
結晶化度とプレス不良の有無との関係を調べた実験結果を示す図。
軟磁性薄帯の結晶化度と最小曲げ半径との関係を調べた実験結果を示す図。
【発明を実施するための形態】
【0008】
A.実施形態:
図1は、ステータコア10を積層した積層体100の概略構成と製造方法とを説明するための図である。積層体100は、例えば、モータ等の回転電機に用いられるステータ(図示せず)のコア部材であって、導線により形成されたコイル(図示せず)が装着されるコア部材である。積層体100は、コイルに通電することで生じる磁力を強める磁芯として機能する。積層体100は、複数のステータコア10を軸線Oに沿って積層した後に、隣接するステータコア10同士を溶接ないし加締めすることで形成される。
【0009】
ステータコア10は、円環形状のヨーク11と、ヨーク11から軸線Oの位置する内周側に向けて延びる複数のティース12と、隣接する2つのティース12間に形成される空間部としてのスロット13と、を有する。複数のティース12は、ヨーク11の内周に沿った周方向に間隔を空けて配置されている。複数のティース12により形成された突出部120、すなわち、積層体100において、ティース12が軸線Oに沿って積層されることにより形成された突出部120には、コイルが装着される。ステータコア10の表面は、渦電流に起因する損失を低減するために、絶縁性を有する絶縁被膜1aによって覆われている。
【0010】
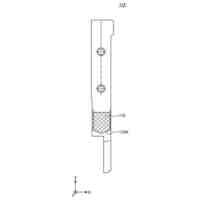
ステータコア10は、軟磁性材料を薄板状に成形した軟磁性薄帯1であって、絶縁被膜1aが形成された軟磁性薄帯1を、プレス加工によってパンチPで打ち抜くことにより形成される。具体的には、ステータコア10は、ヨーク11を形成するために軟磁性薄帯1を円環形状に打ち抜く第1プレス工程と、ティース12およびスロット13を形成するために軟磁性薄帯1を歯車形状に打ち抜く第2プレス工程と、を実行することで形成される。第1プレス工程と第2プレス工程とはいずれが先に実行されてもよい。軟磁性材料は、例えば、Fe、Co、Ni等の少なくとも1種類の磁性金属と、B、C、P、Al、Si、Ti、V、Cr、Mn、Cu、Y、Zr、Nb、Mo、Hf、Ta、W等の少なくとも1種類の非磁性金属と、を含む合金である。軟磁性薄帯1は、例えば、単ロール法により、合金溶湯をロール上で急冷凝固することにより製造される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
電気推進システム
今日
株式会社コロナ
送風装置
21日前
個人
モーターの構造
6日前
個人
共振を用いた整流回路
27日前
個人
ブラシレスモータ
14日前
竹内工業株式会社
固定具
11日前
個人
バッテリ用交流電流供給回路
今日
株式会社村田製作所
電力変換装置
7日前
株式会社GSユアサ
無停電電源システム
12日前
株式会社発明ラボックス
送受電システム
28日前
株式会社GSユアサ
無停電電源システム
28日前
株式会社村田製作所
電力変換装置
7日前
中国電力株式会社
変圧器取替工法
26日前
トヨタ自動車株式会社
ステータコア
24日前
株式会社豊田自動織機
電動機
21日前
株式会社豊田自動織機
電動機
21日前
トヨタ自動車株式会社
モータ
10日前
トヨタ自動車株式会社
故障検出回路
28日前
個人
基板使用によるコイル巻線との接続法
17日前
トヨタ自動車株式会社
故障検出回路
28日前
株式会社ARKS
電源自動切替装置
14日前
株式会社ミツバ
駆動装置
27日前
株式会社ミツバ
駆動装置
27日前
富士電機株式会社
電力変換装置
18日前
株式会社ミツバ
回転電機
21日前
住友金属鉱山株式会社
発電装置
4日前
トヨタ自動車株式会社
剥離装置
27日前
株式会社ミツバ
回転電機
4日前
株式会社ダイヘン
電圧調整装置
10日前
株式会社ダイヘン
電圧調整装置
17日前
株式会社ダイヘン
電力システム
18日前
株式会社アイシン
電源装置
6日前
株式会社アイシン
電源装置
6日前
富士電機株式会社
無停電電源装置
28日前
株式会社アイシン
電源装置
6日前
住友電気工業株式会社
半導体装置
11日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ