TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024068963
公報種別
公開特許公報(A)
公開日
2024-05-21
出願番号
2022179672
出願日
2022-11-09
発明の名称
保持テーブル修正方法
出願人
株式会社ディスコ
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
B24B
41/06 20120101AFI20240514BHJP(研削;研磨)
要約
【課題】探針を破損させることなくハイトゲージを使用して保持テーブルのセルフグラインドを実施する。
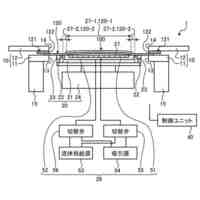
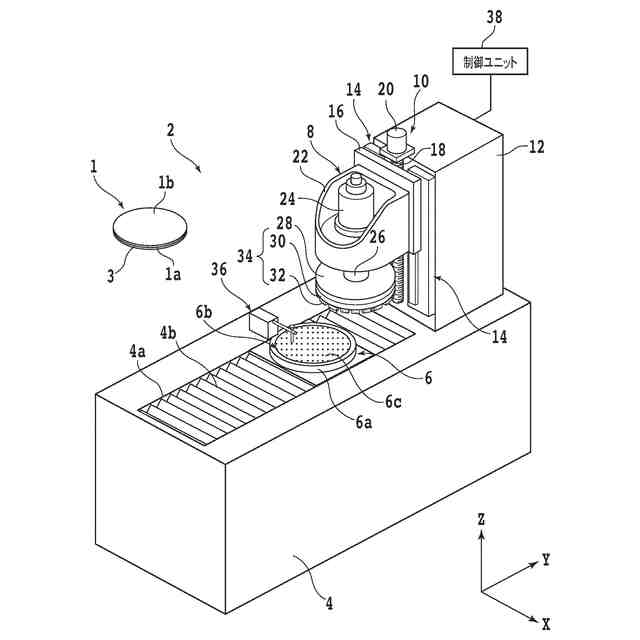
【解決手段】保持面を有する保持テーブルと、研削砥石を有する研削ホイールを備える研削ユニットと、該保持テーブルの該保持面の高さを測定できるハイトゲージと、を具備する研削装置において該保持テーブルを該研削ホイールで修正する保持テーブル修正方法であって、該研削ホイールを回転させるとともに該保持テーブルを回転させ、該保持面に該研削砥石を接触させることで該保持テーブルを研削し、該保持テーブルの回転を停止して、該ハイトゲージで該保持テーブルの該保持面の高さを測定し、該保持面の高さが所定高さに到達しているか否かを判定し、該保持テーブルの該保持面の高さが該所定高さに到達していないと判定された場合に該保持テーブルの回転を再開して該保持テーブルをさらに該研削ホイールで研削する。
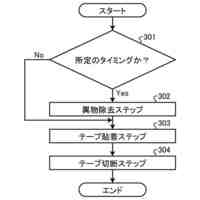
【選択図】図3
特許請求の範囲
【請求項1】
保持面を有し、該保持面に交差するテーブル回転軸の周りに回転可能であり、該保持面に載せられた被加工物を保持できる保持テーブルと、
研削砥石を有し、該保持テーブルで保持された該被加工物と、該保持テーブルと、を該研削砥石で研削できる研削ホイールを備え、該研削ホイールをホイール回転軸の周りに回転できる研削ユニットと、
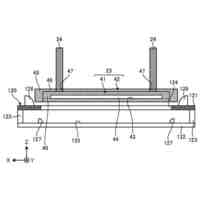
該保持テーブルで保持された該被加工物の上面の高さと、該保持テーブルの該保持面の高さと、を測定できるハイトゲージと、
を具備する研削装置において該保持テーブルを該研削ホイールで修正する保持テーブル修正方法であって、
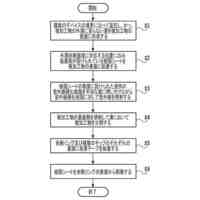
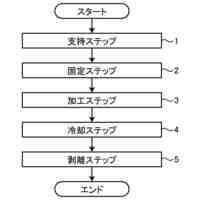
該研削ホイールを該ホイール回転軸の周りに回転させるとともに該保持テーブルを該テーブル回転軸の周りに回転させ、該研削ホイール及び該保持テーブルを接近させて該保持面に該研削砥石を接触させることで該保持テーブルを研削する第1の研削ステップと、
該第1の研削ステップを実施した後、該保持テーブルの回転を停止して、該ハイトゲージで該保持テーブルの該保持面の高さを測定する高さ測定ステップと、
該ハイトゲージで測定した該保持テーブルの該保持面の高さが所定高さに到達しているか否かを判定する判定ステップと、
該判定ステップで該保持テーブルの該保持面の高さが該所定高さに到達していないと判定された場合に該保持テーブルの回転を再開して該保持テーブルをさらに該研削ホイールで研削する第2の研削ステップと、
を備えたことを特徴とする保持テーブル修正方法。
続きを表示(約 110 文字)
【請求項2】
該第2の研削ステップでは、該高さ測定ステップで測定された該保持―テーブルの該保持面の高さと、該所定高さと、の差を研削量として該保持テーブルを研削することを特徴とする請求項1に記載の保持テーブル修正方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、被加工物を吸引する保持テーブルの修正方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
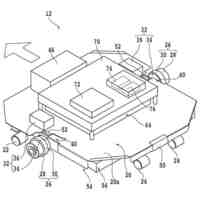
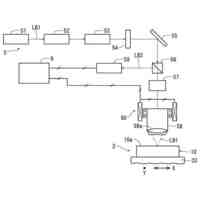
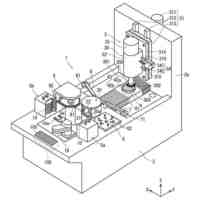
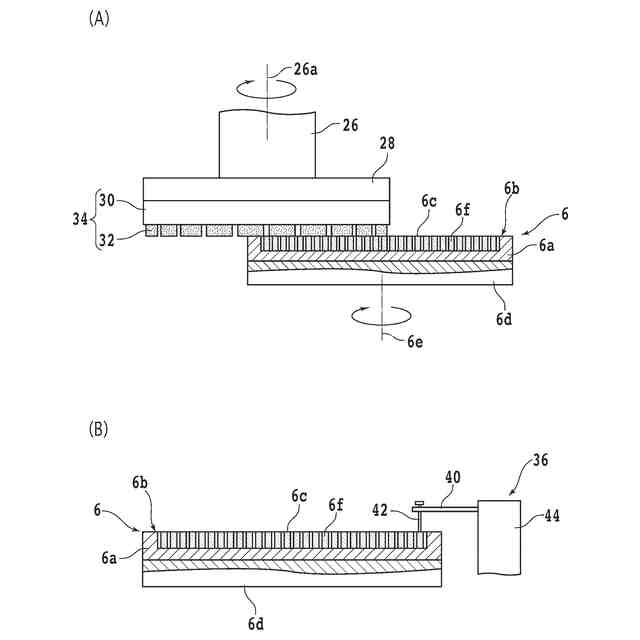
半導体ウェーハ、セラミックス基板、樹脂パッケージ基板等の板状の被加工物を保持テーブル(チャックテーブル)で吸引保持し、研削ホイールで研削する研削装置が知られている。研削ホイールは保持テーブルの上方に配置されており、当該研削ホイールの下面には、研削砥石が固定されている。保持テーブル及び研削ホイールを互いの接触面に概ね垂直な軸のまわりにそれぞれ回転させるとともに、研削ホイールを降下させて被加工物に研削砥石を押し当てることで、被加工物が研削されて被加工物の厚さが薄くなる。
【0003】
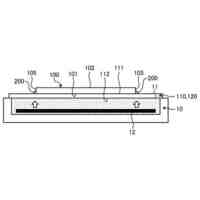
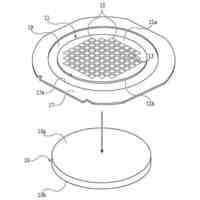
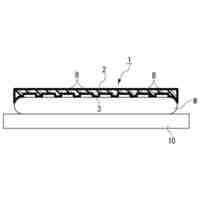
保持テーブルは、上面(保持面)側で被加工物を支持する円盤状の支持体と、支持体の周囲を囲み且つ支持体の下面側を支持する凹部を有する金属製の枠体とを備える。支持体は、例えば、セラミックス等の材料で形成されたポーラス板、または、立ち並ぶ複数の金属製のピンの集合体である。特に後者を支持体として備える保持テーブルは、ピンチャック式の保持テーブル(チャックテーブル)などと呼ばれることがある(例えば、特許文献1参照)。
【0004】
保持テーブルは、支持体の上面に負圧を伝達するための吸引経路を内部に有する。吸引経路は支持体及び枠体を通じて形成されており、吸引経路の始端には真空ポンプ等の吸引源が接続されている。支持体の上面に被加工物を配置し、吸引源により負圧を発生させると、被加工物が保持テーブルに吸引保持される。このように、支持体の上面が保持面として機能する。換言すると、保持テーブルは、上面に保持面を有する。
【0005】
研削装置で保持テーブルの使用を開始する際、または、研削装置のメンテナンス作業を実施する際には、支持体の上面が研削砥石で研削される修正作業が実施される(特許文献2参照)。この修正作業は、セルフグラインドなどと呼ばれる。セルフグラインドされた支持体の上に被加工物を載せて保持テーブルで被加工物を吸引保持し、この被加工物を研削砥石で研削すると、被加工物の上面及び下面の凹凸が少なくなる上、両者が同様の形状となり被加工物の厚さが全体で均一となる。
【0006】
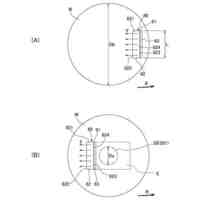
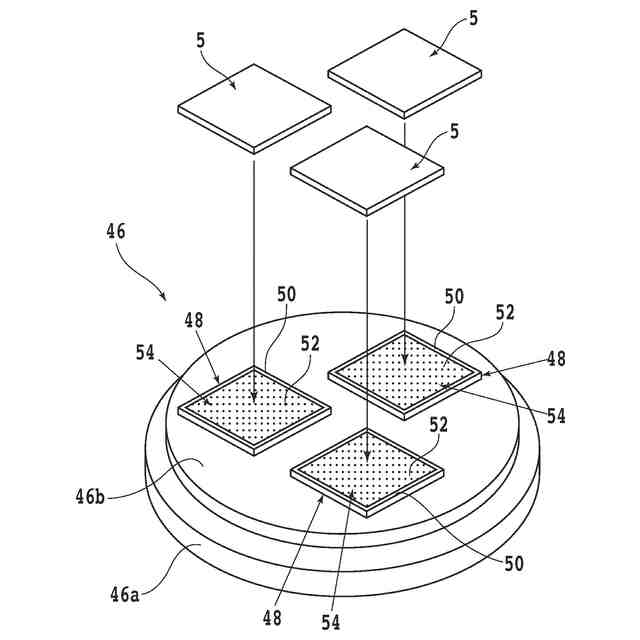
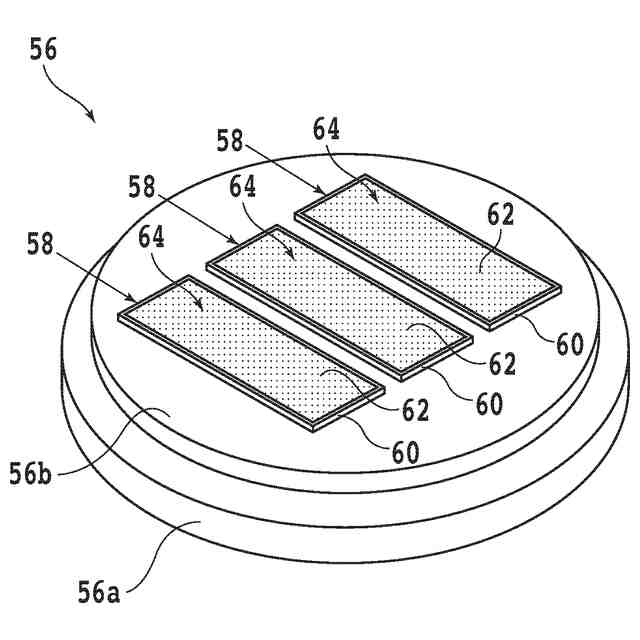
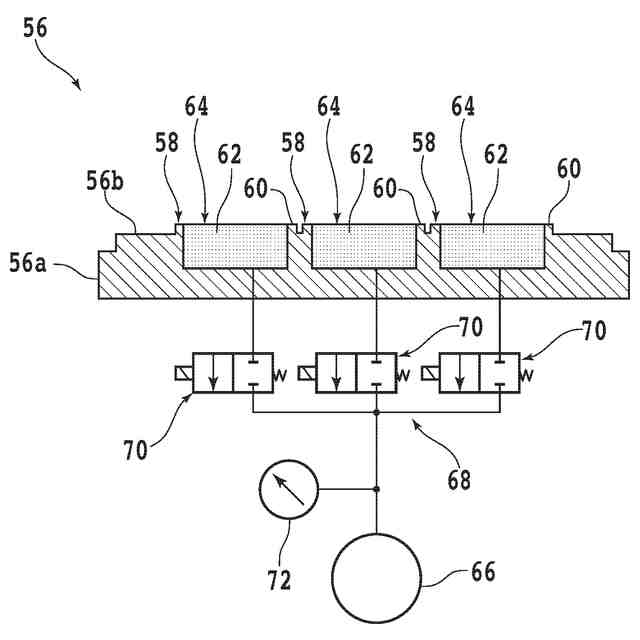
ところで、研削装置に据え付けられる保持テーブル(チャックテーブル)として、複数の比較的小型の被加工物を吸引保持できる保持テーブルが知られている(特許文献3参照)。この保持テーブルは、それぞれ被加工物を載置できる複数の保持面を備える。各保持面は、保持テーブルの他の上面よりも一段高くなっている。
【先行技術文献】
【特許文献】
【0007】
特開2006-310483号公報
特開2000-354962号公報
特開2022-79044号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
保持テーブルのセルフグラインドでは、保持テーブル(支持体)の保持面を所定の品質に仕上げるために、保持テーブルを保持面から所定の厚み以上で研削する必要がある。その一方で、研削砥石で保持テーブルを研削することは研削砥石を大きく消耗させるとともに、保持テーブルも消耗させる。そのため、セルフグラインドでは必要かつ十分な量で研削が実施されることが望まれる。
【0009】
ここで、保持テーブルに保持された被加工物を所定の厚さに研削するために、研削装置では、ハイトゲージが使用される。ハイトゲージは、被加工物の被加工面に接触する探針を備える。被加工物の研削時には、研削ホイール及び保持テーブルをそれぞれの回転軸の周りに回転させる。そして、被加工物に研削砥石を接触させつつ研削砥石の外側に露出した被加工面にハイトゲージの探針を当てることにより、徐々に薄くなる被加工物の厚みを監視する。そして、被加工物の厚みが所定の厚みに至るとき、研削を終了する。
【0010】
そこで、セルフグラインドにおいても、保持テーブルの上面にハイトゲージの探針を当てて保持テーブルの上面の高さを監視しながら保持テーブルを上面から研削することが考えられる。しかしながら、保持テーブルの上面は、被加工物の被加工面ほどには平坦ではなく、吸引経路とその外側で高低差が極めて大きい。上面が平坦ではない保持テーブルを回転させながらこの上面にハイトゲージの探針を当てると、探針の高さの変動が激しくなり探針が破損してしまう。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
除去方法
10日前
株式会社ディスコ
洗浄装置
9日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
分割装置
3日前
株式会社ディスコ
加工装置
9日前
株式会社ディスコ
加工装置
10日前
株式会社ディスコ
加工装置
3日前
株式会社ディスコ
樹脂シート
3日前
株式会社ディスコ
搬送用車両
10日前
株式会社ディスコ
搬送システム
10日前
株式会社ディスコ
基板の加工方法
10日前
株式会社ディスコ
エキスパンド方法
3日前
株式会社ディスコ
レーザー加工装置
3日前
株式会社ディスコ
チップの製造方法
9日前
株式会社ディスコ
被加工物の加工方法
11日前
株式会社ディスコ
被加工物の処理方法
11日前
株式会社ディスコ
被加工物の加工方法
13日前
株式会社ディスコ
被加工物の研削方法
3日前
株式会社ディスコ
ウエーハの処理方法
13日前
株式会社ディスコ
被加工物の研削方法
6日前
株式会社ディスコ
ウエーハの加工装置
6日前
株式会社ディスコ
ウェーハの研削方法
5日前
株式会社ディスコ
チップ間隔形成方法
3日前
株式会社ディスコ
拡張方法及び拡張装置
6日前
株式会社ディスコ
樹脂部材及び分割装置
5日前
株式会社ディスコ
測定方法及び測定装置
5日前
株式会社ディスコ
テープ貼り機の清掃方法
3日前
株式会社ディスコ
ウェーハの分離検出方法
5日前
株式会社ディスコ
搬送アームの高さ検出方法
3日前
株式会社ディスコ
研磨パッドの取り外し方法
3日前
株式会社ディスコ
デバイスチップの製造方法
6日前
株式会社ディスコ
シート拡張装置、シートの拡張方法
3日前
株式会社ディスコ
加工装置及びキーパターンの登録方法
5日前
株式会社ディスコ
ロールテープ、及び、ロールテープの処理方法
3日前
株式会社ディスコ
保護シート及びこれを用いるウェーハの処理方法
10日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ