TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024040540
公報種別
公開特許公報(A)
公開日
2024-03-26
出願番号
2022144949
出願日
2022-09-13
発明の名称
ランプシェードの製造方法
出願人
ユニチカ株式会社
代理人
個人
主分類
F21V
1/26 20060101AFI20240318BHJP(照明)
要約
【課題】 中空球体等の複雑な形状のランプシェードを容易に得る方法を提供する。
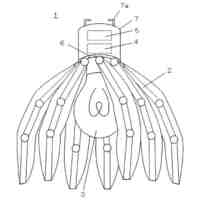
【解決手段】 芯成分がポリエチレンテレフタレートで鞘成分が共重合ポリエステルよりなる芯鞘型複合フィラメントが、複数本集束してなるマルチフィラメント糸を準備する。このマルチフィラメント糸を横編機に掛けて、筒状の編物を得る。筒状の編物の中に風船を載置した後、風船に空気を入れて膨らませる。膨らんだ風船がランプシェード模型となる。この結果、筒状の編物の口から中央に向けて徐々に膨らんだ状態となり、ぼんぼり状の風船の表面にぼんぼり状の編物が被覆されている状態となった。この状態で、180℃の熱風循環式乾燥機内に静置し、10分間熱処理した。その後、大気中で放冷し、風船の表面の編物は固化した。風船の空気を抜いて、風船を萎ませた後、編物の口から風船を取り出し、ぼんぼり状のランプシェードを得た。
【選択図】 なし
特許請求の範囲
【請求項1】
高融点重合体よりなる芯成分と低融点重合体よりなる鞘成分とで形成された芯鞘型複合繊維を準備する準備工程、
ランプシェード模型の表面を前記芯鞘型複合繊維で被覆する被覆工程、
前記芯鞘型複合繊維に熱を与える加熱工程及び
前記鞘成分の溶融固化により前記芯鞘型複合繊維相互間を融着させる融着工程を具備することを特徴とするランプシェードの製造方法。
続きを表示(約 1,000 文字)
【請求項2】
高融点重合体よりなる芯成分と低融点重合体よりなる鞘成分とで形成された芯鞘型複合繊維を準備する準備工程、
前記芯鞘型複合繊維を含む糸を得る製糸工程、
ランプシェード模型の表面を前記糸で被覆する被覆工程、
前記糸に熱を与える加熱工程及び
前記鞘成分の溶融固化により前記芯鞘型複合繊維相互間及び前記糸相互間を融着させる融着工程を具備することを特徴とするランプシェードの製造方法。
【請求項3】
高融点重合体よりなる芯成分と低融点重合体よりなる鞘成分とで形成された芯鞘型複合繊維を準備する準備工程、
前記芯鞘型複合繊維を含む糸を得る製糸工程、
前記糸を製編織して布帛を得る製編工程、
ランプシェード模型の表面を前記布帛で被覆する被覆工程、
前記布帛に熱を与える加熱工程及び
前記鞘成分の溶融固化により前記芯鞘型複合繊維相互間及び前記糸相互間を融着させる融着工程を具備することを特徴とするランプシェードの製造方法。
【請求項4】
被覆工程の後に、加熱工程及び融着工程を実行する請求項1乃至3のいずれか一項に記載のランプシェードの製造方法。
【請求項5】
高融点重合体がポリエチレンテレフタレートであり、低融点重合体が共重合ポリエステルである請求項1乃至3のいずれか一項に記載のランプシェードの製造方法。
【請求項6】
芯鞘型複合繊維が芯鞘型複合フィラメントである請求項1乃至3のいずれか一項に記載のランプシェードの製造方法。
【請求項7】
芯鞘型複合繊維が芯鞘型複合フィラメントであり、糸が複数本の芯鞘型複合フィラメントを集束してなるマルチフィラメント糸である請求項2又は3記載のランプシェードの製造方法。
【請求項8】
布帛が緯編組織の編物である請求項3記載のランプシェードの製造方法。
【請求項9】
ランプシェード模型が風船であり、融着工程の後、該風船の気体を抜いて該ランプシェード模型を取り出す請求項1乃至3記載のランプシェードの製造方法。
【請求項10】
糸に含まれている芯鞘型複合繊維の鞘成分の溶融及び融着により、鞘成分が母体となったプラスチック様糸が形成される請求項2又は3記載のランプシェードの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ランプ等の光源を囲繞するランプシェードの製造方法に関し、特に任意の形態のランプシェードを得るのに適したランプシェードの製造方法に関するものである。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
ランプ等の光源から出る光を拡散させたり柔らかくするために、光源を囲繞するランプシェードが用いられている。このランプシェードとしては、従来より、紙や不織布が用いられている。特許文献1には、構成繊維として熱接着性繊維である芯鞘型複合繊維を含み、この熱接着性繊維により、構成繊維相互間が結合されてなるボード状の不織布をランプシェードとして用いることが記載されている。しかしながら、ボード状の不織布では、平板状又は筒状のランプシェードを得ることができるが、中空球体等の複雑な形状のランプシェードを得るのは困難である。
【0003】
特開2010-196224号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の課題は、中空球体等の複雑な形状のランプシェードを容易に得る方法を提供することにある。
【課題を解決するための手段】
【0005】
本発明は、ランプシェード模型を用い、芯鞘型複合繊維、芯鞘型複合繊維を含む糸又は当該糸を製編して得られた編物で、そのランプシェード模型の表面を被覆すると共に、芯鞘型複合繊維相互間を融着することにより、上記課題を解決したものである。すなわち、本発明は、高融点重合体よりなる芯成分と低融点重合体よりなる鞘成分とで形成された芯鞘型複合繊維を準備する準備工程、ランプシェード模型の表面を前記芯鞘型複合繊維で被覆する被覆工程、前記芯鞘型複合繊維に熱を与える加熱工程及び前記鞘成分の溶融固化により前記芯鞘型複合繊維相互間を融着させる融着工程を具備することを特徴とするランプシェードの製造方法に関するものである。また、芯鞘型複合繊維で被覆する被覆工程に代えて、芯鞘型複合繊維を含む糸でランプシェード模型の表面を被覆する被覆工程又は当該糸を製編織して得られた布帛でランプシェード模型の表面を被覆する被覆工程を採用するランプシェードの製造方法に関するものである。
【0006】
[準備工程]
本発明においては、まず、高融点重合体よりなる芯成分と低融点重合体よりなる鞘成分とで形成された芯鞘型複合繊維を準備する。この芯鞘型複合繊維は、長繊維(フィラメント)であっても短繊維であってもよい。また、芯鞘型複合繊維の芯成分と鞘成分の比は、一般的に、芯成分:鞘成分=0.5~3:1(質量比)程度である。芯鞘型複合繊維の繊度は一般的に4~20デシテックス程度であり、短繊維の場合の繊維長は一般的に10~100mm程度である。芯鞘型複合繊維の芯成分は高融点重合体よりなり、低融点重合体である鞘成分が溶融する温度では、実質的に影響を受けないものである。かかる芯成分と鞘成分の組み合わせ(芯成分/鞘成分)としては、ポリエチレンテレフタレート/共重合ポリエステル、ポリエチレンテレフタレート/ポリオレフィン、ポリアミド6/共重合ポリエステル又はポリアミド6/ポリオレフィンが挙げられる。ここで、共重合ポリエステルとしては、テレフタル酸とエチレングリコールと共に、イソフタル酸、ブチレングリコール及びε-カプロラクトンよりなる第三成分を付加し共重合してなるものである。また、ポリオレフィンとしては、ポリエチレン又はポリプロピレンが採用される。なお、ポリエチレンテレフタレート/共重合ポリエステルの組み合わせよりなる芯鞘型複合繊維は、耐光性に優れており、ランプシェードに用いるのに最も適している。上記した高融点重合体及び低融点重合体の融点は、以下のとおりである。ポリエチレンテレフタレートは約255℃、共重合ポリエステルは約110~200℃、ポリオレフィンは約100~180℃、ポリアミド6は約220~230℃である。
【0007】
[製糸工程]
芯鞘型複合繊維を用い製糸して糸を得る。糸としては、モノフィラメント糸、マルチフィラメント糸又は紡績糸が挙げられる。モノフィラメント糸の場合、溶融紡糸により、芯鞘型複合フィラメントを紡糸すれば得られる。モノフィラメント糸の繊度は、一般的に100~1000デシテックス程度である。マルチフィラメント糸の場合は、溶融紡糸により得られた芯鞘型複合フィラメントを複数本集束することにより得られる。具体的には、溶融紡糸によって複数本の芯鞘型複合フィラメントを得ると同時に集束してマルチフィラメント糸を製糸するのが好ましい。マルチフィラメント糸は撚りが施されていても施されていなくてもよい。また、芯鞘型複合フィラメントの他に異種フィラメントを混繊して、マルチフィラメント糸を得てもよい。マルチフィラメント糸の繊度及びフィラメント数は、一般的に、20~2000デシテックス/10~200フィラメントである。芯鞘型複合繊維が芯鞘型複合短繊維である場合は、芯鞘型複合短繊維を紡績して製糸し、紡績糸とすればよい。この場合も、芯鞘型複合短繊維の他に異種短繊維を混紡して紡績糸としてもよい。紡績糸の番手は、一般的に1~50番手(綿番手)である。なお、本発明において、マルチフィラメント糸の場合も、紡績糸の場合も、芯鞘型複合繊維100%であるのが好ましい。
【0008】
[製編織工程]
糸を製編織して布帛を得る。布帛としては、織物並びに経編編物又は緯編編物が用いられる。経編編物又は緯編編物は、糸により形成されたループが連結してなる布帛であり、一般的に、ループが変形することにより布帛全体が変形しやすい。したがって、複雑な形状のランプシェード模型の表面に沿いやすく、表面を良好に被覆しうるので、本発明において用いるのに好ましい。特に、緯方向にループが連結されている緯編組織の緯編編物であるのが、より変形しやすいため好ましい。緯編組織の編物は、代表的には、横編機や丸編機で製編することにより得られる。布帛の目付は任意であるが、一般的に、10~1000g/m
2
程度である。
【0009】
[被覆工程]
被覆工程ではランプシェード模型を用いる。ここで、ランプシェード模型とは、ランプシェードの内面形状と略同一の形状の外表面を持つ型又はランプシェードの外面形状と略同一の形状の内表面を持つ型のことをいう。以下、ランプシェード模型の表面と表現するときは、ランプシェード模型の外表面又は内表面の両者を含むものとする。ランプシェード模型の形状は任意であり、球体等の幾何学的形状や人形等の動物的形状等の複雑な形状であってもよい。また、ランプシェード模型の材質も任意であるが、本発明に係る方法でランプシェードを得た後に、収縮や破壊を行いやすいものであるのが好ましい。ランプシェード模型を収縮又は破壊させることにより、得られたランプシェードと模型とを容易に分離でき、模型のみを取り除くことができるからである。たとえば、ランプシェード模型として風船を用いた場合、この風船の外表面に芯鞘型複合繊維等を被覆してランプシェードを得た後、この風船内の気体を抜いて風船を収縮させれば、容易にランプシェード模型を取り除くことができる。
【0010】
芯鞘型複合フィラメント又は芯鞘型複合短繊維等の芯鞘型複合繊維を用いた場合、ランプシェード模型の表面に芯鞘型複合繊維を載せて、ランプシェード模型の表面を芯鞘型複合繊維で被覆する。また、芯鞘型複合繊維を含むモノフィラメント糸、マルチフィラメント糸又は紡績糸等の糸を用いた場合、ランプシェード模型の表面に糸を載せて、ランプシェード模型の表面を糸で被覆する。芯鞘型複合繊維又は糸を用いた場合は、ランプシェード模型の表面にこれらを載せるのであり、したがって、表面が複雑な形状のランプシェード模型であっても、その表面を被覆することができる。また、芯鞘型複合繊維を含む糸で製編織した布帛を用いた場合、ランプシェード模型の表面を布帛で包めばよい。編物、特に緯編編物の場合、変形しやすいので、表面が複雑な形状のランプシェード模型であっても、その表面を被覆することができる。なお、被覆とは、ランプシェード模型の表面に被せるという程度の意味であるが、ランプシェード模型の表面を隠蔽する程度に覆う場合も含むものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
ユニチカ株式会社
吸水性樹脂を用いた植物の生育方法
5日前
ユニチカ株式会社
ポリエステル樹脂及びポリエステル樹脂の製造方法
2日前
ユニチカ株式会社
熱転写インクリボン用樹脂組成物およびそれを含む熱転写インクリボン
2日前
個人
照明器具
1か月前
東西電工株式会社
照明装置
3か月前
東レ株式会社
光源ユニット
12日前
株式会社アルクス
ペンライト
2か月前
個人
樹木取付型ソーラー発光器
1か月前
株式会社小糸製作所
灯具
3か月前
個人
伸縮ライト
10日前
コイズミ照明株式会社
照明器具
3か月前
株式会社小糸製作所
描画用灯具
1か月前
コイズミ照明株式会社
照明器具
2か月前
株式会社小糸製作所
描画用灯具
1か月前
株式会社小糸製作所
描画用灯具
1か月前
株式会社小糸製作所
描画用灯具
1か月前
株式会社小糸製作所
取付け構造
9日前
瀧住電機工業株式会社
LED照明器具
2か月前
コイズミ照明株式会社
照明装置
1か月前
株式会社小糸製作所
車両用灯具
3か月前
コイズミ照明株式会社
照明器具
18日前
株式会社小糸製作所
車両用灯具
27日前
株式会社小糸製作所
車両用灯具
2か月前
株式会社ベスト
照明装置
24日前
コイズミ照明株式会社
照明器具
1か月前
株式会社小糸製作所
車両用灯具
1か月前
株式会社小糸製作所
車両用灯具
1か月前
株式会社小糸製作所
車両用灯具
1か月前
ダイハツ工業株式会社
車両用灯具
2か月前
株式会社小糸製作所
灯具ユニット
1か月前
株式会社遠藤照明
光源基板及び照明器具
18日前
株式会社小糸製作所
灯具ユニット
1か月前
スタンレー電気株式会社
車両用灯具
3か月前
スタンレー電気株式会社
車両用灯具
3か月前
亀田産業株式会社
照明装置
1か月前
不二サッシ株式会社
照明装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ