TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023122777
公報種別
公開特許公報(A)
公開日
2023-09-05
出願番号
2022026472
出願日
2022-02-24
発明の名称
湿式処理用ワークホルダ
出願人
株式会社NSC
代理人
主分類
C25D
17/06 20060101AFI20230829BHJP(電気分解または電気泳動方法;そのための装置)
要約
【課題】処理するワークの形状やサイズや数量等にかかわらず適正に湿式処理をすることが可能な汎用性の高い湿式処理用ワークホルダを提供する。
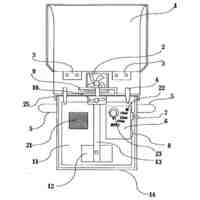
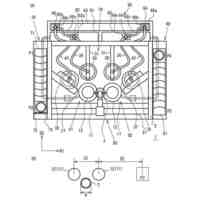
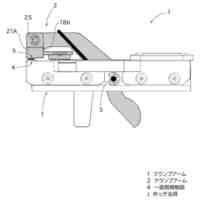
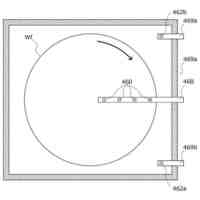
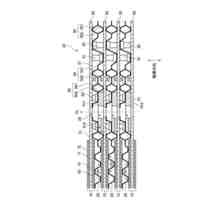
【解決手段】 ワークホルダ10は、湿式処理されるワーク50を支持するように構成される。ワークホルダ50は、ホルダ本体12、吊り下げ部14、ワーク支持部16,18、および脚部30,125を少なくとも備える。吊り下げ部14は、ホルダ本体12を湿式処理領域内で吊り下げ支持するように構成される。ワーク支持部16,18は、ホルダ本体12に位置調整自在な状態で支持されるとともに、ワーク50を支持するように構成される。脚部30,125は、ホルダ本体12を自立させるように構成される。ワーク支持部16,18は、ワーク50を支持するように構成された位置調整自在なワーク受け具20を有する。
【選択図】図3
特許請求の範囲
【請求項1】
湿式処理されるワークを支持するための湿式処理用ワークホルダであって、
ホルダ本体と、
前記ホルダ本体を湿式処理領域内で吊り下げ支持するための吊り下げ部と、
前記ホルダ本体に位置調整自在な状態で支持されるとともに、前記ワークを支持するように構成されたワーク支持部と、
前記ホルダ本体を自立させるように構成された脚部と、
を少なくとも備え、
前記ワーク支持部は、前記ワークを支持するように構成された位置調整自在なワーク受け具を有することを特徴とする湿式処理用ワークホルダ。
続きを表示(約 260 文字)
【請求項2】
前記ホルダ本体が板状を呈しており、
前記ワーク支持部が、前記ホルダ本体に位置調整自在に取り付け自在な細長い板状を呈するワーク支持部材であり、
前記ワーク受け具が、ワーク支持部材に複数設けられることを特徴とする請求項1に記載の湿式処理用ワークホルダ。
【請求項3】
前記ワーク受け具は、ワークを支持するように構成された支持溝を有しており、前記ワーク支持部材に対して回動自在およびスライド自在に支持されることを特徴とする請求項2に記載の湿式処理用ワークホルダ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、湿式処理されるワークを支持するための湿式処理用ワークホルダに関する。
続きを表示(約 1,100 文字)
【背景技術】
【0002】
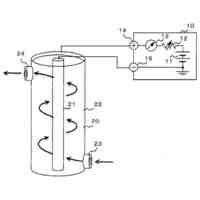
ガラス基板やシリコン基板等のワークに金属膜を成膜する際には、無電解めっきが採用されることが多かった。無電解めっき処理を行う場合、ワークをめっき液に接触させるために、ワークを支持するワークホルダを吊り下げた状態でめっき浴内に浸漬させることが多かった。
【0003】
ところが、ワークホルダに支持されたワークに接触するめっき液が滞留している場合、古くなっためっき液が新たなめっき液に置換されないため、ワークの表面への金属イオンの供給が円滑に行われないという不都合が発生することがあった。
【0004】
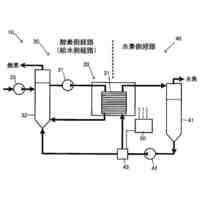
そこで、従来技術の中には、ワークを処理液に浸漬させた状態で上昇および下降させることが可能なワークホルダ送り機構を採用する湿式処理装置があった。このような構成を採用することによって、均一なワークの表面処理を実現することが可能になるとされていた。
【先行技術文献】
【特許文献】
【0005】
特開2015-179747号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、従来のワークホルダは同一形状で同一サイズのワークを処理すること想定して専用のワークホルダを用いているため、形状やサイズが異なる複数のワークを処理することには向いていなかった。
【0007】
また、通常はワークホルダごとに収納可能数量が固定されているため、開発試作のために少量のワークを処理したり、イレギュラーな数のワークを処理する必要が発生したりする場合に対応しにくいという不都合があった。
【0008】
本発明の目的は、処理するワークの形状やサイズや数量等にかかわらず適正に湿式処理をすることが可能な汎用性の高い湿式処理用ワークホルダを提供することである。
【課題を解決するための手段】
【0009】
本発明に係る湿式処理用ワークホルダは、湿式処理されるワークを支持するためのものである。湿式処理の代表例として無電解めっき処理が挙げられるが、これ以外にも洗浄処理、エッチング処理等にも用いることが可能である。
【0010】
この湿式処理用ワークホルダは、ホルダ本体、吊り下げ部、ワーク支持部、および脚部を少なくとも備える。ワークホルダの材質の例としては、ステンレス鋼が挙げられるが、必要となる耐食性や加工性や強度等の条件を満たす場合には、他の金属や樹脂等その他の材料を採用することも可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
小型めっき装置
2か月前
キヤノン電子株式会社
撥水部材
2か月前
株式会社カネカ
電解装置
4か月前
株式会社カネカ
電解装置
4か月前
太陽誘電株式会社
めっき装置
5か月前
株式会社カネカ
光電解モジュール
7か月前
株式会社カネカ
光電解モジュール
7か月前
株式会社神戸製鋼所
接点材料
4か月前
株式会社ワンテンス
電解装置
4か月前
石福金属興業株式会社
オゾン発生用電極
7か月前
三菱マテリアル株式会社
コネクタ用端子材
7か月前
三菱マテリアル株式会社
コネクタ用端子材
7か月前
日本ラック株式会社
めっき治具
4か月前
トヨタ自動車株式会社
水電解装置
1か月前
トヨタ自動車株式会社
水電解セル
12日前
トヨタ自動車株式会社
水電解セル
9日前
株式会社大阪ソーダ
水素発生電極、及びその製造方法
3か月前
トヨタ自動車株式会社
水電解装置
1日前
トヨタ自動車株式会社
水電解セル
7日前
三恵技研工業株式会社
外装品及びその製造方法
1か月前
株式会社神戸製鋼所
端子材料および端子
1か月前
株式会社ナノバブル研究所
微細生成物発生装置
1か月前
TDK株式会社
電子部品の製造装置
2か月前
株式会社ヨコオ
軸材及び電鋳管の製造方法
6か月前
トヨタ自動車株式会社
膜電極接合体
1か月前
東ソー株式会社
食塩電解用酸素還元電極とその製造方法
2日前
東洋鋼鈑株式会社
合金電解箔
7か月前
株式会社荏原製作所
めっき装置
6か月前
株式会社東芝
電解装置
1か月前
トヨタ自動車株式会社
水電解スタック
6か月前
株式会社東芝
電解装置
1か月前
株式会社SCREENホールディングス
水電解装置
1か月前
トヨタ自動車株式会社
水電解システム
2か月前
株式会社大気社
電着装置
8日前
トヨタ自動車株式会社
水電解システム
7日前
トヨタ自動車株式会社
水電解システム
5日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ