TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025152758
公報種別
公開特許公報(A)
公開日
2025-10-10
出願番号
2024054821
出願日
2024-03-28
発明の名称
冷鍛性と窒化性に優れた窒化用鋼
出願人
山陽特殊製鋼株式会社
代理人
個人
,
個人
主分類
C22C
38/00 20060101AFI20251002BHJP(冶金;鉄または非鉄合金;合金の処理または非鉄金属の処理)
要約
【課題】 良好な冷鍛性と窒化後の芯部硬さの確保、ならびに部品の強度維持に必要となる芯部の硬さばらつき抑制を窒化用鋼において実現可能な化学成分と冷鍛前組織の提供
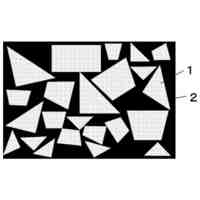
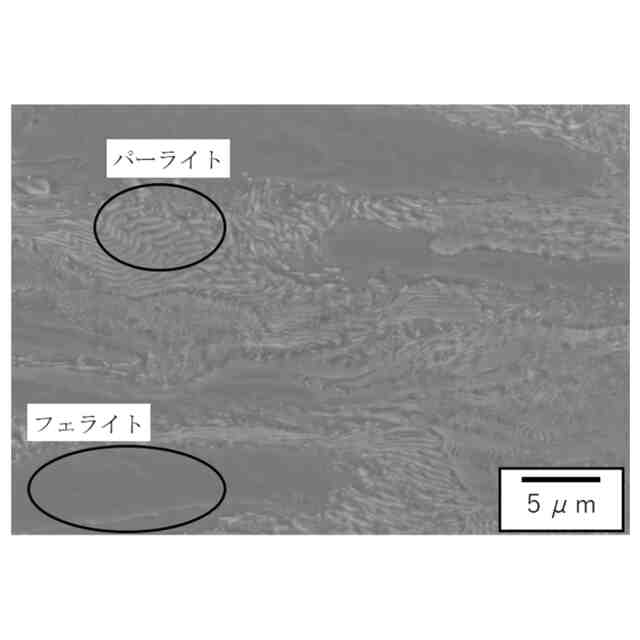
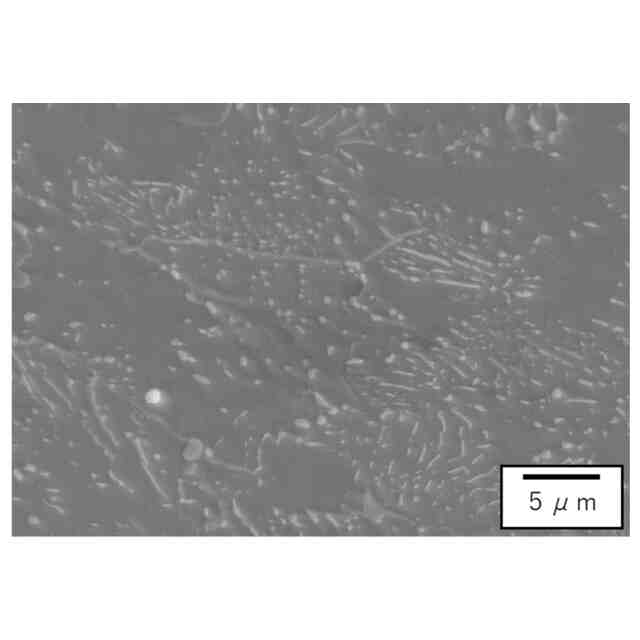
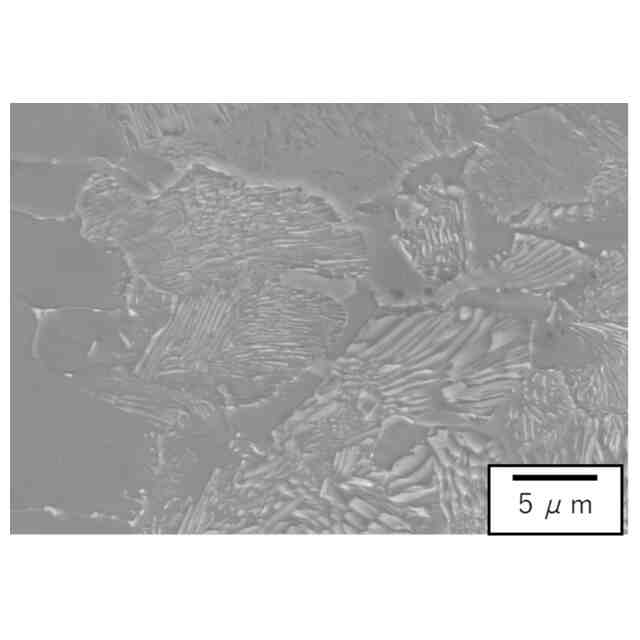
【解決手段】 質量%で、C:0.20~0.30%、Si:0.25~0.70%、Mn:0.20~0.40%、S:0.005~0.025%、Cr:1.50~2.50%、Al:0.015~0.035%、N:120~170ppm、また付加的成分として、Mo:0.10~0.40%、Nb:0.030~0.050%の内の一種または二種を含有し、残部がFeおよび不可避的不純物からなる、冷間鍛造用窒化用鋼であって、冷間鍛造前の鋼の組織がフェライトおよびパーライトであり、その面積率が90%以上であって、窒化前の鋼の組織の、パーライト組織中のラメラー間隔が平均で0.20μm以上であって、成分偏析の幅が60μm以下である、冷間鍛造用窒化用鋼。
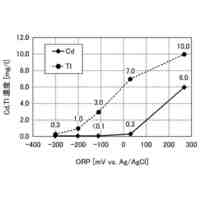
【選択図】 図2
特許請求の範囲
【請求項1】
質量%で、
C:0.20~0.30%、
Si:0.25~0.70%、
Mn:0.20~0.40%、
S:0.005~0.025%、
Cr:1.50~2.50%、
Al:0.015~0.035%、
N:120~170ppmを含有し、
さらに選択的成分として、Mo:0.10~0.40%、Nb:0.030~0.050%のうち少なくとも1種または2種を含有し、
残部がFeおよび不可避的不純物からなる、
冷間鍛造用窒化用鋼。
続きを表示(約 500 文字)
【請求項2】
冷間鍛造前の鋼の組織の面積率の90%以上がフェライトおよびパーライトである請求項1に記載の冷間鍛造用窒化用鋼。
【請求項3】
窒化前の鋼の組織のパーライト組織中のラメラー間隔が平均で0.20μm以上である請求項1に記載の冷間鍛造用窒化用鋼。
【請求項4】
窒化前の鋼の組織の成分偏析の幅が60μm以下である請求項1に記載の冷間鍛造用窒化用鋼。
【請求項5】
50%~70%の圧縮率で冷間鍛造されたときの芯部硬さが平均270HV以上となる、請求項1に記載の冷間鍛造用窒化用鋼。
【請求項6】
請求項1に記載の冷間鍛造用窒化用鋼を用いた、冷間鍛造後の芯部硬さが230~350HVである冷間鍛造された状態の窒化用鋼。
【請求項7】
請求項1に記載の冷間鍛造用窒化用鋼を用いた鋼部品であって、窒化後の芯部硬さが平均250HV以上である、冷間鍛造窒化鋼部品。
【請求項8】
請求項1に記載の冷間鍛造用窒化用鋼を用いた鋼部品であって、窒化後の芯部硬さが230~350HVである冷間鍛造窒化鋼部品。
発明の詳細な説明
【技術分野】
【0001】
本発明は、冷間鍛造後の鋼部品に、ガス窒化やガス軟窒化などの窒素(N)を侵入させる表面硬化処理を施して用いる冷間鍛造窒化部品、例えば自動車、建設機械、工作機械などのギヤなどの冷間鍛造後に窒化された機械部品と、それらの素材として好適な冷間鍛造用窒化用鋼に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
比較的炭素量の低い亜共析組成の鋼を素材として製造されるギヤやシャフトなどの鋼製部品は、製品として使用する際には表面に高い強度、耐摩耗性が要求される。そこで、部品形状に加工したのちに表面付近を硬化させる処理が施される。もっとも、炭素量が低いため、単に焼入れを行ってマルテンサイト組織に調整しても使用に耐える硬さは得られない。
【0003】
そこで表面を強化させる技術として、浸炭焼入れ、浸炭窒化焼入れなど、部品表面から炭素を浸入させてから焼入れすることによりマルテンサイト組織の硬さを高める(ビッカース硬さで700HV以上ほど)処理が利用されている。これらの処理では、1mm前後の硬化層深さを得ることができる。その一方で、生産工程で多用されているガス浸炭処理では浸炭反応の過程や余剰な浸炭ガスの燃焼過程で二酸化炭素が多く排出されるため、昨今のカーボンニュートラル化の風潮にはそぐわないものとなっていた。
【0004】
部品の製造工程における二酸化炭素の排出を減らすためには、ガス浸炭処理は不利である。ガス浸炭処理よりも二酸化炭素排出を減らす浸炭手段としては真空浸炭処理がある。この処理では炭化水素ガスを浸炭源として用いるため、浸炭反応に伴う二酸化炭素の発生がない。
【0005】
ただし、浸炭反応を利用する表面硬化処理においては、鋼中に炭素を浸入させるのに有利な高温(一般的には900℃以上)で熱処理を行うことが必要不可欠となっている。このような高温での浸炭処理後に低温(一般的には30℃以上)の冷媒に焼入れする際には、熱処理変形が発生してシャフトの曲がりや、ギヤの歯のねじれや倒れが助長されやすいという問題がある。
【0006】
そこで、二酸化炭素の排出が少なく、より低温で表面硬化処理が可能な熱処理が注目される。そのような表面硬化熱処理の方法として、窒化処理が利用されている。窒化処理は表面から窒素を浸入させて硬質な化合物層や窒素拡散層を利用して強度を得る方法で、一般的に熱処理温度は500~600℃程度である。窒化層の深さは一般的に300μm未満ほどである。
【0007】
上述のとおり窒化処理と浸炭処理では得られる硬化層の深さに違いがあり、浸炭の方がより深い硬化層を得られるため、浸炭部品は、より高い応力負荷を繰り返し受ける用途にも用いることができる。もっとも、比較的小型の部品等ではそこまで高い応力負荷に耐える必要がない用途も存在する。そこで、そのような比較的負荷の低い用途に対して、窒化処理の適用の拡大が期待されている。
【0008】
とはいえ、窒化処理の課題として、鋼をオーステナイト化する温度まで昇温させないために、必要な硬化に対してマルテンサイト変態は利用できず、その場合、窒化処理の影響が及ばない芯部の硬さを得るための手段が必要になることが挙げられる。
【0009】
浸炭処理の場合には、浸炭の影響を受けない芯部も浸炭加熱中にオーステナイト化し、その後焼入れされることで芯部もマルテンサイト化して硬化するため、特別に芯部を強化するための手段は必要としない。
【0010】
ところが、窒化処理においては、マルテンサイト変態は利用できないので、窒化の効果が及ばない部品の表面硬化層の下部(硬化層の深さ方向端部~内部側)の硬さを高めるためには、たとえば、予め焼入れで硬化しておき、なおかつ窒化処理温度で硬さが低下しにくいようにしたり、あるいは、窒化処理温度を析出物の時効析出を利用して、その温度が窒化処理温度域と近いことを利用して芯部側を同時に硬化させることなどが考えられる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
個人
銅鉄合金の製造
2か月前
JX金属株式会社
鉛の回収方法
9日前
JX金属株式会社
鉛の回収方法
9日前
三菱マテリアル株式会社
切削工具
10日前
古河電気工業株式会社
銅線
4日前
株式会社神戸製鋼所
銅合金板
1か月前
日本製鉄株式会社
鋼材
2か月前
住友金属鉱山株式会社
金属の抽出方法
8日前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼材
2か月前
株式会社神戸製鋼所
ボルト用鋼
4日前
日本製鉄株式会社
鋼材
2か月前
日本製鉄株式会社
鋼部品
10日前
大同特殊鋼株式会社
鋼材及び金型
2か月前
日本製鉄株式会社
鋼部品
10日前
大同メタル工業株式会社
摺動材料
2か月前
株式会社神戸製鋼所
浸炭窒化鋼材
4日前
日本製鉄株式会社
ボルト
19日前
日本製鉄株式会社
ボルト
1か月前
日本製鉄株式会社
焼結鉱の製造方法
29日前
大同特殊鋼株式会社
放熱材料
1日前
日本製鉄株式会社
鍛鋼ロール
9日前
日本製鉄株式会社
鍛鋼ロール
9日前
MAアルミニウム株式会社
ブレージングシート
1か月前
株式会社SCREENホールディングス
反応槽
2か月前
JFEスチール株式会社
鋼および鋼部品
2か月前
日本製鉄株式会社
線材
4日前
日本製鉄株式会社
ステンレス鋼材
2か月前
三菱マテリアル株式会社
超硬合金製切削工具基体
22日前
日本製鉄株式会社
ステンレス鋼材
2か月前
日本製鉄株式会社
ステンレス鋼材
2か月前
住友金属鉱山株式会社
タリウム化合物の製造方法
29日前
日本製鉄株式会社
原油油槽用鋼材
4日前
MAアルミニウム株式会社
ろう付熱処理用の組立物
1か月前
トヨタ自動車株式会社
資源の回収方法
1か月前
株式会社神戸製鋼所
アルミニウム合金押出材
3日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ