TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025145300
公報種別
公開特許公報(A)
公開日
2025-10-03
出願番号
2024045404
出願日
2024-03-21
発明の名称
打ち抜き金型用薄鋼帯搬送装置
出願人
日産自動車株式会社
,
株式会社東郷
代理人
個人
,
個人
主分類
B21D
28/02 20060101AFI20250926BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
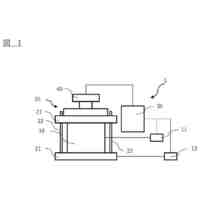
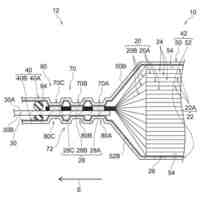
【課題】打抜き加工後の薄鋼帯がダイスと衝突、干渉することを回避できる打抜き金型用の薄鋼帯搬送装置を提供する。
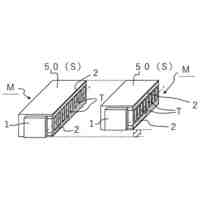
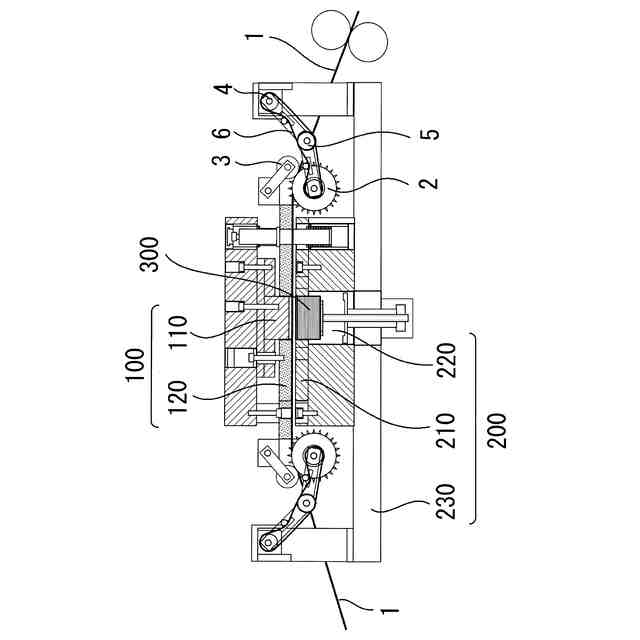
【解決手段】本発明の薄鋼帯搬送装置は、上下に動いて薄鋼帯をダイスに押し付けるストリッパと、上記ストリッパにより上記ダイスに押し付けられた上記薄鋼帯をプレスして打ち抜き加工を行うパンチと、を備えた、打抜き金型に用いられるものである。
そして、上記薄鋼帯の幅方向両端部の送り孔に係合して上記薄鋼帯を搬送するスプロケット対が、ストリッパの搬送方向上流端と下流端の両方にそれぞれ固定され、上記スプロケット対は、その上端位置が上記ストリッパの下面よりも高いこととしたため、ストリッパの下面に薄鋼帯を這わせて搬送することができ、可動ストリッパの上下動に追従して薄鋼帯が上下するため、打抜き加工後の薄鋼帯とダイスとの干渉や衝突を回避できる。
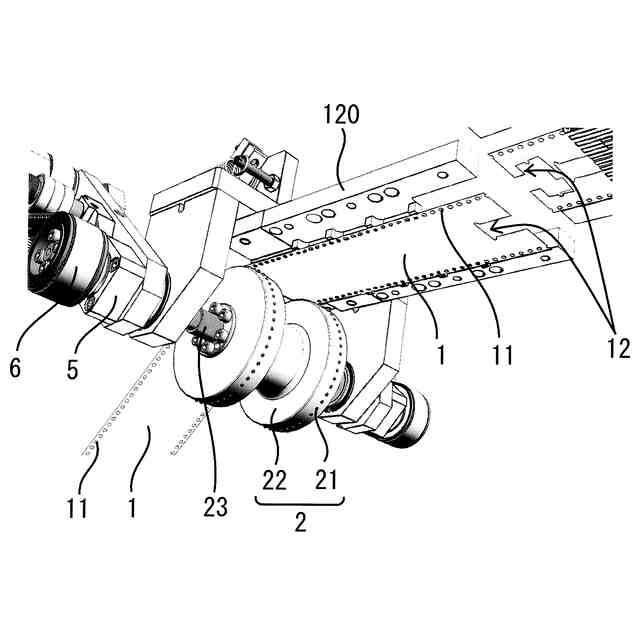
【選択図】図1
特許請求の範囲
【請求項1】
上下に動いて薄鋼帯をダイスに押し付けるストリッパと、
上記ストリッパにより上記ダイスに押し付けられた上記薄鋼帯をプレスして打ち抜き加工を行うパンチと、を備えた、打抜き金型に用いられる薄鋼帯搬送装置であって、
上記薄鋼帯の幅方向両端部の送り孔に係合して上記薄鋼帯を搬送するスプロケット対を有し、
上記スプロケット対が、ストリッパの搬送方向上流端と下流端の両方にそれぞれ固定され、
上記スプロケット対は、その上端位置が上記ストリッパの下面よりも高いことを特徴とする薄鋼帯搬送装置。
続きを表示(約 480 文字)
【請求項2】
搬送方向上流側のスプロケット対を駆動するモータが、搬送方向とは逆方向のトルクを上記上流側のスプロケット対に与え、そのトルクが搬送方向下流側のスプロケット対を駆動するモータのトルクよりも小さいことを特徴とする請求項1に記載の薄鋼帯搬送装置。
【請求項3】
上記スプロケット対が、その軸方向にスライド可能な回転軸に支持され、
対を成す2つのスプロケット間の間隔を広げる方向に付勢されていることを特徴とする請求項1に記載の薄鋼帯搬送装置。
【請求項4】
上記スプロケット対を駆動するモータが、上記ダイスを有する下型に固定され、
上記モータの駆動力を、リンク機構に支持された動力伝達部材を介して上記スプロケット対に伝達することを特徴とする請求項1に記載の薄鋼帯搬送装置。
【請求項5】
上記請求項1~4のいずれか1つの項に記載の薄鋼帯搬送装置を備える打抜き金型であって、
上記ストリッパが、その下面に上記薄鋼帯の搬送方向に延びる溝を有することを特徴とする打抜き金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は打ち抜き金型用薄鋼帯搬送装置に係り、更に詳細には、薄鋼帯を打ち抜き加工する金型に用いられる搬送装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
モータや変圧器の鉄心材料には、方向性電磁鋼板が多く使用されている。
近年、鉄損を低減するため、上記鉄心材料としてアモルファス磁性材料が用いられるようになっており、アモルファス磁性材料は、急冷のため厚さが20μm程度の非常に薄い鋼帯として形成され、上記アモルファス磁性材料の鉄心材は、上記薄鋼帯を打ち抜いて作製される。
【0003】
上記薄鋼帯を搬送するものではないが、特許文献1には、外周面が粗面加工された上下一対のローラで搬送する薄板状物を挟み、かつ上記薄板状物の両縁を包み込んで案内する幅ガイド部材を設けた搬送装置が開示され、この搬送装置によれば、上記薄板状物をスリップや蛇行させずに均一に搬送できる旨が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2000-343373号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の搬送装置は、薄板状物を一定の高さで搬送するものであるため、薄鋼帯を打ち抜いた場合は、該薄鋼帯に開けられた穿孔の縁が自重で撓み、ダイス穴の中に垂れ下がってしまう。
【0006】
そして、穿孔の縁がダイス穴の中に垂れ下がると、ダイスに引っ掛かって搬送を困難にするだけでなく、上記アモルファス磁性材料は、硬さが900Hv程度であって硬質であるため、ダイスを損傷させる原因ともなる。
【0007】
本発明は、このような従来技術の有する課題に鑑みてなされたものであり、その目的とするところは、打抜き加工後の薄鋼帯がダイスと衝突、干渉することを回避できる打抜き金型用の薄鋼帯搬送装置を提供することにある。
【課題を解決するための手段】
【0008】
本発明者は、上記目的を達成すべく鋭意検討を重ねた結果、薄鋼帯が可動ストリッパの上下動に追従して上下するように、ストリッパの下面に薄鋼帯を這わせて搬送することで上記目的が達成できることを見出し、本発明を完成するに至った。
【0009】
即ち、本発明の薄鋼帯搬送装置は、上下に動いて薄鋼帯をダイスに押し付けるストリッパと、上記ストリッパにより上記ダイスに押し付けられた上記薄鋼帯をプレスして打ち抜き加工を行うパンチと、を備えた、打抜き金型に用いられるものである。
そして、上記薄鋼帯の幅方向両端部の送り孔に係合して上記薄鋼帯を搬送するスプロケット対が、ストリッパの搬送方向上流端と下流端の両方にそれぞれ固定され、上記スプロケット対は、その上端位置が上記ストリッパの下面よりも高いことを特徴とする。
【0010】
また、本発明の打抜き金型は、上記薄鋼帯搬送装置を備える。
そして、上記ストリッパが、その下面に上記薄鋼帯の搬送方向に延びる溝を有することを特徴とする。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日産自動車株式会社
保持機構
29日前
日産自動車株式会社
保持機構
1か月前
日産自動車株式会社
電子機器
1日前
日産自動車株式会社
電動車両
17日前
日産自動車株式会社
二次電池
28日前
日産自動車株式会社
内燃機関
14日前
日産自動車株式会社
二次電池
25日前
日産自動車株式会社
積層型電池
1か月前
日産自動車株式会社
面圧付与機構
1か月前
日産自動車株式会社
面圧付与機構
1か月前
日産自動車株式会社
ロータシャフト
9日前
日産自動車株式会社
ロータシャフト
9日前
日産自動車株式会社
電池モジュール
22日前
日産自動車株式会社
電池モジュール
15日前
日産自動車株式会社
リチウム二次電池
14日前
日産自動車株式会社
車両用排気部構造
14日前
日産自動車株式会社
リチウム二次電池
28日前
日産自動車株式会社
エアレスタイヤ構造
1日前
日産自動車株式会社
塗装方法及び自動車
16日前
日産自動車株式会社
エンジンのアンダカバー
22日前
日産自動車株式会社
ギヤ装置のブリーザ構造
1か月前
株式会社ニフコ
締結構造
22日前
日産自動車株式会社
車両用荷室における排熱構造
25日前
日産自動車株式会社
相乗り可否判定方法及び装置
25日前
日産自動車株式会社
車載機能制御方法及び車載端末
1か月前
日産自動車株式会社
経路案内方法及び経路案内装置
1か月前
日産自動車株式会社
施錠制御方法及び施錠制御装置
24日前
日産自動車株式会社
配車管理装置及び配車管理方法
1か月前
日産自動車株式会社
車両制御装置及び車両制御方法
1か月前
日産自動車株式会社
画像処理方法及び画像処理装置
1か月前
日産自動車株式会社
情報提供方法及び情報提供装置
1日前
日産自動車株式会社
運転支援方法及び運転支援装置
23日前
日産自動車株式会社
画像表示方法及び画像表示装置
1か月前
日産自動車株式会社
運転支援方法及び運転支援装置
22日前
日産自動車株式会社
車両制御方法および車両制御装置
23日前
日産自動車株式会社
固体酸化物形燃料電池の製造方法
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ