TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025133371
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2024031279
出願日
2024-03-01
発明の名称
連続鋳造用モールドパウダー及び連続鋳造方法
出願人
日本製鉄株式会社
代理人
弁理士法人樹之下知的財産事務所
主分類
B22D
11/108 20060101AFI20250904BHJP(鋳造;粉末冶金)
要約
【課題】鋼の連続鋳造において、特に高Al鋼の鋳造において、安定した操業に加えて良好な鋳片品位を得る。
【解決手段】鋼の連続鋳造用モールドパウダーであって、T.CaOの濃度が25質量%以上、Fの濃度が25質量%超、SiO
2
の濃度が1質量%以上20質量%以下、アルカリ金属酸化物の濃度が10質量%以上25質量%以下であることを特徴とする連続鋳造用モールドパウダー。前記連続鋳造用モールドパウダーを用い、0.1質量%Al以上の鋼を鋳造することを特徴とする連続鋳造方法。
【選択図】なし
特許請求の範囲
【請求項1】
鋼の連続鋳造用モールドパウダーであって、T.CaOの濃度が25質量%以上、Fの濃度が25質量%超、SiO
2
の濃度が1質量%以上20質量%以下、アルカリ金属酸化物の濃度が10質量%以上25質量%以下であることを特徴とする連続鋳造用モールドパウダー。
モールドパウダー中の金属元素とFの含有量相対質量比を評価し、金属元素がすべて酸化物であるとみなして、前記金属元素の相対質量比に基づいて金属酸化物の相対質量比を算出し、全金属酸化物とFの合計含有量が100質量%となるように金属酸化物とFの含有量(質量%)を算出する。T.CaO、SiO
2
、アルカリ金属酸化物の含有量は、前記算出したCa、Si、アルカリ金属の各酸化物の含有量(質量%)を意味する。
続きを表示(約 73 文字)
【請求項2】
請求項1に記載の連続鋳造用モールドパウダーを用い、0.1質量%Al以上の鋼を鋳造することを特徴とする連続鋳造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、連続鋳造における高Al鋼の鋳造に用いる連続鋳造用モールドパウダー及び連続鋳造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
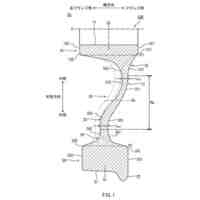
鋼の連続鋳造においては、鋳型内の溶鋼表面にモールドパウダーを添加して鋳造する。モールドパウダーとしては、主にCaO,SiO
2
、Al
2
O
3
などの酸化物、フッ化物、炭素などの粉体を混合したものが使用される。鋳型上部から溶鋼表面に添加されたモールドパウダーは、溶鋼から受ける熱によって溶融し、溶鋼表面にモールドパウダーの溶融層を形成する。この溶融層は、鋳型と凝固殻の間に流入し、モールドパウダーフィルム(以降、フィルムと略記)を形成する。
【0003】
このモールドパウダーの主な機能として、(1)溶鋼の再酸化防止と保温、(2)溶鋼から浮上する介在物の捕捉、(3)鋳型と凝固殻の潤滑、(4)凝固殻からの抜熱制御がある。本発明は(3),(4)に関連するものである。鋳型と凝固殻との間に形成するフィルムは鋳型の冷却によって形成される結晶相部分と、液相の二相からなる。フィルムの結晶相は伝熱抵抗が大きく、凝固殻の冷却速度を低減する働きがある。一方液相は、潤滑剤として作用し、鋳型と凝固殻との焼き付きを防止する働きがある。
【0004】
鋼の連続鋳造において、鋳造した鋳片表面および内部に欠陥が生じることがあり、これらは鋼材品質に悪影響を及ぼすため、欠陥発生の低減が求められる。
【0005】
Al濃度0.1%以上の高Al鋼においては、モールドパウダーの溶融層と溶鋼との間で下記(1)式のように界面反応が生じ、モールドパウダー中のSiO
2
が減少し、一方Al
2
O
3
濃度が増加する。
4[Al]+3(SiO
2
)→2(Al
2
O
3
)+3[Si] (1)
ここで[ ]は鋼中成分を意味し、( )はモールドパウダー中成分を意味する。
【0006】
したがって、Al含有量が高い鋼の鋳造においては、上記(1)式の反応によるモールドパウダーの成分変化が無視できない。モールドパウダーの成分変化によってモールドパウダーの粘度や凝固点が設計時の物性値から著しく変化し、鋳型内の潤滑性、鋳片の表面品質が劣化するという問題が生じる。
【0007】
これらの問題に対し、主に二つの対策が考えられいくつかの方法が開示されている。
第1に、Alの酸化反応を抑制し、モールドパウダーの組成およびモールドパウダーの物性の変化を小さくする方法である。
第2に、Alの酸化反応を許容し、影響を受けにくい初期組成および物性を選択する方法である。
【0008】
上記第1の方法に関連する開示技術として例えば特許文献1が該当する。
特許文献1ではモールドパウダー中のAl
2
O
3
濃度を20~40質量%、SiO
2
濃度を7.0質量%以下に規定することで、上記(1)式の界面反応を抑制し、鋳造中のモールドパウダーの物性変化の低減を意図している。界面反応が生じにくい組成設計であるが、一般的なモールドパウダーの軟化温度が1050~1250℃であるのに対し、特許文献1のモールドパウダーの軟化温度は1200~1300℃と高く、鋳型内潤滑性が不十分であり実用上の制約が大きい。ここで軟化温度とは、モールドパウダーを常温から昇温し、試料表面が溶融しはじめる状態の温度を指す。
【0009】
上記第2の方法に関連する開示技術として例えば特許文献2、特許文献3が該当する。
【0010】
一般的なモールドパウダーの組成範囲においては、結晶相としてCuspidine(3CaO・2SiO
2
・CaF
2
)が生成する。高Al鋼の連続鋳造において、モールドパウダーの溶融層中のAl
2
O
3
濃度増加によって、高融点結晶であるGehlenite(2CaO・Al
2
O
3
・SiO
2
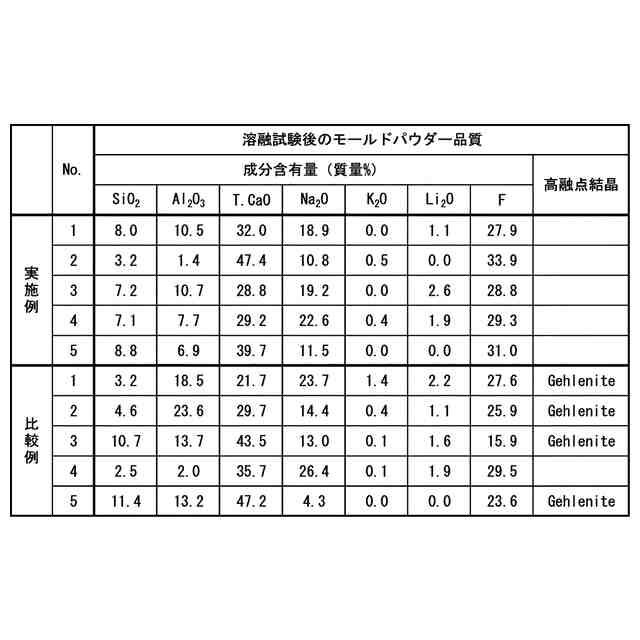
)が生成しやすい組成に変化する。高融点結晶が生成すると、モールドパウダーの粘度や凝固点が設計時の物性値から著しく変化し、鋳型内の潤滑性、鋳片の表面品質が劣化する。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
線材
2か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
29日前
日本製鉄株式会社
鋼材
29日前
日本製鉄株式会社
鋼材
29日前
日本製鉄株式会社
鋼材
29日前
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
ボルト
15日前
日本製鉄株式会社
床構造
2か月前
日本製鉄株式会社
評価方法
3か月前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
角形鋼管
2か月前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
溶接継手
3か月前
日本製鉄株式会社
管理装置
8日前
日本製鉄株式会社
リクレーマ
8日前
日本製鉄株式会社
軸受用鋼管
3か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
圧延H形鋼
2か月前
日本製鉄株式会社
柱梁接合部
2か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
転炉吹錬方法
2か月前
日本製鉄株式会社
鋼の製造方法
2か月前
日本製鉄株式会社
高Ni合金板
8日前
日本製鉄株式会社
鋼の製造方法
28日前
日本製鉄株式会社
転炉吹錬方法
2か月前
日本製鉄株式会社
高炉操業方法
27日前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
鋼線及び撚り線
2か月前
日本製鉄株式会社
鋼線及びロープ
2か月前
日本製鉄株式会社
直流電気溶解炉
2か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
ステンレス鋼板
22日前
日本製鉄株式会社
高炉の操業方法
2か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ