TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025132748
公報種別
公開特許公報(A)
公開日
2025-09-10
出願番号
2024030519
出願日
2024-02-29
発明の名称
クランクシャフトの検査装置及び検査方法
出願人
日本製鉄株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
G01B
11/24 20060101AFI20250903BHJP(測定;試験)
要約
【課題】検査時間を短縮可能で、装置コストを抑制可能な、クランクシャフトの検査装置等を提供する。
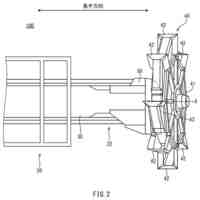
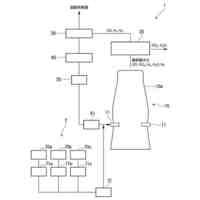
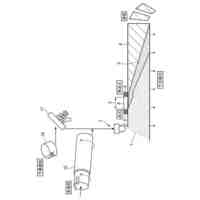
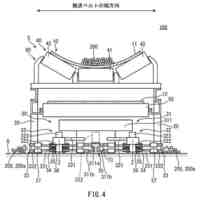
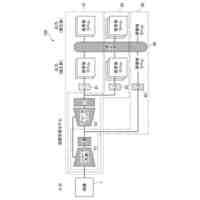
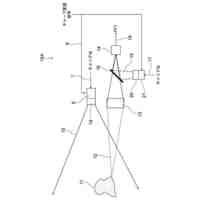
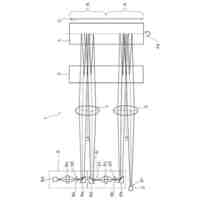
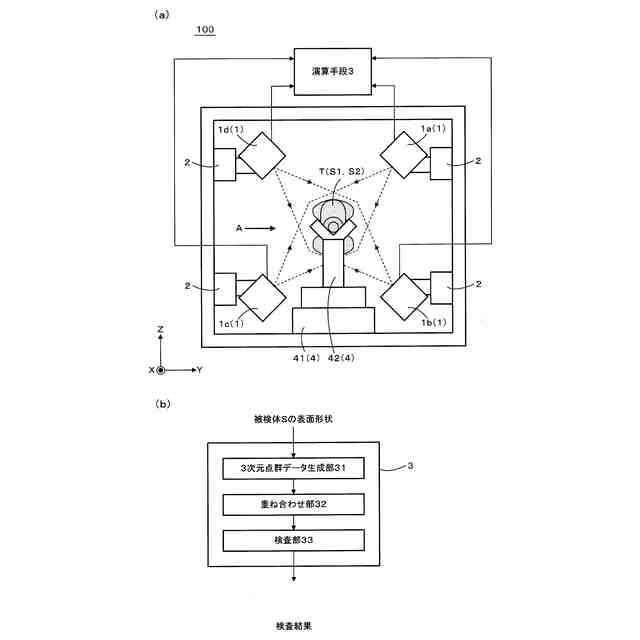
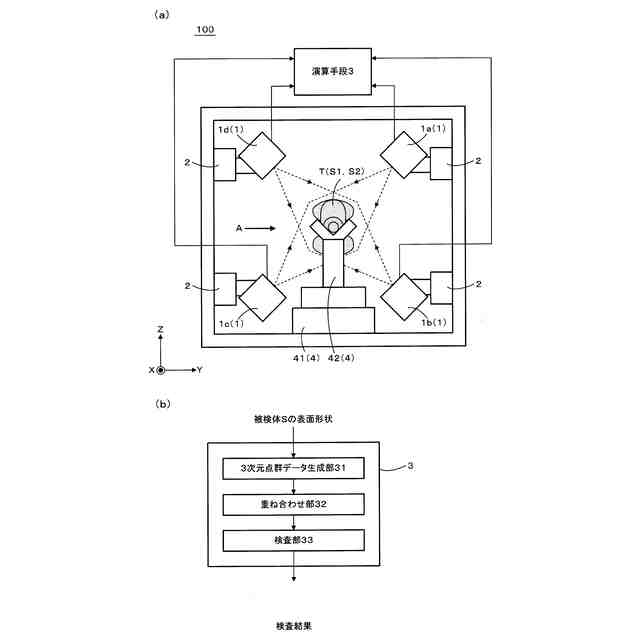
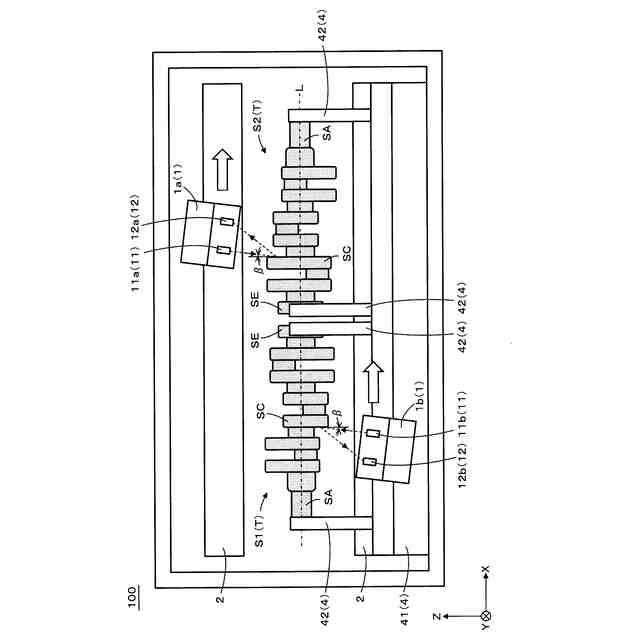
【解決手段】検査装置100は、クランクシャフトS(S1、S2)が中心軸L方向に並んで構成された被検体Tの中心軸周りにそれぞれ配置された表面形状測定部1(1a~1d)と、表面形状測定部を相対的に移動させる移動機構部2と、表面形状測定部によって測定された被検体の表面形状に基づき3次元点群データを生成する3次元点群データ生成部31と、3次元点群データの複数のクランクシャフトのそれぞれに対応する領域毎に、クランクシャフトの表面形状モデルとの距離が最小となるように、3次元点群データを平行移動及び回転移動させて、表面形状モデルに重ね合わせる重ね合わせ部32と、重ね合わせた後の3次元点群データに基づき、クランクシャフトを検査する検査部33と、を備える。
【選択図】 図2
特許請求の範囲
【請求項1】
複数のクランクシャフトが中心軸方向に並んで構成された被検体の中心軸周りにそれぞれ配置され、前記被検体の表面形状を光学的に測定する複数の表面形状測定部と、
前記被検体に対して、前記表面形状測定部を前記被検体の中心軸方向に相対的に移動させる移動機構部と、
前記移動機構部によって相対的に移動する前記表面形状測定部によって測定された前記被検体の表面形状に基づき、前記被検体の表面の3次元点群データを生成する3次元点群データ生成部と、
前記3次元点群データの前記複数のクランクシャフトのそれぞれに対応する領域毎に、前記クランクシャフトの設計仕様に基づき予め用意された前記クランクシャフトの表面形状モデルとの距離が最小となるように、前記3次元点群データを平行移動及び回転移動させて、前記表面形状モデルに重ね合わせる重ね合わせ部と、
前記重ね合わせた後の前記3次元点群データに基づき、前記クランクシャフトを検査する検査部と、
を備える、クランクシャフトの検査装置。
続きを表示(約 650 文字)
【請求項2】
前記被検体は、前記複数のクランクシャフトが連結されて一体となった構成である、
請求項1に記載のクランクシャフトの検査装置。
【請求項3】
複数のクランクシャフトが中心軸方向に並んで構成された被検体の中心軸周りにそれぞれ配置され、前記被検体の表面形状を光学的に測定する複数の表面形状測定部と、前記被検体に対して、前記表面形状測定部を前記被検体の中心軸方向に相対的に移動させる移動機構部と、を用いて、前記被検体の表面形状を測定する表面形状測定工程と、
3次元点群データ生成部を用いて、前記被検体の表面形状に基づき、前記被検体の表面の3次元点群データを生成する3次元点群データ生成工程と、
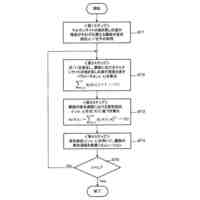
重ね合わせ部を用いて、前記3次元点群データの前記複数のクランクシャフトのそれぞれに対応する領域毎に、前記クランクシャフトの設計仕様に基づき予め用意された前記クランクシャフトの表面形状モデルとの距離が最小となるように、前記3次元点群データを平行移動及び回転移動させて、前記表面形状モデルに重ね合わせる重ね合わせ工程と、
検査部を用いて、前記重ね合わせた後の前記3次元点群データに基づき、前記クランクシャフトを検査する検査工程と、
を有する、クランクシャフトの検査方法。
【請求項4】
前記被検体は、前記複数のクランクシャフトが連結されて一体となった構成である、
請求項3に記載のクランクシャフトの検査方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、自動車のエンジン等に用いられるクランクシャフトをその製造工程で検査する装置及び方法に関する。特に、本発明は、検査時間を短縮可能で、装置コストを抑制可能な、クランクシャフトの検査装置及び検査方法に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
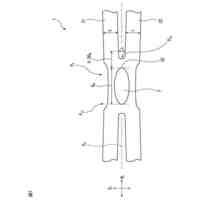
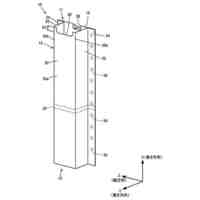
図1は、クランクシャフトの一例(直列4気筒エンジン用クランクシャフト)を模式的に示す図である。図1(a)はクランクシャフトSの回転中心軸Lの方向から見た正面図であり、図1(b)は回転中心軸Lに直交する方向から見た側面図である。
図1に示すように、クランクシャフトSは、クランクシャフトSの中心軸(回転中心軸)Lに設けられたフロントSAと、中心軸Lに設けられた複数(図1に示す例では5つ)のジャーナルSBと、中心軸Lに設けられた回転バランスを取るための複数(図1に示す例では8つ)のカウンタウェイトSCと、中心軸L周りの所定角度の位置に設けられたコネクティングロッド(図示せず)を取り付けるための複数(図1に示す例では4つ)のピンSDと、中心軸Lに設けられたフランジSEと、を備えている。ピンSDの断面形状は、中心軸Lから離間した位置を中心とする円形であり、エンジンの軸部に相当するクランクシャフトSの軸部であるフロントSA、ジャーナルSB及びフランジSEの断面形状は、クランクシャフトSの中心軸Lを中心とする円形である。カウンタウェイトSCの断面形状は、左右対称の複雑な形状である。
【0003】
図1に示すようなクランクシャフトSは、加熱した素材を上下の金型でプレスして型鍛造することにより、バリを含む鍛造品を成型した後、バリを除去し、ショットブラスト処理を施して製造される。これらの製造工程で製造されたクランクシャフトSは、自動車のエンジン等に組み込む際に、適切に組み込めるように切削による機械加工が施される。具体的には、クランクシャフトSの軸部(フロントSA、ジャーナルSB及びフランジSE)と、ピンSDは、円柱状に機械加工が施される。これら軸部及びピンSDには、機械加工できるように、数mm程度の加工代が設けられる。
【0004】
上記のように、クランクシャフトは形状が複雑であるため、鍛造する際に、素材寸法の変動、素材温度のムラ、鍛造操業の変動等により、金型の端部まで素材が充填されない欠肉と称される欠陥や、クランクシャフトの全長に亘る曲がりやねじれが発生することがある。また、クランクシャフトをハンドリングする際に搬送設備等と接触して凹み疵が生じることもある。さらには、クランクシャフトの加工部位である軸部及びピンに十分な加工代を有しないこともある。このため、クランクシャフトの製造工程では、機械加工を施す前に、クランクシャフトの実形状を基準形状と比較して検査し、合否を判定している。
【0005】
クランクシャフトの合否判定の基準としては、(a)クランクシャフトの曲がり及びねじれが所定の許容範囲内にあること、(b)カウンタウェイトに許容範囲を超えた欠肉や凹み疵が無いこと、(c)加工部位である軸部やピンに所定の加工代を有していること、が挙げられる。
上記(a)及び(b)は、クランクシャフトの最終製品としての寸法精度や重量バランスを達成するために必要な条件として設定されている。クランクシャフトの曲がりが大きい、又は、ねじれが大きくピンの設置位置が所定角度から大きくずれていると、後工程でどのような加工を施したとしても、クランクシャフトの最終製品としての寸法精度や重量バランスを達成することが困難になるからである。また、欠肉や凹み疵によってカウンタウェイトの形状が設計通りにはならずに重心がずれた場合にも、同様に、クランクシャフトの最終製品としての重量バランスを達成することが困難になるからである。
上記(c)は、機械加工を施すために必要な条件として設定されている。如何に重量バランスの取れたクランクシャフトであっても、十分な加工代が無ければ、機械加工後の寸法精度を達成し難い上に、表面性状の悪い鍛造表面が残存してしまい、エンジンの構成部品として使用することができないからである。
【0006】
具体的には、クランクシャフトの曲がりの合否は、クランクシャフトを機械加工時の座標系(図1のXYZ座標系)に合わせ込んだときの軸部(フロント、ジャーナル及びフランジ)の中心軸からのずれ量を管理指標とし、この管理指標が公差以内(例えば、±1mm以内)であるか否かによって合否が判定される。また、クランクシャフトのねじれの合否は、ピンの分割角度を管理指標とし、この管理指標が規定以内(例えば、±1°)であるか否かによって合否が判定される。
また、カウンタウェイトの形状の合否は、図1(a)に示すようなクランクシャフトの中心軸方向から見たカウンタウェイトの側面寸法(幅、高さ、外周径)を管理指標として判定される。この管理指標は、クランクシャフトの回転バランスを確保するために必要である。また、カウンタウェイトの形状の合否は、図1(b)に示すようなクランクシャフトの中心軸に直交する方向から見たカウンタウェイトの長手方向位置も管理指標として判定される。この管理指標は、カウンタウェイトの厚み(中心軸方向に沿った寸法)や倒れを検出するために必要である。上記のカウンタウェイトの形状に関する管理指標には、それぞれ公差が決められている(例えば、±1mm、±2mm)。
さらに、軸部の形状の合否については、型鍛造の精度を把握可能な鍛造厚みや鍛造型ずれが、製造工程における管理指標として使用されている。
【0007】
従来のクランクシャフトを検査する方法は、ピン及びカウンタウェイトの基準形状に合致するように形成された各板ゲージを、クランクシャフトの検査するピン及びカウンタウェイトにそれぞれあてがい、各板ゲージとピン及びカウンタウェイトとの隙間を確認して、そのクランクシャフトの合否を判定するものであった。この方法は、ピン及びカウンタウェイトの基準形状に合致するように形成された板ゲージを用いて、オペレータの手作業によって行われるので、検査精度に個人差が生じるばかりでなく、検査に多大な時間を要するという問題を有していた。このため、自動で正確な検査を行うために、本発明者らは、特許文献1~5に示すような種々のクランクシャフトの検査装置及び検査方法を提案している。
【0008】
しかしながら、従来の検査装置及び検査方法は、いずれも、表面形状測定部を1本のクランクシャフトの中心軸方向に相対的に移動させて、1本のクランクシャフト毎に表面形状を測定し、この測定結果に基づきクランクシャフトを検査するものである。このため、特許文献1~5に示す検査装置を用いて、クランクシャフトの製造工程でクランクシャフトを検査する場合、例えば、クランクシャフトの製造ピッチ(換言すれば、クランクシャフトの検査装置への搬入ピッチ)に対して、クランクシャフトの表面形状の測定に要する時間が長くなるときには、1台の検査装置で賄うことができず、2台以上の検査装置を設置して、各検査装置で並行してクランクシャフトの表面形状を測定する必要があった。このため、装置コストが増加したり、検査装置を設置するスペースを広くしたりする必要があるという問題があった。
【先行技術文献】
【特許文献】
【0009】
特許第6451843号公報
特許第6540882号公報
特許第7277780号公報
特許第7277781号公報
国際公開第2023/127200号
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、上記のような従来技術の問題点を解決するためになされたものであり、検査時間を短縮可能で、装置コストを抑制可能な、クランクシャフトの検査装置及び検査方法を提供することを課題とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
管理装置
8日前
日本製鉄株式会社
リクレーマ
8日前
日本製鉄株式会社
高Ni合金板
8日前
日本製鉄株式会社
高炉の操業方法
5日前
日本製鉄株式会社
高炉の冷却構造
11日前
日本製鉄株式会社
高炉の操業方法
7日前
日本製鉄株式会社
スポット溶接継手
5日前
日本製鉄株式会社
焼結鉱の製造方法
5日前
日本製鉄株式会社
試験体および試験方法
11日前
日本製鉄株式会社
試験体および試験方法
11日前
日本製鉄株式会社
除去装置及び搬送設備
8日前
日本製鉄株式会社
連続鋳造用浸漬ノズル
5日前
日本製鉄株式会社
溶接積層体およびその製造方法
5日前
日本製鉄株式会社
溶接積層体およびその製造方法
5日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
5日前
日本製鉄株式会社
クランクシャフトの検査装置及び検査方法
6日前
日本製鉄株式会社
連続鋳造用モールドパウダー及び連続鋳造方法
5日前
日本製鉄株式会社
破断予測方法及び装置、並びにプログラム及び記録媒体
11日前
日鉄環境株式会社
廃水の処理方法、及び廃水処理用薬液
8日前
日本製鉄株式会社
深層学習モデル生成装置、および深層学習モデル生成方法
12日前
日本製鉄株式会社
接合シミュレーション方法、接合シミュレーション装置及びプログラム
11日前
日本製鉄株式会社
ソリッドモデル生成システム、ソリッドモデル生成方法、及びソリッドモデル生成プログラム
13日前
日本製鉄株式会社
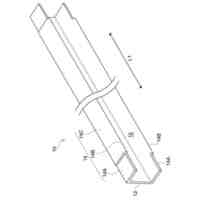
溝形鋼の接合構造、フレーム部材、パネル部材、及び、溝形鋼の接合構造の製造方法
12日前
個人
計量スプーン
7日前
個人
微小振動検出装置
18日前
ユニパルス株式会社
力変換器
1か月前
株式会社イシダ
X線検査装置
18日前
三菱電機株式会社
計測器
1か月前
株式会社辰巳菱機
システム
27日前
IPU株式会社
距離検出装置
1か月前
アンリツ株式会社
分光器
13日前
アンリツ株式会社
分光器
13日前
株式会社東芝
センサ
18日前
株式会社FRPカジ
FRP装置
29日前
ダイハツ工業株式会社
測定用具
11日前
富士レビオ株式会社
嵌合システム
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ