TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025129373
公報種別
公開特許公報(A)
公開日
2025-09-04
出願番号
2025113924,2022011875
出願日
2025-07-04,2022-01-28
発明の名称
溝形鋼の接合構造、フレーム部材、パネル部材、及び、溝形鋼の接合構造の製造方法
出願人
日本製鉄株式会社
,
積水ハウス株式会社
代理人
弁理士法人太陽国際特許事務所
主分類
E04C
2/38 20060101AFI20250828BHJP(建築物)
要約
【課題】接合作業の負担を抑制しつつ、断面寸法の小型化と曲げ抵抗の確保との両立を図ることができる、溝形鋼、溝形鋼の接合構造、フレーム部材、パネル部材、溝形鋼の製造方法、及び、溝形鋼の接合構造の製造方法を提供する。
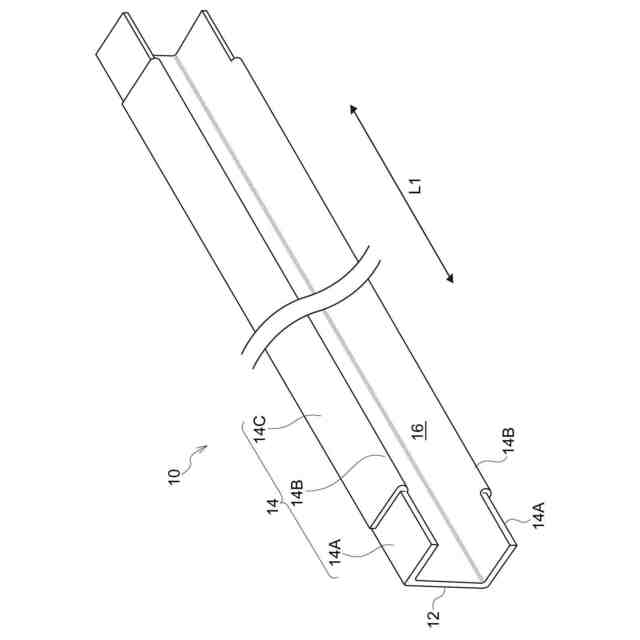
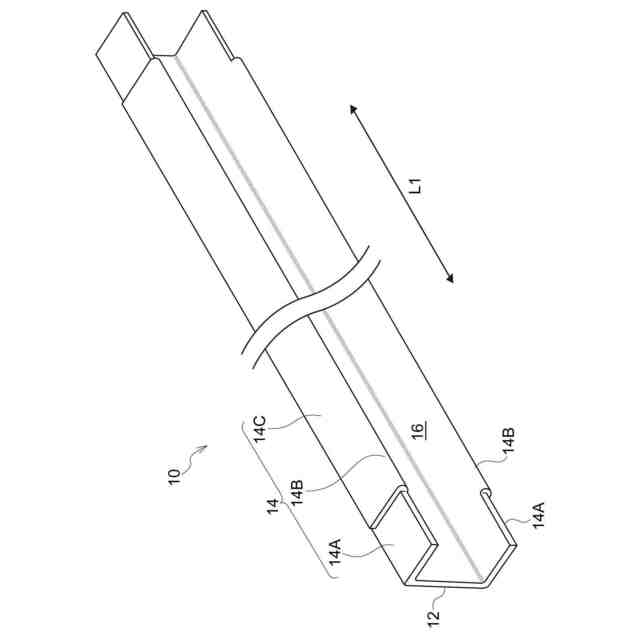
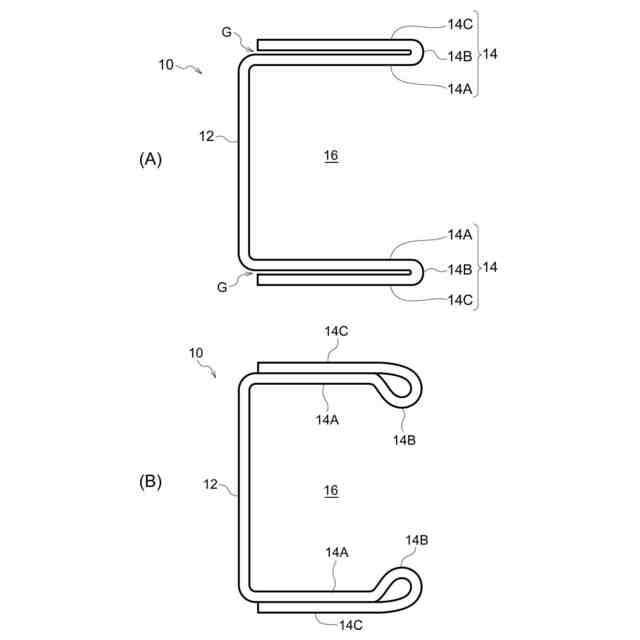
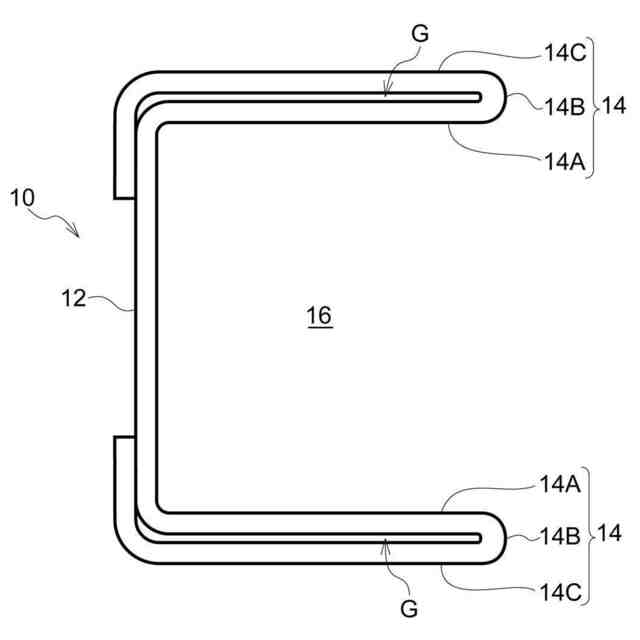
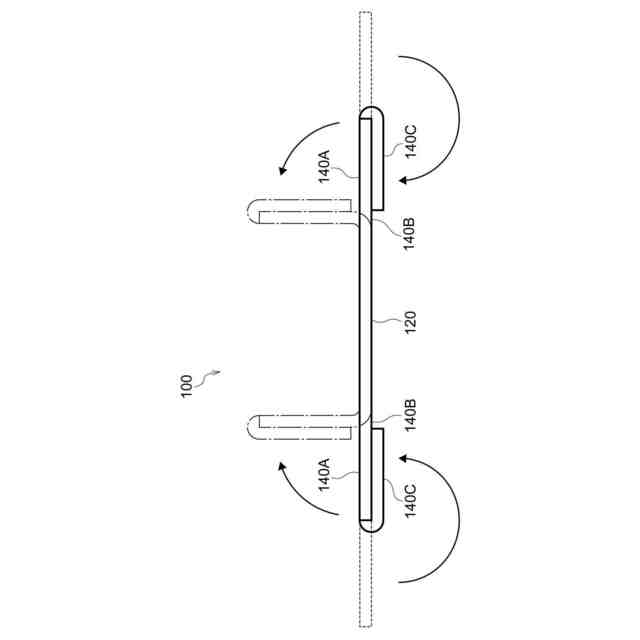
【解決手段】溝形鋼10は、一枚の鋼板から形成され、ウェブ12と一対のフランジ14を有する長尺状の溝形鋼であって、少なくとも一方のフランジ14は、ウェブ12に連続する帯状の基部14Aと、基部14Aのウェブ12と反対側の端部に位置する折り返し部14Bと、フランジ14の長手方向Lの端部を除いた部分における基部14Aの外面側に配置され、折り返し部14Bからウェブ12に向かって基部14Aと並んで延びる帯状の外層部14Cと、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
一枚の鋼板から形成され、ウェブと一対のフランジを有する長尺状の第1溝形鋼と、前記一枚の鋼板とは別の一枚の鋼板から形成され、ウェブと一対のフランジを有する長尺状の第2溝形鋼とが、それぞれの長手方向が直交した状態で接合された接合構造であって、
前記第1溝形鋼の一対のフランジは、
前記ウェブに連続する帯状の基部と、
前記基部のウェブと反対側の端部に位置する折り返し部と、
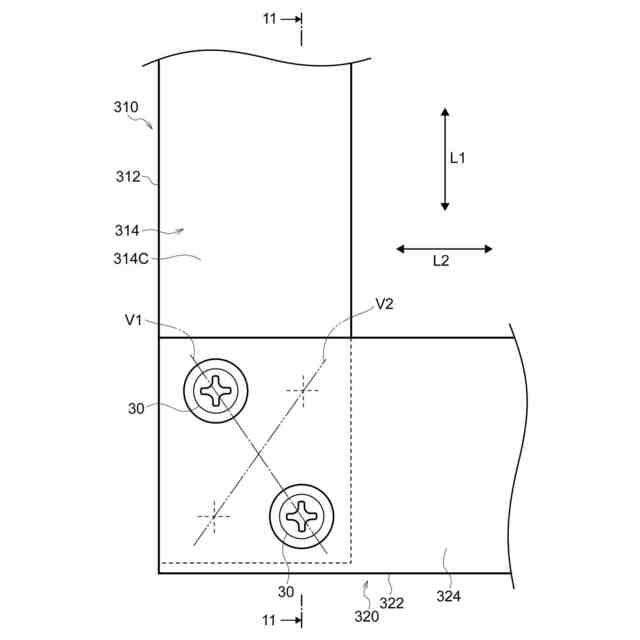
前記フランジの長手方向の端部を除いた部分における前記基部の外面側に配置され、前記折り返し部から前記ウェブに向かって前記基部と並んで延びる帯状の外層部と、を備え、
前記第2溝形鋼の一対のフランジは、前記第1溝形鋼の一対のフランジの長手方向の端部におけるそれぞれの前記基部の外面上に接合される、
溝形鋼の接合構造。
続きを表示(約 1,300 文字)
【請求項2】
前記第1溝形鋼のフランジの前記基部の厚みと、前記第2溝形鋼のフランジの厚みとは、同じである、
請求項1に記載の溝形鋼の接合構造。
【請求項3】
前記第1溝形鋼のフランジの前記基部と、前記第2溝形鋼のフランジとの接合方式は、乾式接合である、
請求項1又は2に記載の溝形鋼の接合構造。
【請求項4】
前記乾式接合が施される接合位置の個数は、1つの前記フランジの前記基部について、2つ以上である、
請求項3に記載の溝形鋼の接合構造。
【請求項5】
前記一枚の鋼板及び前記別の一枚の鋼板のうち少なくとも一方は、めっき鋼板である、
請求項1~4のいずれか一項に記載の溝形鋼の接合構造。
【請求項6】
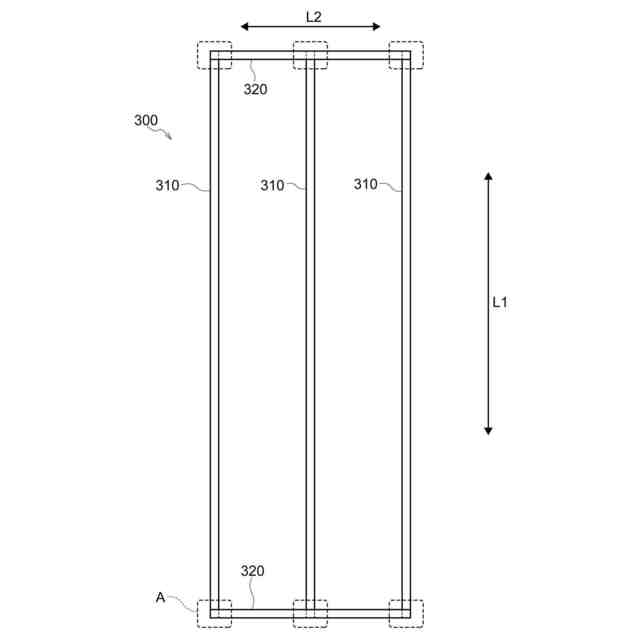
一枚の鋼板から形成され、ウェブと一対のフランジを有する長尺状の第1溝形鋼を含む縦材であって、互いに間を空けて平行に配置された一組の縦材と、
前記一枚の鋼板とは別の一枚の鋼板から形成され、ウェブと一対のフランジを有する長尺状の第2溝形鋼を含む横材であって、前記一組の縦材の一端と他端とのそれぞれの位置で、長手方向が前記縦材の長手方向と直交した状態で接合された一組の横材と、を有し、
前記縦材と前記横材との接合部の少なくとも1つに、請求項1~5のいずれか一項に記載の溝形鋼の接合構造が形成された、
フレーム部材。
【請求項7】
請求項6に記載のフレーム部材と、
前記フレーム部材に設けられた面材と、
を備えるパネル部材。
【請求項8】
一枚の鋼板から形成され、ウェブと一対のフランジを有する長尺状の第1溝形鋼と、前記一枚の鋼板とは別の一枚の鋼板から形成され、ウェブと一対のフランジを有する長尺状の第2溝形鋼とが、それぞれの長手方向が直交した状態で接合された溝形鋼の接合構造の製造方法であって、
ウェブと一対のフランジを有する長尺状の溝形鋼の製造方法であって、
前記ウェブを形成するウェブ予定領域と前記一対のフランジを形成するフランジ予定領域とを有する一枚の鋼板において、少なくとも一方の前記フランジ予定領域を、前記ウェブ予定領域に連続する帯状の基部予定領域と、前記基部予定領域の前記ウェブ予定領域と反対側に位置する帯状の外層部予定領域と、に区分けした際、
前記鋼板における前記外層部予定領域の長手方向の端部を取り除く工程と、
前記外層部予定領域を前記ウェブ予定領域側に折り返すことによって、折り返された前記外層部予定領域を前記基部予定領域の上側に外層部として配置すると共に、上側に前記外層部が配置された前記基部予定領域を基部として形成する工程と、
前記基部を前記外層部と反対側に折り曲げることで前記ウェブ予定領域と直交させることによって、前記ウェブ予定領域を前記溝形鋼の前記ウェブとして形成すると共に、前記基部及び前記外層部を前記溝形鋼の前記フランジとして形成する工程と、
を含む溝形鋼の製造方法を用いて製造した前記第1溝形鋼の一対のフランジの前記基部の外面上に、前記第2溝形鋼の一対のフランジをそれぞれ接合する、
溝形鋼の接合構造の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溝形鋼、溝形鋼の接合構造、フレーム部材、パネル部材、溝形鋼の製造方法、及び、溝形鋼の接合構造の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、建築材料として、鋼製のフレーム部材と、内外装面材と、断熱材等の機能材料とが一体化されたパネル部材が知られている。パネル部材は、例えば、屋根材や壁面材等の建築部材である。パネル部材に用いられる鋼製のフレーム部材としては、断面形状がC字状であって、ウェブと一対のフランジとを有する長尺状の溝形鋼が用いられる場合が多い。
【0003】
具体的には、フレーム部材は、例えば、垂直方向に延びる縦材としての複数の溝形鋼と、水平方向に延びる横材としての複数の溝形鋼とが、互いに交差した状態で、製造工場で溶接やビス止め等によって一体化されることで製造できる。また、例えば、一体化されたフレーム部材の溝形鋼のフランジの板面部分に、内外装面材のような部材や、機能材料等を接合することによって、パネル部材を構成できる。製造されたパネル部材は、建築物の施工現場に搬入され、施工現場で、建物の躯体に取り付けることができる。
【0004】
ここで、パネル部材又はフレーム部材の寸法は、比較的大きくなるため、取り付け作業が行われる施工現場での現場作業の負担の軽減が求められている。また、特に建築分野においては、熟練技能労働者の減少や高齢化が問題となりつつある。このため、パネル部材又はフレーム部材の取り扱いに関し、現場作業の負担をより軽減する目的で、フレーム部材を構成する溝形鋼の断面寸法の小型化が求められている。
【0005】
溝形鋼の断面寸法の小型化は、ウェブ高さ又はフランジ幅のうち少なくとも一方を短くすることで行うことができる。しかし、断面寸法が小さくなると、溝形鋼の曲げ抵抗が低下するという問題が生じる。すなわち、断面寸法の小型化と曲げ抵抗の確保との両立は、容易ではない。なお、本明細書では「曲げ抵抗」とは、曲げに対する剛性と強度とを含む、部材の性能を意味する。
【0006】
断面寸法の小型化と曲げ抵抗の確保に関し、例えば先行文献1には、フランジのウェブと反対側の端部に、ヘミング折り返し成形加工が施されることによって、フランジが2重以上に重ねられた軽溝形鋼が開示されている。先行文献1では、フランジの折り返された部分は、フランジのウェブに連続する部分の内面上に重ねられている。先行文献1の技術によれば、ウェブ部分を含まずフランジ部分の断面積のみを部分的に大きくすることが可能になるため、外径寸法が同じ軽溝形鋼に比べ、断面2次モーメント等の断面性能の大きい軽溝形鋼を得ることができるとされている。
【0007】
また、先行文献2には、構造用鋼材として、フランジのウェブと反対側の端部が、折り返しによって、フランジのウェブに連続する部分の外面上に重ねられることによって、フランジ部分の厚みがウェブより2倍に厚くされた溝形鋼が開示されている。重ねられたフランジのウェブに連続する部分と折り返された部分とは、溶接によって接合されている。
【0008】
先行文献2では、フランジの総板厚は、ウェブの板厚の(折り返し回数+1)倍になる。例えば、折り返しが1回である場合、フランジの総板厚は、ウェブの板厚の2倍になる。先行文献2の技術によれば、フランジの板が2重に重ねられることによって、ウェブより厚い厚みを有するフランジを、2種類の鋼板を必要とすることなく、1枚の鋼板によって製作できるので、柱又は梁等の構造用部材を、加工の工程数の増加を抑え、経済的に製作できるとされている。
【先行技術文献】
【特許文献】
【0009】
特許5382798号公報
特開平2-296952号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかし、先行文献1では、軽溝形鋼のフランジ外面と、軽溝形鋼に直交配置される溝形鋼の中央部のフランジ外面とを揃えて接合するには、直交配置される溝形鋼の端部を、軽溝形鋼の2重のフランジの内側の層の厚みの分、中央部より窄ませる必要が生じる。このため、直交配置される部材の溝形鋼等の端部に対して、例えば絞り加工等の追加作業が別途生じる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
車輪
26日前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
鋼材
21日前
日本製鉄株式会社
鋼線
2か月前
日本製鉄株式会社
線材
2か月前
日本製鉄株式会社
ボルト
7日前
日本製鉄株式会社
耐摩耗鋼
27日前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
角形鋼管
2か月前
日本製鉄株式会社
管理装置
今日
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
直流電気炉
2か月前
日本製鉄株式会社
リクレーマ
今日
日本製鉄株式会社
柱梁接合部
2か月前
日本製鉄株式会社
圧延H形鋼
2か月前
日本製鉄株式会社
高Ni合金板
今日
日本製鉄株式会社
鋼の製造方法
20日前
日本製鉄株式会社
転炉吹錬方法
2か月前
日本製鉄株式会社
高炉操業方法
19日前
日本製鉄株式会社
転炉吹錬方法
2か月前
日本製鉄株式会社
金属溶解方法
2か月前
日本製鉄株式会社
パネル用支持具
2か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
鋼管用ねじ継手
2か月前
日本製鉄株式会社
鋼線及びロープ
2か月前
日本製鉄株式会社
鋼線及び撚り線
2か月前
日本製鉄株式会社
高炉の操業方法
2か月前
日本製鉄株式会社
直流電気溶解炉
2か月前
日本製鉄株式会社
パネル用支持具
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ