TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025133483
公報種別
公開特許公報(A)
公開日
2025-09-11
出願番号
2024031466
出願日
2024-03-01
発明の名称
溶接積層体およびその製造方法
出願人
日本製鉄株式会社
代理人
弁理士法人鷲田国際特許事務所
主分類
B23K
11/20 20060101AFI20250904BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、亜鉛系めっき鋼板を含む複数枚の鋼板をスポット溶接してなる溶接積層体であって、高い耐食性を有する溶接積層体、およびその製造方法を提供すること。
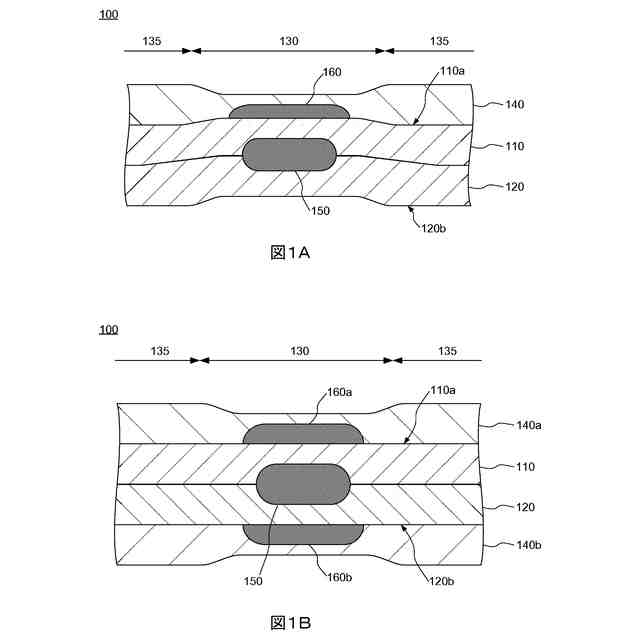
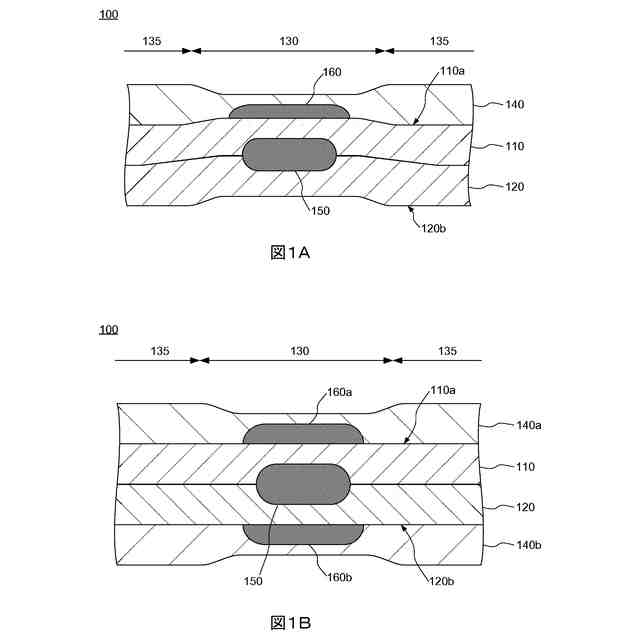
【解決手段】複数枚の鋼板がスポット溶接されており、少なくともスポット溶接がなされた溶接部における、複数枚の鋼板よりも外側に、スポット溶接により溶接された、アルミニウム合金板を有し、複数枚の鋼板のうち最も外側に配置された鋼板は、少なくともスポット溶接がなされていない非溶接部において、鋼板の外側に配置された亜鉛系めっき層と、亜鉛系めっき層の外側に配置された塗膜と、を有する亜鉛系めっき鋼板を含み、アルミニウム合金板の板厚は、0.4mm以上であり、溶接部における、アルミニウム合金板と鋼板とを溶接するナゲットの外縁部と、アルミニウム合金板の外表面との間の最短距離は、50μm以上である、溶接積層体。
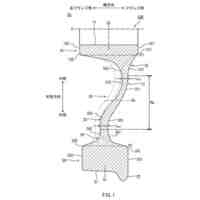
【選択図】図1
特許請求の範囲
【請求項1】
複数枚の鋼板がスポット溶接された溶接積層体であって、
少なくとも前記スポット溶接がなされた溶接部における、前記複数枚の鋼板よりも外側に、前記スポット溶接により溶接された、アルミニウム合金板を有し、
前記複数枚の鋼板のうち最も外側に配置された鋼板は、少なくとも前記スポット溶接がなされていない非溶接部において、前記鋼板の外側に配置された亜鉛系めっき層と、亜鉛系めっき層の外側に配置された塗膜と、を有する亜鉛系めっき鋼板を含み、
前記アルミニウム合金板の板厚は、0.4mm以上であり、
前記溶接部における、前記アルミニウム合金板と前記鋼板とを溶接するナゲットの外縁部と、前記アルミニウム合金板の外表面との間の最短距離は、50μm以上である、
溶接積層体。
続きを表示(約 730 文字)
【請求項2】
前記複数枚の鋼板は、引張強さが590MPa以下の鋼板を含む、
請求項1に記載の溶接積層体。
【請求項3】
前記塗膜は、バインダー樹脂、導電性粒子、および防錆顔料を含み、かつ膜厚が1.0μm以上10.0μm以下である、
請求項1に記載の溶接積層体。
【請求項4】
前記塗膜は、アクリル樹脂、ジルコニウム、2価以上4価以上のバナジウム、リン、およびコバルトを含み、かつ膜厚が0.3μm以上1.0μm以下である、
請求項1に記載の溶接積層体。
【請求項5】
前記亜鉛系めっき鋼板は、亜鉛、0質量%より多く30質量%以下のアルミニウム、0質量%より多く10質量%以下のマグネシウム、0質量%より多く2質量%以下のシリコン、を含む亜鉛系めっき層を有する、
請求項1に記載の溶接積層体。
【請求項6】
車両骨格を構成する部材である、
請求項1~5のいずれか1項に記載の溶接積層体。
【請求項7】
塗膜を有する亜鉛系めっき鋼板を含む複数枚の鋼板を、前記亜鉛系めっき鋼板の前記塗膜が最も外側に配置されるように積層する工程と、
前記亜鉛系めっき鋼板よりも外側に、アルミニウム合金板を配置する工程と、
前記アルミニウム合金板が配置された部位において、前記複数枚の鋼板をスポット溶接する工程と、を有し、
前記スポット溶接する工程において、電極加圧力を1.4kN以上4.9kN以下とし、溶接電流(kA)と通電時間(サイクル)との積を45(kA・サイクル)以上240(kA・サイクル)以下とする、
溶接積層体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接積層体およびその製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
自動車等の製造は、鋼板をプレス加工した後に溶接し、その後に塗装する方法で行うことが一般的である。塗装時には、まず防錆用の電着塗装(下塗り塗装)を行ってから、下地となる中塗り塗装およびカラー塗装(上塗り塗装)を行う。塗装時には、多量の二酸化炭素が排出される。そこで、塗装を簡略化すれば、炭素排出量の大幅な削減が可能である。
【0003】
亜鉛系めっき鋼板は、高い耐食性を有する。そのため、亜鉛系めっき鋼板を車両部材に使用すれば、防錆用の電着塗装を省略または簡素化して、炭素排出量を削減できると期待される。
【0004】
鋼板の溶接は、アーク溶接やスポット溶接などの方法で行われる。特許文献1や特許文献2に記載されているように、亜鉛系めっき鋼板のスポット溶接方法も、種々検討されている。
【先行技術文献】
【特許文献】
【0005】
国際公開第2023/080076号
特許第7355282号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1や特許文献2に記載されているように、亜鉛系めっき鋼板をスポット溶接する方法が知られている。しかし、本発明者らの知見によると、亜鉛系めっき鋼板をスポット溶接すると、溶接部で亜鉛系めっきやその表面に形成した塗膜が消失して鋼板素地が露出してしまい、耐食性が低下してしまう。
【0007】
これらの事情に鑑み、本発明は、亜鉛系めっき鋼板を含む複数枚の鋼板をスポット溶接してなる溶接積層体であって、高い耐食性を有する溶接積層体、およびその製造方法を提供することを、その目的とする。
【課題を解決するための手段】
【0008】
上記課題を解決するための本発明の一態様は、下記[1]~[6]の溶接積層体に関する。
[1]複数枚の鋼板がスポット溶接された溶接積層体であって、
少なくとも前記スポット溶接がなされた溶接部における、前記複数枚の鋼板よりも外側に、前記スポット溶接により溶接された、アルミニウム合金板を有し、
前記複数枚の鋼板のうち最も外側に配置された鋼板は、少なくとも前記スポット溶接がなされていない非溶接部において、前記鋼板の外側に配置された亜鉛系めっき層と、亜鉛系めっき層の外側に配置された塗膜と、を有する亜鉛系めっき鋼板を含み、
前記アルミニウム合金板の板厚は、0.4mm以上であり、
前記溶接部における、前記アルミニウム合金板と前記鋼板とを溶接するナゲットの外縁部と、前記アルミニウム合金板の外表面との間の最短距離は、50μm以上である、
溶接積層体。
[2]前記複数枚の鋼板は、引張強さが590MPa以下の鋼板を含む、
[1]に記載の溶接積層体。
[3]前記塗膜は、バインダー樹脂、導電性粒子、および防錆顔料を含み、かつ膜厚が1.0μm以上10.0μm以下である、
[1]または[2]に記載の溶接積層体。
[4]前記塗膜は、アクリル樹脂、ジルコニウム、2価以上4価以上のバナジウム、リン、およびコバルトを含み、かつ膜厚が0.3μm以上1.0μm以下である、
[1]~[3]のいずれかに記載の溶接積層体。
[5]前記亜鉛系めっき鋼板は、亜鉛、0質量%より多く30質量%以下のアルミニウム、0質量%より多く10質量%以下のマグネシウム、0質量%より多く2質量%以下のシリコン、を含む亜鉛系めっき層を有する、
[1]~[4]のいずれかに記載の溶接積層体。
[6]車両骨格を構成する部材である、
[1]~[5]のいずれかに記載の溶接積層体。
【0009】
上記課題を解決するための本発明の他の態様は、下記[7]の溶接積層体の製造方法に関する。
[7]塗膜を有する亜鉛系めっき鋼板を含む複数枚の鋼板を、前記亜鉛系めっき鋼板の前記塗膜が最も外側に配置されるように積層する工程と、
前記亜鉛系めっき鋼板よりも外側に、アルミニウム合金板を配置する工程と、
前記アルミニウム合金板が配置された部位において、前記複数枚の鋼板をスポット溶接する工程と、を有し、
前記スポット溶接する工程において、電極加圧力を1.4kN以上4.9kN以下とし、溶接電流(kA)と通電時間(サイクル)との積を45(kA・サイクル)以上240(kA・サイクル)以下とする、
溶接積層体の製造方法。
【発明の効果】
【0010】
本発明によれば、本発明は、亜鉛系めっき鋼板を含む複数枚の鋼板をスポット溶接してなる溶接積層体であって、高い耐食性を有する溶接積層体、およびその製造方法が提供される。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
日本製鉄株式会社
鋼材
29日前
日本製鉄株式会社
鋼材
29日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
車輪
1か月前
日本製鉄株式会社
鋼材
29日前
日本製鉄株式会社
鋼材
29日前
日本製鉄株式会社
ボルト
15日前
日本製鉄株式会社
耐摩耗鋼
1か月前
日本製鉄株式会社
管理装置
8日前
日本製鉄株式会社
筒型構造
1か月前
日本製鉄株式会社
リクレーマ
8日前
日本製鉄株式会社
高Ni合金板
8日前
日本製鉄株式会社
高炉操業方法
27日前
日本製鉄株式会社
鋼の製造方法
28日前
日本製鉄株式会社
高炉の冷却構造
11日前
日本製鉄株式会社
溶鉄の製造方法
14日前
日本製鉄株式会社
高炉の操業方法
5日前
日本製鉄株式会社
ステンレス鋼板
22日前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鉄の製造方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
高炉の操業方法
7日前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
ステンレス鋼材
1か月前
日本製鉄株式会社
焼結鉱の製造方法
22日前
日本製鉄株式会社
焼結鉱の製造方法
5日前
日本製鉄株式会社
スポット溶接継手
5日前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
コークスの製造方法
15日前
日本製鉄株式会社
鉄源の溶解精錬方法
1か月前
日本製鉄株式会社
応力-歪関係推定方法
1か月前
日本製鉄株式会社
搬送装置及び制御装置
1か月前
日本製鉄株式会社
連続鋳造用浸漬ノズル
5日前
日本製鉄株式会社
試験体および試験方法
11日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ