TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025117836
公報種別
公開特許公報(A)
公開日
2025-08-13
出願番号
2024012780
出願日
2024-01-31
発明の名称
切削装置
出願人
株式会社ディスコ
代理人
弁理士法人東京アルパ特許事務所
主分類
B24B
55/02 20060101AFI20250805BHJP(研削;研磨)
要約
【課題】水の消費を抑えつつ、ウェーハの上面が汚れることを抑制する。
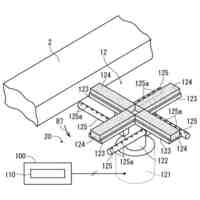
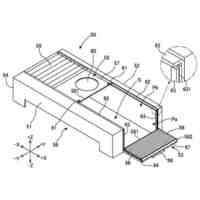
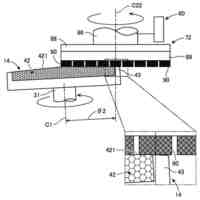
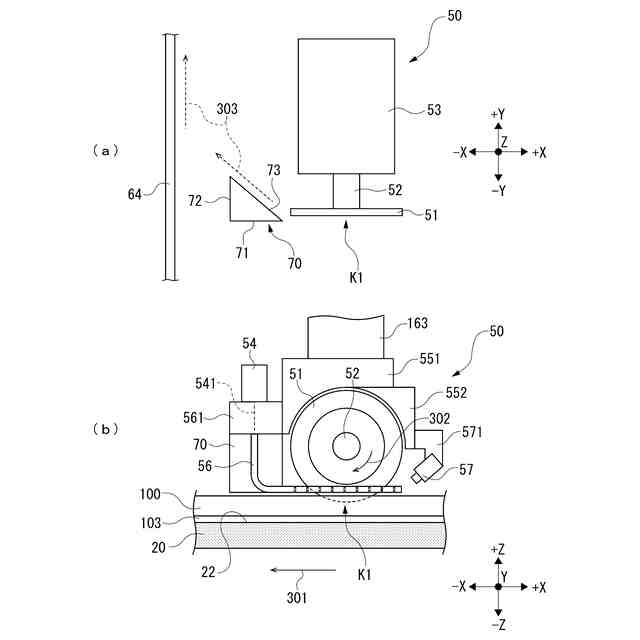
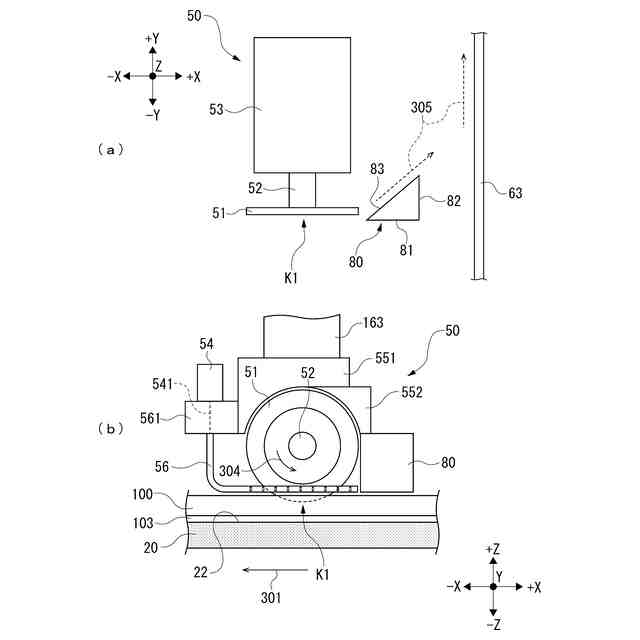
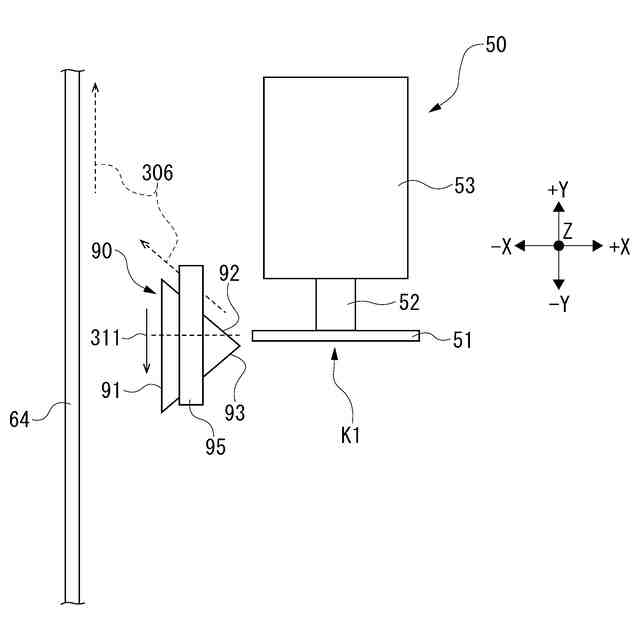
【解決手段】使用済切削水は、加工点K1から-X方向に向かって排出された後、第1方向変更部70の第3側面73に衝突して、第3側面73の延びる方向に沿って、-X方向に対して斜め方向に進路を変える。これにより、使用済切削水は、側壁64に対して斜め方向に衝突して、+Y方向側に沿って流れながら側壁64を伝い落ちる。したがって、側壁64に衝突した使用済切削水が、切削ブレード51側に跳ね返ることを抑制することができる。これにより、使用済切削水がウェーハ100の被切削面を汚すことを抑制することが可能である。また、ウェーハ100の上面の汚染を抑制するために、ウェーハ100の上面に水層を形成する必要がない。このため、水の消費量が多くなることを防止することができる。
【選択図】図3
特許請求の範囲
【請求項1】
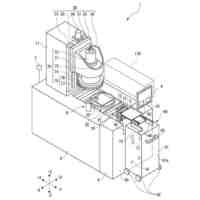
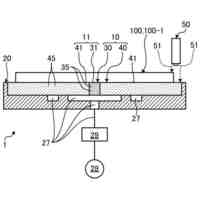
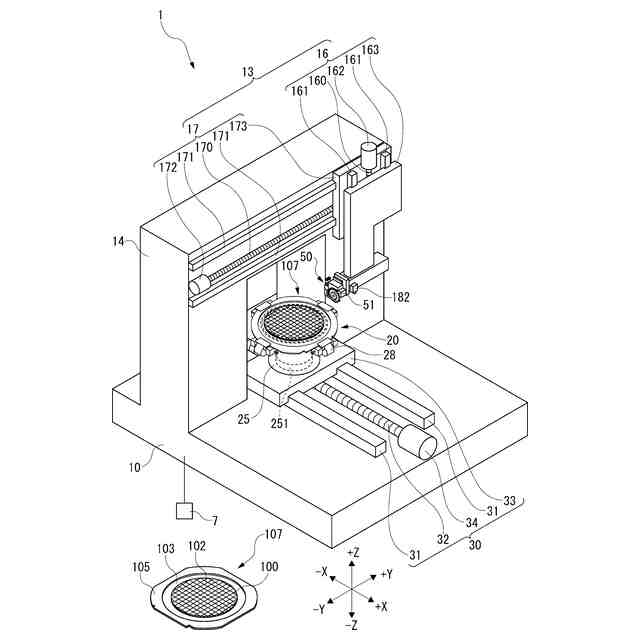
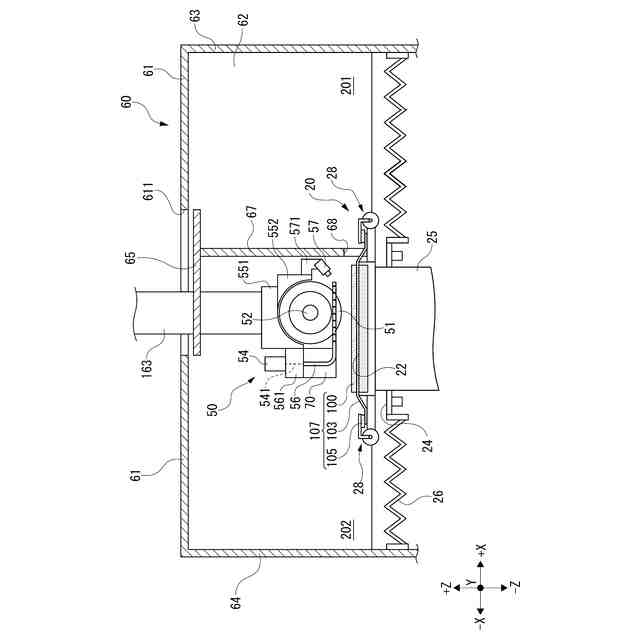
保持面によってウェーハを保持するチャックテーブルと、切削水を供給しながら回転する切削ブレードによって該ウェーハを切削する切削ユニットと、該チャックテーブルと該切削ブレードとを相対的に該保持面に平行な該切削ブレードの切削送り方向に移動させる切削送り機構と、少なくとも該チャックテーブルと該切削ブレードとを収容する加工室と、を備える切削装置であって、
該切削ユニットは、該ウェーハと該切削ブレードとの接点である加工点から該切削送り方向に平行に排出される該切削水の方向を、該切削送り方向に対し斜め方向に変更する方向変更部を備える、
切削装置。
続きを表示(約 130 文字)
【請求項2】
該方向変更部は、該切削水の方向を少なくとも2方向に分岐する、
請求項1記載の切削装置。
【請求項3】
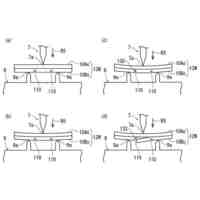
該方向変更部を該切削ブレードの回転軸方向に移動させる移動機構をさらに備える、
請求項1または2記載の切削装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、切削装置に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
特許文献1および2に開示のように、切削水を供給しながら切削ブレードを回転させてウェーハを切削する切削装置は、切削ブレードの遠心力を受けた切削水が加工室内で霧化することを抑制するための霧抑制部を備えている。しかし、これらの文献の構成では、切削水の霧化を抑えるために、複雑な構造の霧抑制部を備える必要がある。
【先行技術文献】
【特許文献】
【0003】
特開2021-178394号公報
特開2016-082083号公報
特開2017-094455号公報
特開2022-064024号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
なお、上記の切削水は、切削屑を含んでおり、加工室の側壁に当たって跳ね返りブレードカバーなどに付着して、その後、滴下して、ウェーハの上面を汚すことがある。
【0005】
そのため、特許文献3および4に開示の技術では、切削加工しているときに、ウェーハの上面に水層を形成している。しかし、この技術では、水の消費量が多くなる。
【0006】
したがって、本発明の目的は、水の消費を抑えつつ、ウェーハの上面が汚れることを抑制することにある。
【課題を解決するための手段】
【0007】
本発明の切削装置(本切削装置)は、保持面によってウェーハを保持するチャックテーブルと、切削水を供給しながら回転する切削ブレードによって該ウェーハを切削する切削ユニットと、該チャックテーブルと該切削ブレードとを相対的に該保持面に平行な該切削ブレードの切削送り方向に移動させる切削送り機構と、少なくとも該チャックテーブルと該切削ブレードとを収容する加工室と、を備える切削装置であって、該切削ユニットは、該ウェーハと該切削ブレードとの接点である加工点から該切削送り方向に平行に排出される該切削水の方向を、該切削送り方向に対し斜め方向に変更する方向変更部を備える。
【0008】
本切削装置では、該方向変更部は、該切削水の方向を少なくとも2方向に分岐するように構成されていてもよい。
【0009】
本切削装置は、該方向変更部を該切削ブレードの回転軸方向に移動させる移動機構をさらに備えてもよい。
【発明の効果】
【0010】
本切削装置では、切削加工に使用された切削水(使用済切削水)は、回転する切削ブレードの遠心力を受けて、加工点から、切削送り方向に平行に排出される。そして、本切削装置では、使用済切削水は、加工点から排出された後、方向変更部によって、切削送り方向に対して斜め方向に進路を変える。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ディスコ
加工装置
14日前
株式会社ディスコ
研削装置
21日前
株式会社ディスコ
加工装置
18日前
株式会社ディスコ
研削装置
12日前
株式会社ディスコ
加工装置
14日前
株式会社ディスコ
加工装置
5日前
株式会社ディスコ
薬液管理方法
20日前
株式会社ディスコ
基板の製造方法
25日前
株式会社ディスコ
基板の接合方法
24日前
株式会社ディスコ
基板の製造方法
24日前
株式会社ディスコ
ドレッシング方法
10日前
株式会社ディスコ
チャックテーブル
6日前
株式会社ディスコ
接合強度検査方法
6日前
株式会社ディスコ
ドレッシング方法
17日前
株式会社ディスコ
ウエーハの加工装置
17日前
株式会社ディスコ
ウェーハの分割方法
25日前
株式会社ディスコ
被加工物の加工方法
4日前
株式会社ディスコ
ウェーハの製造方法
4日前
株式会社ディスコ
洗浄液供給システム
6日前
株式会社ディスコ
ウエーハの加工方法
7日前
株式会社ディスコ
測定方法及び測定治具
12日前
株式会社ディスコ
加工装置及び加工方法
20日前
株式会社ディスコ
砥石及び研削ホイール
18日前
株式会社ディスコ
切削方法及び切削装置
4日前
株式会社ディスコ
洗浄装置及び洗浄方法
10日前
株式会社ディスコ
切削方法及び切削装置
21日前
株式会社ディスコ
切削ブレードのドレス方法
4日前
株式会社ディスコ
異常予知方法及び加工装置
7日前
株式会社ディスコ
加工装置及び研磨面整形方法
17日前
株式会社ディスコ
保持面の形成方法及び研削装置
12日前
株式会社ディスコ
端面修正治具及び端面修正方法
4日前
株式会社ディスコ
ウエーハの加工方法および加工装置
14日前
株式会社ディスコ
レーザ加工装置及びレーザ加工方法
10日前
株式会社ディスコ
レーザ加工装置及びレーザ加工方法
5日前
株式会社ディスコ
板状ワークの加工方法及び加工装置
5日前
株式会社ディスコ
チップの強度測定方法及び試験装置
13日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ