TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025111876
公報種別
公開特許公報(A)
公開日
2025-07-31
出願番号
2024005768
出願日
2024-01-18
発明の名称
レーザ加工機
出願人
トヨタ自動車株式会社
代理人
弁理士法人明成国際特許事務所
主分類
B23K
26/142 20140101AFI20250724BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザヘッドに付着するスパッタの付着量を低減する。
【解決手段】レーザ加工機は、ワークの加工部にレーザ光を照射するレーザヘッドと、加工部に向けて気体を噴射する第1ノズルと、レーザヘッドと加工部との間のレーザ光の通過経路を挟んで第1ノズルの反対側に配置されており、加工部に向けて気体を噴射する第2ノズルと、レーザヘッドと第1ノズルとの間と第1ノズルとワークとの間との少なくとも一部を塞ぐ隔壁部材と、を備える。
【選択図】図1
特許請求の範囲
【請求項1】
レーザ加工機であって、
ワークの加工部にレーザ光を照射するレーザヘッドと、
前記加工部に向けて気体を噴射する第1ノズルと、
前記レーザヘッドと前記加工部との間の前記レーザ光の通過経路を挟んで前記第1ノズルの反対側に配置されており、前記加工部に向けて気体を噴射する第2ノズルと、
前記レーザヘッドと前記第1ノズルとの間と前記第1ノズルと前記ワークとの間との少なくとも一部を塞ぐ隔壁部材と、
を備える、レーザ加工機。
続きを表示(約 460 文字)
【請求項2】
請求項1に記載のレーザ加工機であって、
前記第1ノズルと前記ワークとの間、かつ、前記第2ノズルと前記ワークとの間に配置されており、前記レーザ光が通過する開口部を有する第1遮蔽部材をさらに備える、レーザ加工機。
【請求項3】
請求項2に記載のレーザ加工機であって、
前記第1ノズルと前記第1遮蔽部材との間に配置されており、前記第1遮蔽部材の前記開口部に向けて気体を噴射する第3ノズルをさらに備える、レーザ加工機。
【請求項4】
請求項2に記載のレーザ加工機であって、
前記第1遮蔽部材と前記ワークとの間に配置されており、前記加工部に向けて気体を噴射する第4ノズルをさらに備える、レーザ加工機。
【請求項5】
請求項1に記載のレーザ加工機であって、
前記第1ノズルと前記レーザヘッドとの間、かつ、前記第2ノズルと前記レーザヘッドとの間に配置されており、前記レーザ光が通過する開口部を有する第2遮蔽部材をさらに備える、レーザ加工機。
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザ加工機に関する。
続きを表示(約 2,100 文字)
【背景技術】
【0002】
従来から、エア噴射を用いてレーザヘッドにスパッタが付着することを抑制する技術が知られている(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2005-219057号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来技術では、気体の噴射を回避したスパッタがレーザヘッドに到達する可能性がある。したがって、レーザヘッドに付着するスパッタの付着量を低減する技術が望まれている。
【課題を解決するための手段】
【0005】
本開示は、以下の形態として実現することが可能である。
【0006】
(1)本開示の第1の形態によれば、レーザ加工機が提供される。このレーザ加工機は、ワークの加工部にレーザ光を照射するレーザヘッドと、前記加工部に向けて気体を噴射する第1ノズルと、前記レーザヘッドと前記加工部との間の前記レーザ光の通過経路を挟んで前記第1ノズルの反対側に配置されており、前記加工部に向けて気体を噴射する第2ノズルと、前記レーザヘッドと前記第1ノズルとの間と前記第1ノズルと前記ワークとの間との少なくとも一部を塞ぐ隔壁部材と、を備える。
この形態のレーザ加工機によれば、第1ノズルおよび第2ノズルから気体を噴射することにより、加工部で発生したスパッタが第1ノズルと第2ノズルとの間を通ってレーザヘッドに到達することを抑制できる。さらに、隔壁部材が配置されていることにより、加工部で発生したスパッタが第1ノズルの後方を通ってレーザヘッドに到達することを抑制できる。したがって、レーザヘッドに付着するスパッタの付着量を低減することができる。
(2)上記形態のレーザ加工機は、前記第1ノズルと前記ワークとの間、かつ、前記第2ノズルと前記ワークとの間に配置されており、前記レーザ光が通過する開口部を有する第1遮蔽部材をさらに備えてもよい。
この形態のレーザ加工機によれば、第1遮蔽部材が配置されることにより、加工部で発生したスパッタがレーザヘッドに到達することを抑制できる。
(3)上記形態のレーザ加工機は、前記第1ノズルと前記第1遮蔽部材との間に配置されており、前記第1遮蔽部材の前記開口部に向けて気体を噴射する第3ノズルをさらに備えてもよい。
この形態のレーザ加工機によれば、第3ノズルからの気体の噴射により、第1遮蔽部材の開口部にスパッタが堆積することを抑制できる。
(4)上記形態のレーザ加工機は、前記第1遮蔽部材と前記ワークとの間に配置されており、前記加工部に向けて気体を噴射する第4ノズルをさらに備えてもよい。
この形態のレーザ加工機によれば、加工部にスパッタが堆積することを抑制できる。
(5)上記形態のレーザ加工機は、前記第1ノズルと前記レーザヘッドとの間、かつ、前記第2ノズルと前記レーザヘッドとの間に配置されており、前記レーザ光が通過する開口部を有する第2遮蔽部材をさらに備える。
この形態のレーザ加工機によれば、第1ノズルおよび第2ノズルからの気体の噴射を突破したスパッタがレーザヘッドに到達することを抑制できる。
本開示は、レーザ加工機以外の種々の形態で実現することも可能である。例えば、レーザ加工方法等の形態で実現することができる。
【図面の簡単な説明】
【0007】
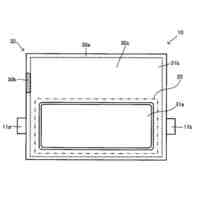
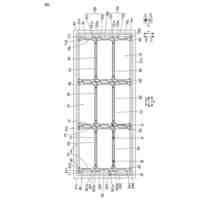
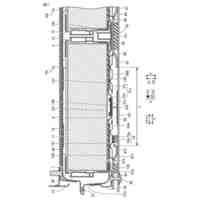
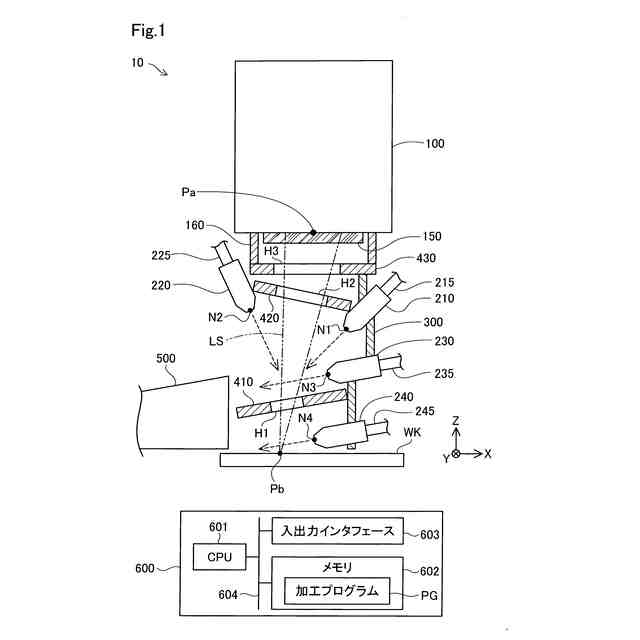
第1実施形態のレーザ加工機の構成を示す第1の説明図。
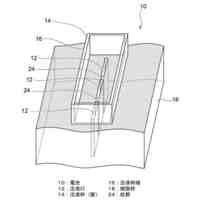
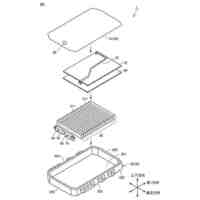
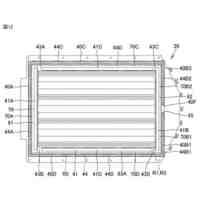
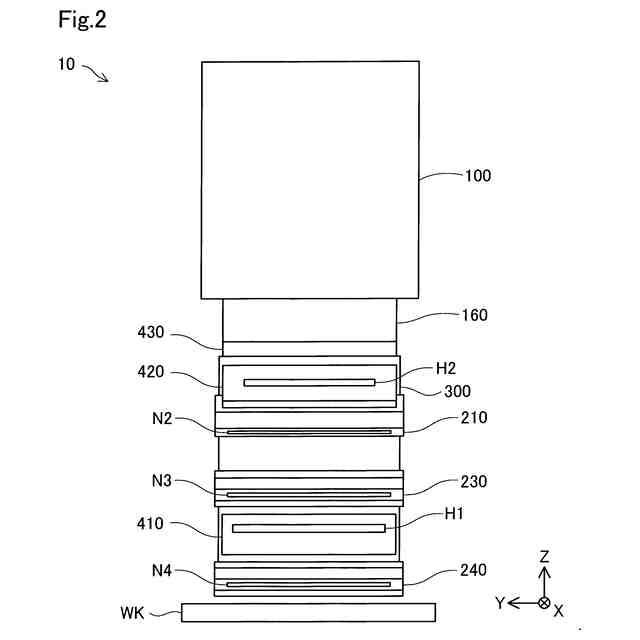
第1実施形態のレーザ加工機の構成を示す第2の説明図。
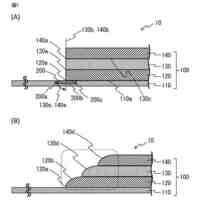
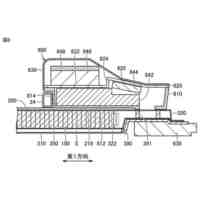
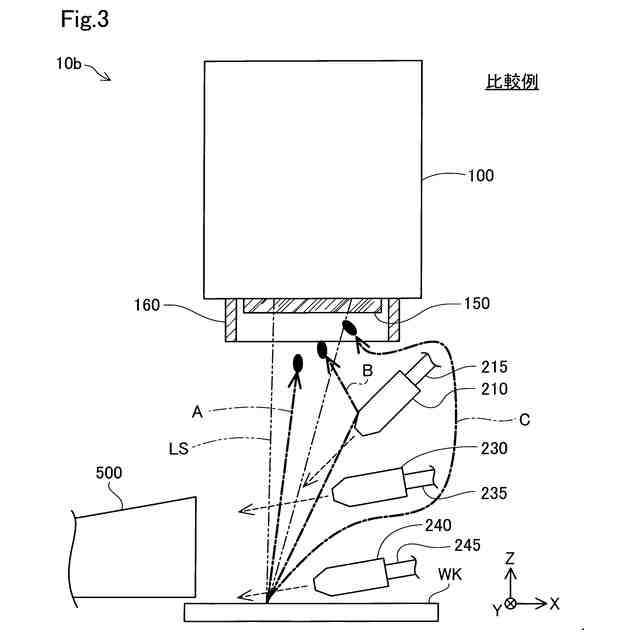
比較例のレーザ加工機の構成を示す説明図。
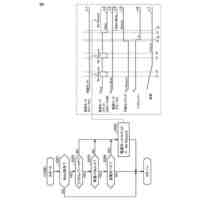
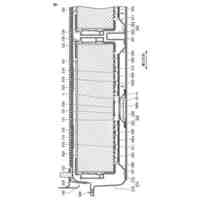
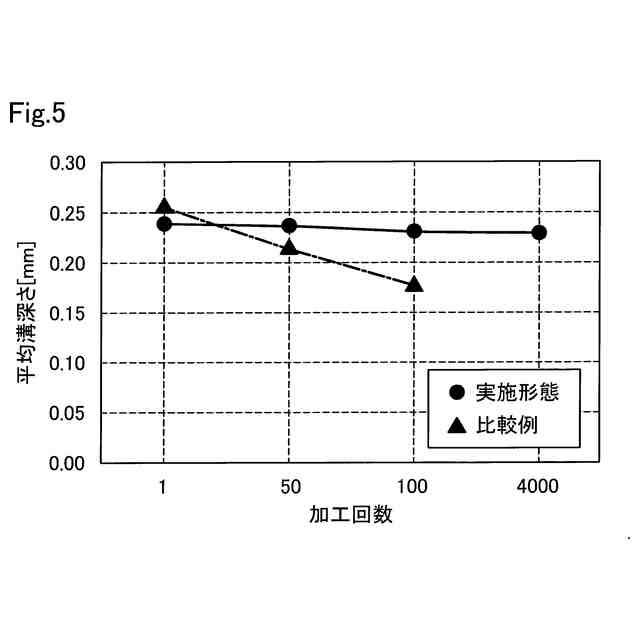
試験結果を示す第1の説明図。
試験結果を示す第2の説明図。
【発明を実施するための形態】
【0008】
A.第1実施形態:
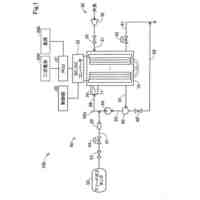
図1は、第1実施形態におけるレーザ加工機10の構成を示す第1の説明図である。図2は、第1実施形態におけるレーザ加工機10の構成を示す第2の説明図である。レーザ加工機10は、ワークWKにレーザ加工を施すために用いられる。レーザ加工には、例えば、切断、穴開け、マーキング、溶接、焼入れ等が含まれる。
【0009】
図1に示すように、レーザ加工機10は、レーザヘッド100と、第1ノズル210と、第2ノズル220と、第3ノズル230と、第4ノズル240と、隔壁部材300と、第1遮蔽部材410と、第2遮蔽部材420と、第3遮蔽部材430と、排気ダクト500と、制御装置600とを備えている。なお、図2では、第2ノズル220、排気ダクト500および制御装置600の図示が省略されている。
【0010】
レーザヘッド100は、ワークWKの加工部にレーザ光LSを照射する。レーザヘッド100は、レンズやミラー等の光学系部品を備えている。本実施形態では、レーザヘッド100は、モータにより駆動する可動式のミラーを備えており、ミラーの向きを変更することによりレーザ光LSの照射位置を変更することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
トヨタ自動車株式会社
車両
6日前
トヨタ自動車株式会社
電池
26日前
トヨタ自動車株式会社
電池
12日前
トヨタ自動車株式会社
電池
12日前
トヨタ自動車株式会社
電池
20日前
トヨタ自動車株式会社
車両
21日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
車両
20日前
トヨタ自動車株式会社
方法
5日前
トヨタ自動車株式会社
配管
21日前
トヨタ自動車株式会社
電動車
21日前
トヨタ自動車株式会社
ロータ
21日前
トヨタ自動車株式会社
電動車
20日前
トヨタ自動車株式会社
タンク
5日前
トヨタ自動車株式会社
蓄電装置
1か月前
トヨタ自動車株式会社
判定装置
20日前
トヨタ自動車株式会社
制御装置
20日前
トヨタ自動車株式会社
蓄電装置
20日前
トヨタ自動車株式会社
反応容器
20日前
トヨタ自動車株式会社
蓄電装置
20日前
トヨタ自動車株式会社
蓄電装置
20日前
トヨタ自動車株式会社
制御装置
5日前
トヨタ自動車株式会社
エンジン
20日前
トヨタ自動車株式会社
制御装置
5日前
トヨタ自動車株式会社
制御装置
20日前
トヨタ自動車株式会社
コネクタ
20日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
蓄電装置
12日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ