TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025110689
公報種別
公開特許公報(A)
公開日
2025-07-29
出願番号
2024004665
出願日
2024-01-16
発明の名称
マニホールドおよびマニホールドの製造方法
出願人
株式会社アイシン
代理人
弁理士法人R&C
主分類
B60K
11/02 20060101AFI20250722BHJP(車両一般)
要約
【課題】2部材を熱溶着によって強固に接合したマニホールド及びその製造方法を提供する。
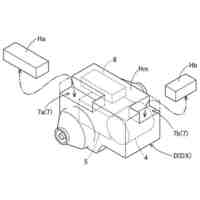
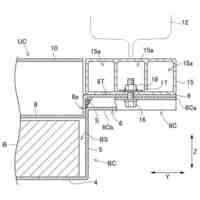
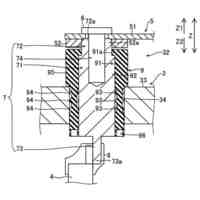
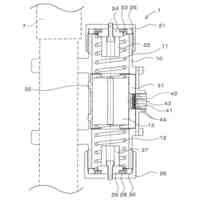
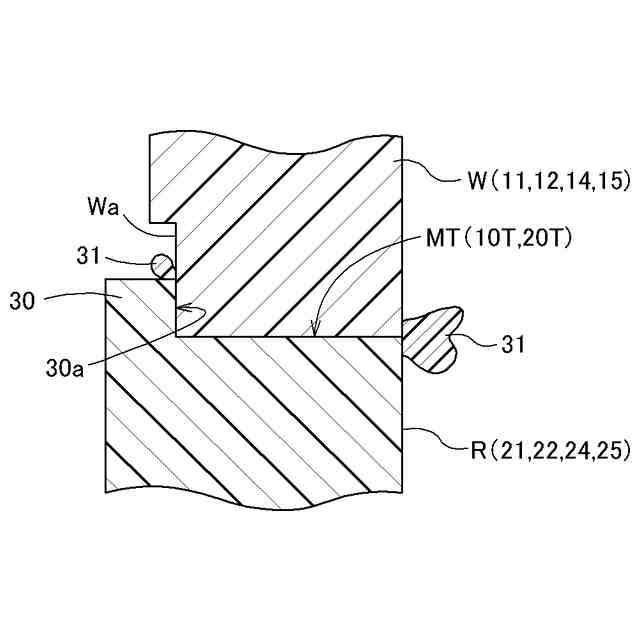
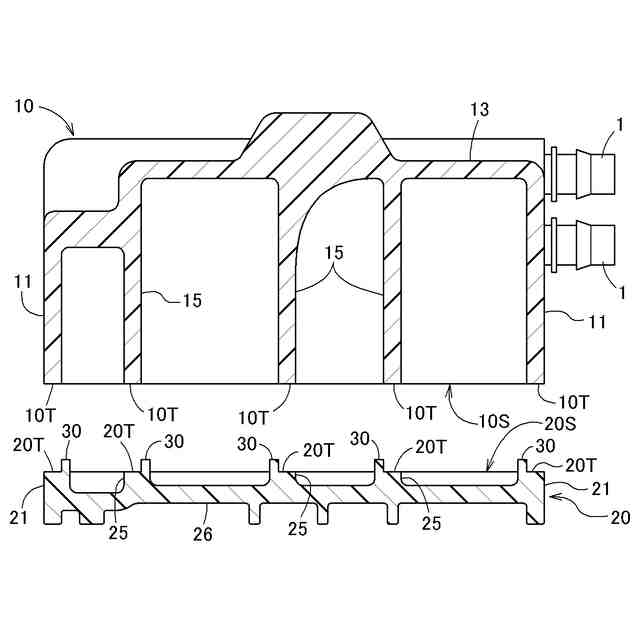
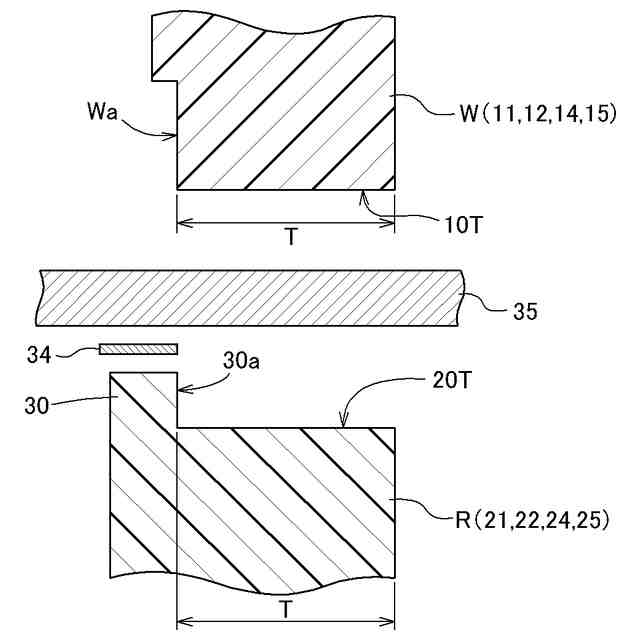
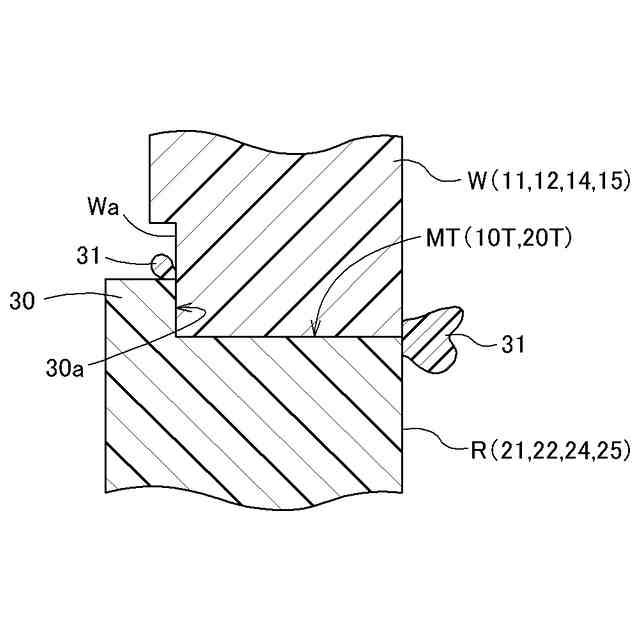
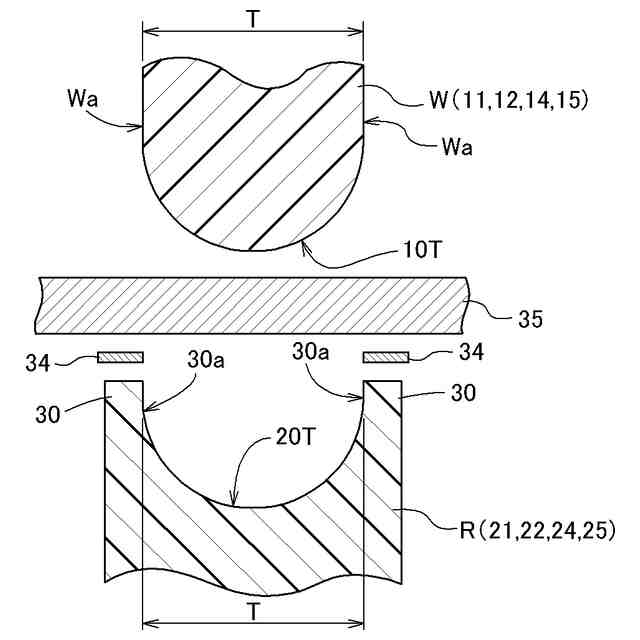
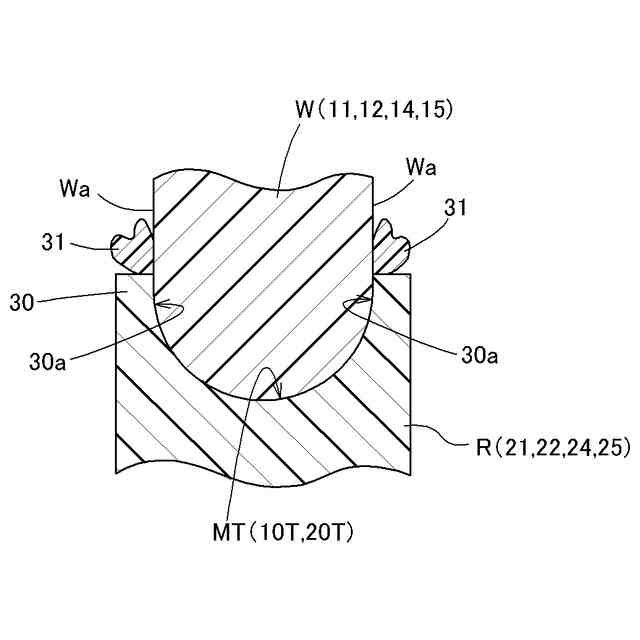
【解決手段】樹脂製の第1部材に形成された第1接合体Wと、樹脂製の第2部材に形成された第2接合体Rとを有し、第1接合体Wおよび第2接合体Rのそれぞれの接合面同士が熱溶着で一体化され、一体化された第1部材と第2部材との間に流路空間が形成されているマニホールドであって、第1接合体Wおよび第2接合体Rの溶着面MTに隣接する位置において、第1接合体W及び第2接合体Rの少なくとも一方から他方に向けて延びている凸部30が一体形成されている。
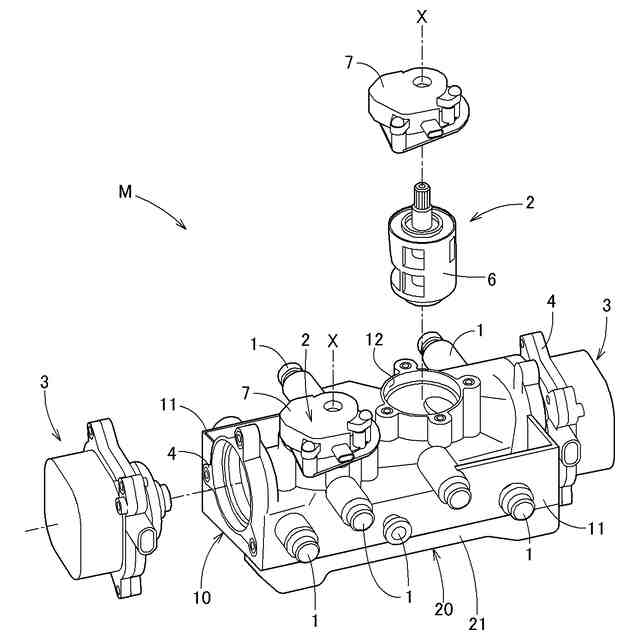
【選択図】図7
特許請求の範囲
【請求項1】
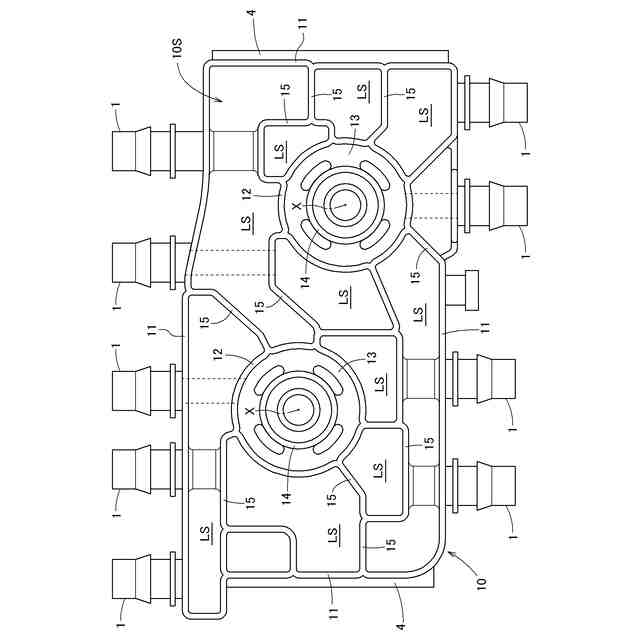
樹脂製の第1部材に形成された第1接合体と、樹脂製の第2部材に形成された第2接合体とを有し、前記第1接合体および前記第2接合体のそれぞれの接合面同士が熱溶着されることにより一体化されており、一体化された前記第1部材と前記第2部材との間に流路空間が形成されているマニホールドであって、
前記第1接合体および前記第2接合体の溶着面に隣接する位置において、前記第1接合体および前記第2接合体の少なくとも一方から他方に向けて延びている凸部が一体形成されているマニホールド。
続きを表示(約 550 文字)
【請求項2】
前記凸部は、前記溶着面の外側に位置する請求項1に記載のマニホールド。
【請求項3】
前記凸部が、前記溶着面に連なって形成される請求項1に記載のマニホールド。
【請求項4】
前記凸部は、前記第1接合体及び前記第2接合体の一方における前記溶着面の幅方向の端部に配置され、前記溶着面に連なる部位に前記溶着面から立ち上がる縦面を有しており、
前記第1接合体及び前記第2接合体の他方は、前記縦面に対向する壁側面を有している請求項1に記載のマニホールド。
【請求項5】
前記溶着面のうち前記幅方向で前記凸部が配置されていない端部から外部に溶融樹脂が流れ出したバリ部が形成されている請求項4に記載のマニホールド。
【請求項6】
請求項1~5のいずれか一項に記載のマニホールドの製造方法において、
前記凸部に作用する赤外線を遮断する状態で、赤外線の照射により前記第1部材の第1接合面と前記第2部材の第2接合面とを溶融温度まで加熱する加熱ステップと、
前記加熱ステップの後、前記第1接合面と前記第2接合面との圧接により前記第1部材と前記第2部材とを溶着する溶着ステップと、を含むマニホールドの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、マニホールドおよびマニホールドの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特許文献1には、ケースを保持するリテーナと、そのリテーナを取り付けるインストルメントパネルと、を赤外線溶着により互いに接合した構成が示されている。この赤外線溶着では、リテーナ(文献では120、以下同様に符号を記載)のリブ(120b)の溶着端面(120c)と、パネル基材(131)のリブ(131c)の溶着端面(131d)とを互いに平行に対面し、かつその対面方向がリテーナ(120)とパネル基材(131)との組み付け時の相対移動による加圧方向に一致した状態で行われる構成が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2018-167820号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
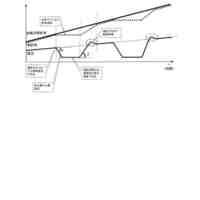
熱可塑性の樹脂を熱溶着する際には、対向する一対の接合面を加熱溶融させ、夫々の接合面を当接させ、圧力の作用により一体化させるプロセスが実行される。このようなプロセスでは加熱時に対向する一対の接合面のうち中央部の温度と比較して外縁部の温度が低下する温度分布となる。
【0005】
このような温度分布のため、加熱状態の一対の接合面を圧接した場合には、溶融によって一体化する外端部の樹脂量が、中央部より低下する傾向となり、溶融状態の樹脂の不足により外縁部の強度不足を招くことがあった。このように接合部の一部に強度不足の箇所が存在する場合には、強度不足の箇所に作用する応力が増大し、破断に繋がることもあった。
【0006】
つまり、溶着面の中央部では十分な量の溶融状態の樹脂が混じり合う状態に達するものであるが、溶着面の外縁部では、溶融状態の樹脂量が中央部より少なく混じり合いが不十分で強度不足を招いていた。このように、2つの部材を熱溶着によって接合したマニホールドでは、熱溶着された部位の破断も懸念された。
【0007】
このような理由から、2部材を熱溶着によって強固に接合したマニホールド、および、2部材を熱溶着によって強固に接合するマニホールドの製造方法が求められている。
【課題を解決するための手段】
【0008】
本発明に係るマニホールドの特徴構成は、樹脂製の第1部材に形成された第1接合体と、樹脂製の第2部材に形成された第2接合体とを有し、前記第1接合体および前記第2接合体のそれぞれの接合面同士が熱溶着されることにより一体化されており、一体化された前記第1部材と前記第2部材との間に流路空間が形成されているマニホールドであって、前記第1接合体および前記第2接合体の溶着面に隣接する位置において、前記第1接合体および前記第2接合体の少なくとも一方から他方に向けて延びている凸部が一体形成されている点にある。
【0009】
本構成によると、第1接合体と第2接合体とが熱溶着される際に、溶着面の中央部から凸部が形成された方向に流れる溶融状態の樹脂の流れを凸部が抑制するため、溶着面の中央から離れた位置においても溶着に用いられる樹脂量の増大を実現する。また、このように溶融状態の樹脂の流れが凸部によって抑制されるため、溶着面の中央部から凸部が形成されていない方向に流れる溶融状態の樹脂量の増大も可能となり、溶着に用いられる樹脂量の増大も実現する。従って、2部材を熱溶着によって強固に接合したマニホールドが構成された。
【0010】
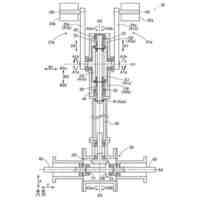
また、本発明に係るマニホールドの製造方法は、上記マニホールドの製造方法において、前記凸部に作用する赤外線を遮断する状態で、赤外線の照射により前記第1接合面と前記第2接合面とを溶融温度まで加熱する加熱ステップと、前記加熱ステップの後、前記第1接合面と前記第2接合面との圧接により前記第1接合体と前記第2接合体とを溶着する溶着ステップと、を含む点にある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アイシン
MRAM
1か月前
株式会社アイシン
駆動装置
2日前
株式会社アイシン
温度調節器
19日前
株式会社アイシン
車両制御装置
1か月前
株式会社アイシン
動力変換装置
1か月前
株式会社アイシン
電力変換装置
1か月前
株式会社アイシン
車体下部構造
1か月前
株式会社アイシン
電子制御装置
1か月前
株式会社アイシン
車両制御装置
1か月前
株式会社アイシン
動力変換装置
1か月前
株式会社アイシン
乗員検知装置
3日前
株式会社アイシン
乗員検知装置
3日前
株式会社アイシン
パーキング装置
11日前
株式会社アイシン
トルク伝達装置
13日前
株式会社アイシン
非接触充電装置
11日前
株式会社アイシン
車両用駆動装置
1か月前
株式会社アイシン
往復動内燃機関
1か月前
株式会社アイシン
往復動内燃機関
1か月前
株式会社アイシン
経路案内システム
9日前
株式会社アイシン
燃料電池システム
1か月前
株式会社アイシン
電動ブレーキ装置
5日前
株式会社アイシン
燃料電池システム
1か月前
株式会社アイシン
飲酒検知システム
13日前
株式会社アイシン
回転電機用ロータ
1か月前
株式会社アイシン
情報提供システム
1か月前
株式会社アイシン
回転電機駆動装置
1か月前
株式会社アイシン
燃焼ガス出力装置
1か月前
株式会社アイシン
情報提供システム
1か月前
株式会社アイシン
経路提案システム
1か月前
株式会社アイシン
バッテリユニット
1か月前
株式会社アイシン
工作機械の安全装置
1か月前
株式会社アイシン
ダイナミックダンパ
16日前
株式会社アイシン
投稿感情予測システム
1か月前
株式会社アイシン
充電施設案内システム
4日前
株式会社アイシン
配達計画管理システム
10日前
株式会社アイシン
配達計画管理システム
10日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ