TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025099956
公報種別
公開特許公報(A)
公開日
2025-07-03
出願番号
2023216979
出願日
2023-12-22
発明の名称
レーザ照射装置、レーザ照射方法、レーザ照射システム及び被加工物
出願人
株式会社リコー
代理人
個人
,
個人
,
個人
主分類
B23K
26/082 20140101AFI20250626BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザ照射精度を向上させる。
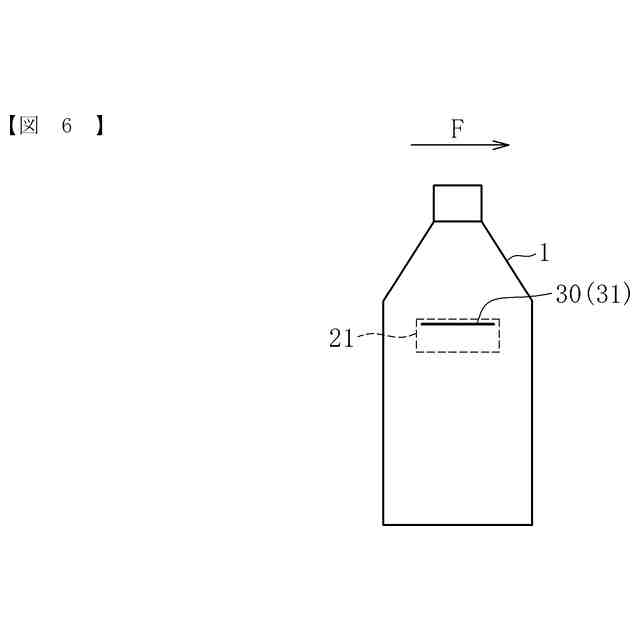
【解決手段】搬送される被加工物1の照射領域21にレーザを照射するレーザ照射装置であって、互いに交差する走査方向のうち、1回の走査において走査距離が長い方向を主走査方向とし、主走査方向とは交差する方向を副走査方向としたとき、主走査方向のサイズが副走査方向のサイズ以上となる照射領域21に対して、主走査方向が被加工物1の搬送方向Fに沿った方向となるようにレーザを走査する。
【選択図】図6
特許請求の範囲
【請求項1】
搬送される被加工物の照射領域にレーザを照射するレーザ照射装置であって、
前記レーザを発振するレーザ発振源と、
前記レーザ発振源から発振された前記レーザを前記照射領域で互いに交差する走査方向へ二次元的に走査する走査手段と、
を備え、
前記互いに交差する走査方向のうち、1回の走査において走査距離が長い方向を主走査方向とし、前記主走査方向とは交差する方向を副走査方向としたとき、
前記走査手段は、前記主走査方向のサイズが前記副走査方向のサイズ以上となる前記照射領域に対して、前記主走査方向が前記被加工物の搬送方向に沿った方向となるように前記レーザを走査することを特徴とするレーザ照射装置。
続きを表示(約 2,400 文字)
【請求項2】
それぞれ別の前記照射領域に対して前記レーザが照射されるように前記レーザを走査する複数の走査手段を備え、
前記複数の走査手段は、それぞれ前記主走査方向のサイズが前記副走査方向のサイズ以上となる前記照射領域に対して、前記主走査方向が前記被加工物の搬送方向に沿った方向となるように前記レーザを走査する請求項1に記載のレーザ照射装置。
【請求項3】
前記被加工物の表面にある凸部又は凹部の位置を検出する凹凸検出手段を備え、
前記走査手段は、前記凹凸検出手段の検出結果に基づいて、前記凸部又は前記凹部と重ならない前記照射領域に前記レーザが照射されるように前記レーザを走査する請求項1に記載のレーザ照射装置。
【請求項4】
前記被加工物の表面上に気流を発生させる気流発生手段を備え、
前記走査手段は、前記被加工物の表面上の上下方向に並ぶ複数の前記照射領域に対して順に前記レーザが照射されるように前記レーザを走査し、
前記気流発生手段は、前記照射領域に前記レーザが照射される順に応じて気流の方向を異ならせる請求項1に記載のレーザ照射装置。
【請求項5】
前記走査手段は、最も下の前記照射領域から順に前記レーザが照射されるように前記レーザを走査し、
前記気流発生手段は、上方から下方に向かって気流を発生させる請求項4に記載のレーザ照射装置。
【請求項6】
曲線状の搬送経路に沿って搬送される前記被加工物の円筒状の表面にレーザを照射するレーザ照射装置であって、
前記被加工物に対してレーザ照射が開始されたときの前記被加工物の中心位置をP1とし、
前記曲線状の搬送経路に沿った搬送経路円の中心をOとし、
前記被加工物がレーザ射出基準点に対して最も近づいたときの前記被加工物の中心位置をP2としたときの、
角P1-O-P2をθ1とし、
前記被加工物の表面のうち前記レーザが照射される円弧領域の中心角をθ2とし、
前記搬送経路円の半径をRとし、
前記被加工物の円筒状の表面の半径をrとし、
レーザの焦点深度をDoFとすると、
R(1-cosθ1)+r(1-cos(θ1+θ2/2))<2×DoFの関係を満たし、
レーザのベストフォーカス位置は、前記被加工物が前記レーザ射出基準点に対して最も近づいたときの前記被加工物の正面位置(c)よりも、前記搬送経路円の中心側にある請求項1に記載のレーザ照射装置。
【請求項7】
曲線上の搬送経路上で、前記被加工物の円筒状の表面のうちレーザが照射される円弧領域の幅方向中間位置がレーザ光軸とは直交する平面に対して正対するように搬送される前記被加工物の表面に前記レーザを照射して画像パターンを形成するレーザ照射装置であって、
前記被加工物に対してレーザ照射が開始されたときの前記被加工物の中心位置をP1とし、
前記曲線状の搬送経路に沿った搬送経路円の中心をOとし、
前記被加工物がレーザ射出基準点に対して最も近づいたときの前記被加工物の中心位置をP2としたときの、
角P1-O-P2をθ1とし、
前記被加工物の表面のうち前記レーザが照射される円弧領域の中心角をθ2とし、
前記搬送経路円の半径をRとし、
前記被加工物の円筒状の表面の半径をrとし、
レーザの焦点深度をDoFとすると、
R(1-cosθ1)+r(1-cos(θ2/2))<2×DoFの関係を満たし、
レーザのベストフォーカス位置は、前記被加工物が前記レーザ射出基準点に対して最も近づいたときの前記被加工物の正面位置(c)よりも、前記曲線状の搬送経路の中心側にある請求項1に記載のレーザ照射装置。
【請求項8】
曲線状の搬送経路に沿って搬送される前記被加工物の表面にレーザを照射するレーザ照射装置であって、
前記曲線状の搬送経路に沿った搬送経路円を含む平面に対して直交する方向から見て、
前記搬送経路円の中心と、前記被加工物が前記レーザ射出基準点に対して最も近づいたときの前記被加工物の正面位置(c)とを通る直線方向をY軸方向とすると、
前記被加工物に対してレーザ照射が開始されたときの前記被加工物のレーザ照射開始点と、前記被加工物が前記レーザ射出基準点に対して最も近づいたときの前記被加工物の正面位置との間の前記Y軸方向の中間位置が、レーザのベストフォーカス位置となるように設定される請求項1に記載のレーザ照射装置。
【請求項9】
曲線状の搬送経路に沿って搬送される前記被加工物の表面にレーザを照射するレーザ照射装置であって、
前記曲線状の搬送経路に沿った搬送経路円を含む平面に対して直交する方向から見て、
レーザ射出基準点は、前記レーザ射出基準点に対して前記被加工物が最も近づいたときの前記被加工物の中心位置と前記搬送経路円の中心とを通る直線上に配置される請求項1に記載のレーザ照射装置。
【請求項10】
曲線状の搬送経路に沿って搬送される前記被加工物の表面にレーザを照射するレーザ照射装置であって、
前記曲線状の搬送経路に沿った搬送経路円を含む平面に対して直交する方向から見て、
レーザ射出基準点は、前記レーザ射出基準点に対して前記被加工物が最も近づいたときの前記被加工物の中心位置と前記搬送経路円の中心とを通る直線を基準に、前記被加工物が前記レーザ射出基準点に対して最も近づいたときの前記被加工物の中心位置を中心とする円周方向に±5°未満の範囲内に配置される請求項1に記載のレーザ照射装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、レーザ照射装置、レーザ照射方法、レーザ照射システム及び被加工物に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
PET(Poly Ethylene Terephthalate)ボトルなどの被加工物にレーザ光を照射して文字などの画像パターンを形成するレーザ照射装置が知られている。
【0003】
このようなレーザ照射装置に用いられるレーザ走査方式には、画像パターンの形状に関わらずレーザ光を平行線状に繰り返し走査するラスタ走査方式と、画像パターンの形状に倣ってレーザ光を走査するベクタ走査方式とがある。
【0004】
例えば、特許文献1(特開2016-55324号公報)においては、搬送される被照射体に対してレーザ照射するラスタ走査方式のレーザマーキング装置の構成が開示されている。
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1においては、搬送中の被照射体に振動又は速度変動などが生じた場合に、被照射体に対するレーザ照射精度が低下する問題については検討されていなかった。
【0006】
そこで、本発明においては、レーザ照射精度を向上させることを課題とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するため、本発明は、搬送される被加工物の照射領域にレーザを照射するレーザ照射装置であって、前記レーザを発振するレーザ発振源と、前記レーザ発振源から発振された前記レーザを前記照射領域で互いに交差する走査方向へ二次元的に走査する走査手段と、を備え、前記互いに交差する走査方向のうち、1回の走査において走査距離が長い方向を主走査方向とし、前記主走査方向とは交差する方向を副走査方向としたとき、前記走査手段は、前記主走査方向のサイズが前記副走査方向のサイズ以上となる前記照射領域に対して、前記主走査方向が前記被加工物の搬送方向に沿った方向となるように前記レーザを走査することを特徴とする。
【発明の効果】
【0008】
本発明によれば、レーザ照射精度を向上させることができる。
【図面の簡単な説明】
【0009】
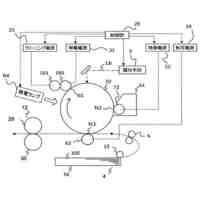
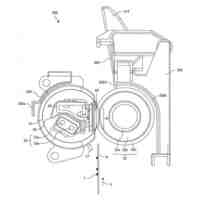
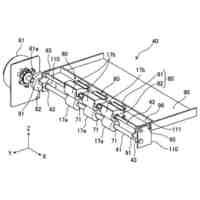
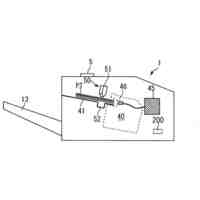
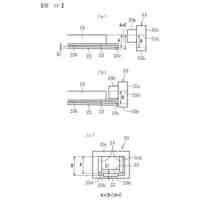
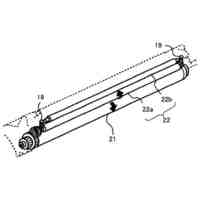
本発明の第1実施形態に係るレーザ照射システムの側面図である
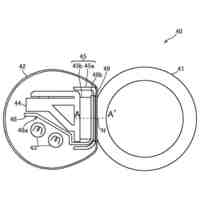
本発明の第1実施形態に係るレーザ照射システムの平面図である。
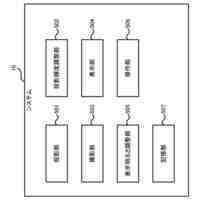
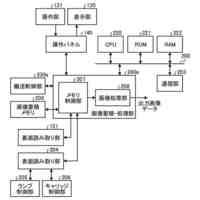
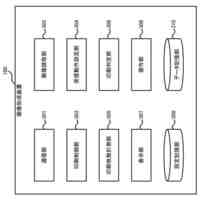
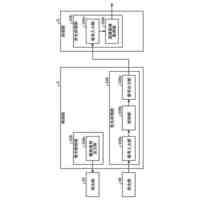
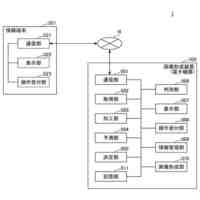
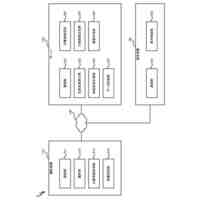
本発明の第1実施形態に係る制御部のハードウェア構成を示すブロック図である。
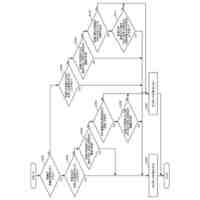
本発明の第1実施形態に係る制御部の機能構成を示すブロック図である。
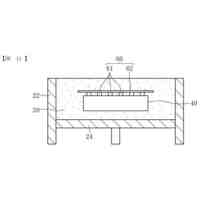
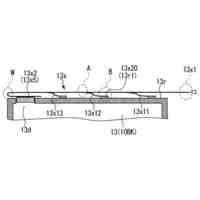
レーザ照射によって収容器に形成される変性部の態様を示す図である。
本発明の第1実施形態に係るレーザ照射装置を用いて収容器にレーザ照射する場合の態様を示す図である。
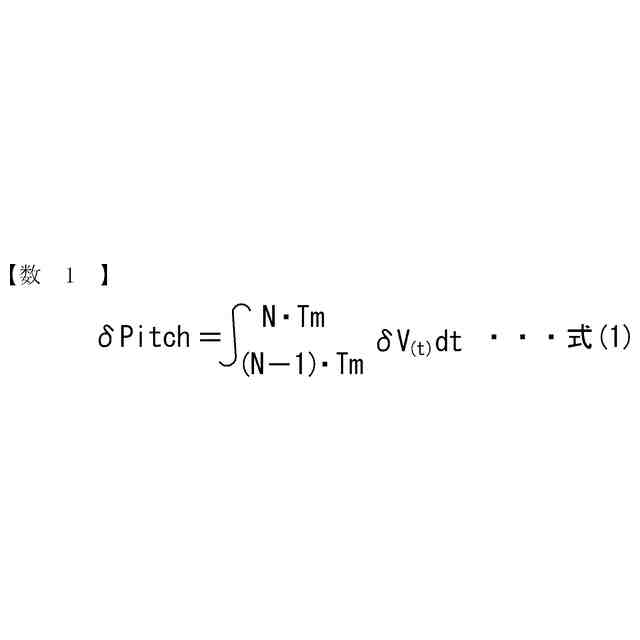
本発明の第1実施形態において収容器に形成される変性部同士の間隔を示す図である。
(a)は、走査方向が搬送方向と同じ方向である例を示す図、(b)は、走査方向が搬送方向とは反対方向である例を示す図である。
本発明の第1実施形態においてレーザを搬送方向に沿って往復走査する場合の走査経路の一例を示す図である。
(a)は、照射領域の主走査方向サイズが副走査方向サイズよりも大きい例を示す図、(b)は、照射領域の副走査方向サイズが主走査方向サイズよりも大きい例を示す図である。
照射領域を複数の照射領域に分割した例を示す図である。
本発明の第2実施形態に係るレーザ照射システムの平面図である。
本発明の第3実施形態に係るレーザ照射システムの平面図である。
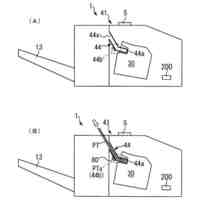
(a)~(c)は、高さ寸法が大きくばらつく収容器に対してレーザ照射する場合の態様を示す図である。
(a)は、凹凸部分の間に画像パターンが形成された状態を示す図、(b)は、凹凸部分に重なるように画像パターンが形成された状態を示す図である。
本発明の第4実施形態に係るレーザ照射システムの平面図である。
凹凸部分に重ならないように画像パターンが形成された状態を示す図である。
(a)~(d)は、本発明の第5実施形態において、複数の照射領域に対するレーザの照射順と気流の発生方向を示す図である。
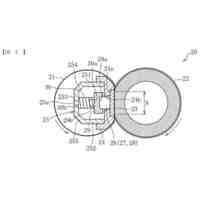
円環状の搬送経路をその搬送経路円を含む平面に対して直交する方向から見た平面図である。
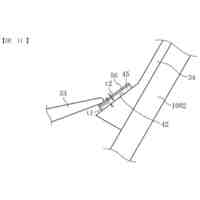
図19のうちの一部の搬送経路上の収容器を示す平面図である。
焦点範囲のベストフォーカス位置からレーザ照射位置までの距離と、レーザのビーム径との関係を示すグラフである。
円環状の搬送経路に沿って搬送される収容器の別の搬送態様を示す平面図である。
好ましいレーザ射出基準位置を示す図である。
(a)~(e)は、本発明を用いて形成される画像パターンの例を示す図である。
(a)は、本発明を用いて形成された画像パターンを示す図、(b)は、比較例を用いて形成された画像パターンを示す図である。
(a)は、本発明において振動又は速度変動が生じた場合に形成される画像パターンの一例を示す図、(b)は、比較例において振動又は速度変動が生じた場合に形成される画像パターンの一例を示す図である。
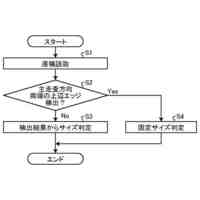
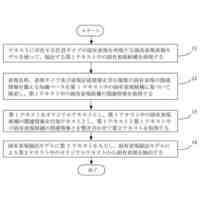
本発明によって得られた画像パターンか否かを判別するための判定方法を説明するための図である。
本発明によって得られた画像パターンか否かを判別するための判定方法を説明するための図である。
本発明によって得られた画像パターンか否かを判別するための判定方法を説明するための図である。
本発明に係る判定方法を適用可能な最小の画像パターンを示す図である。
(a)(b)は、比較例に係るレーザ照射装置を用いてレーザ照射する場合の態様を示す図である。
(a)は、画像ライン同士の間隔が等間隔である場合を示す図、(b)は、画像ライン同士の間隔が大きくなった場合を示す図、(c)は、画像ライン同士の間隔が小さくなった場合を示す図である。
搬送速度変動と画像ライン同士の間隔誤差との関係を示すグラフである。
【発明を実施するための形態】
【0010】
以下、図面を参照しながら、本発明の実施形態について説明する。なお、本発明を説明するための各図面において、同一の機能もしくは形状を有する部材及び構成部品などの構成要素については、判別が可能な限り同一符号を付し、一度説明した後ではその説明を省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社リコー
画像形成装置
20日前
株式会社リコー
画像形成装置
19日前
株式会社リコー
多関節ロボット
25日前
株式会社リコー
システムおよび方法
21日前
株式会社リコー
定着装置及び画像形成装置
20日前
株式会社リコー
定着装置及び画像形成装置
21日前
株式会社リコー
情報処理装置、情報表示方法
28日前
株式会社リコー
画像読取装置及び画像形成装置
19日前
株式会社リコー
シート搬送装置及び画像形成装置
19日前
株式会社リコー
画像処理装置、および画像処理方法
19日前
株式会社リコー
画像読取装置、プログラム、案内方法
6日前
株式会社リコー
画像形成装置、方法およびプログラム
25日前
株式会社リコー
後処理装置、及び、画像形成システム
25日前
株式会社リコー
後処理装置、及び、画像形成システム
20日前
株式会社リコー
加熱装置、定着装置及び画像形成装置
18日前
株式会社リコー
加熱装置、定着装置及び画像形成装置
28日前
株式会社リコー
造形方法、造形システム及びプログラム
27日前
株式会社リコー
画像処理装置、画像処理方法、プログラム
27日前
株式会社リコー
圧切替機構、画像形成装置及び圧切替方法
21日前
株式会社リコー
測距システム、測距方法およびプログラム
25日前
株式会社リコー
積層体の製造方法、及び電気化学素子の製造方法
5日前
株式会社リコー
情報処理装置、開発支援システムおよびプログラム
19日前
株式会社リコー
電子機器、システム、画像形成装置、異常検出方法
21日前
株式会社リコー
読取装置、画像処理装置、読取方法およびプログラム
1か月前
株式会社リコー
固有表現抽出方法、固有表現抽出装置及びプログラム
11日前
株式会社リコー
シート状封止部材、着脱ユニット、及び、画像形成装置
3日前
株式会社リコー
伝送管理装置
11日前
株式会社リコー
情報提供システム、電子機器、情報提供方法、及びプログラム
12日前
株式会社リコー
クリーニング装置、プロセスカートリッジおよび画像形成装置
25日前
株式会社リコー
情報処理システム、画像処理装置、情報処理方法及びプログラム
28日前
株式会社リコー
情報処理装置、情報処理システム、情報処理方法およびプログラム
25日前
株式会社リコー
位置決め調整機構、位置決め調整システム、及び充電ステーション
1か月前
株式会社リコー
液体塗布装置、液体塗布システム、液体塗布方法およびプログラム
18日前
株式会社リコー
液体吐出装置、画像形成装置及び液体吐出ヘッドユニット調整方法
4日前
株式会社リコー
画像形成装置、画像形成システム、画像形成方法、及びプログラム
5日前
株式会社リコー
ポリ乳酸樹脂組成物の製造方法及びポリ乳酸樹脂組成物の製造装置
6日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ