TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025087868
公報種別
公開特許公報(A)
公開日
2025-06-10
出願番号
2025037166,2024562032
出願日
2025-03-10,2024-10-17
発明の名称
工作機械
出願人
DMG森精機株式会社
代理人
弁理士法人タス・マイスター
主分類
B23G
1/02 20060101AFI20250603BHJP(工作機械;他に分類されない金属加工)
要約
【課題】工具負荷を低減したねじの加工に関する加工経路、加工方法、工作機械などを提供する。
【解決手段】工作機械1は、ねじ切り加工の実行に際して、Z軸上においてワークWと切削工具3とを相対的に移動させるとともに、プログラムのコードに基づいて切削工具3をワークWの径方向に振動させている。
【選択図】図1
特許請求の範囲
【請求項1】
工具を保持する工具保持部と、
ワークを保持するワーク保持部と、
(i)ワークの回転軸に直交する軸上における第1切り込み位置から、ワークの前記回転軸に沿って、ワークを前記回転軸に沿うように切削するねじの加工であって、前記回転軸と異なる軸上に相対的に工具を振動させてワークを切削する第1ねじ加工と、(ii)前記第1切り込み位置から、ワークの前記回転軸に沿って、ワークを前記回転軸に沿うように直線状に切削する第2ねじ加工と、を行うように、前記工具保持部と前記ワーク保持部とを駆動制御する駆動制御部と、を備える、工作機械。
発明の詳細な説明
【技術分野】
【0001】
本願の技術分野は、ねじの加工方法及びねじの加工が可能な工作機械に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
一般に、旋削加工を行う工作機械では、切削工具とワークとを当該ワークの周方向に沿って相対回転させつつ、ワークの回転軸線に沿って相対的に送り移動させることでワークを所定形状に加工する。このような加工において、長く繋がった切りくずが発生することがあるが、長くつながった切りくずは加工室内に残りやすく、定期的に切りくずの清掃が必要になる。このため、ワークを加工するまでの時間が長くなる。さらに、長い切りくずが加工室内に残ると、ワークなどを傷つける可能性もある。
【0003】
そこで、特許文献1に示す工作機械では、旋削加工中に振動させることで切りくずを分断するようにしている。
【先行技術文献】
【特許文献】
【0004】
米国特許第10610993号明細書(特許第6914840号公報)
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1の加工方法では、図12に示すように、振動によって工具に大きな負荷がかかるため、工具の交換頻度が高くなる。
【課題を解決するための手段】
【0006】
そこで、工具負荷を低減したねじの加工に関する加工経路、加工方法、工作機械などを提供するものである。
【図面の簡単な説明】
【0007】
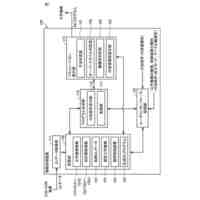
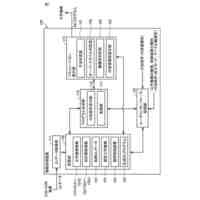
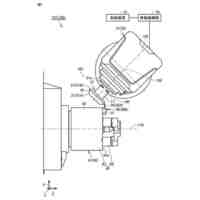
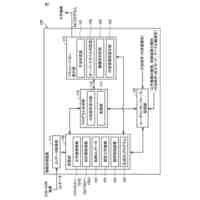
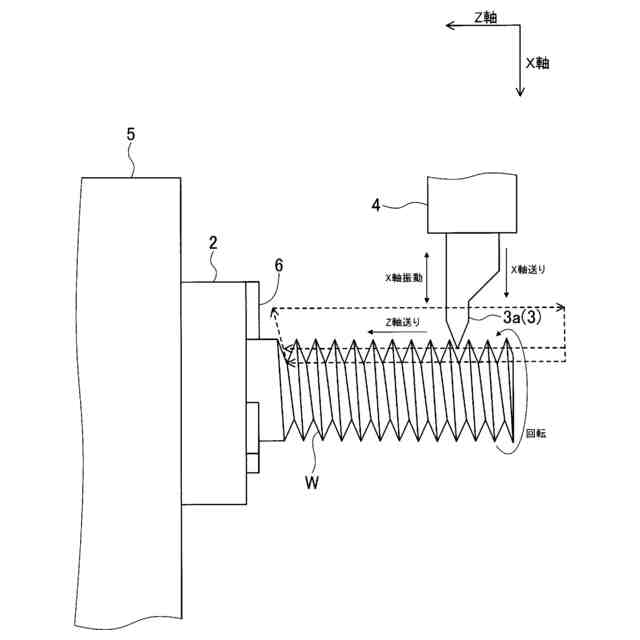
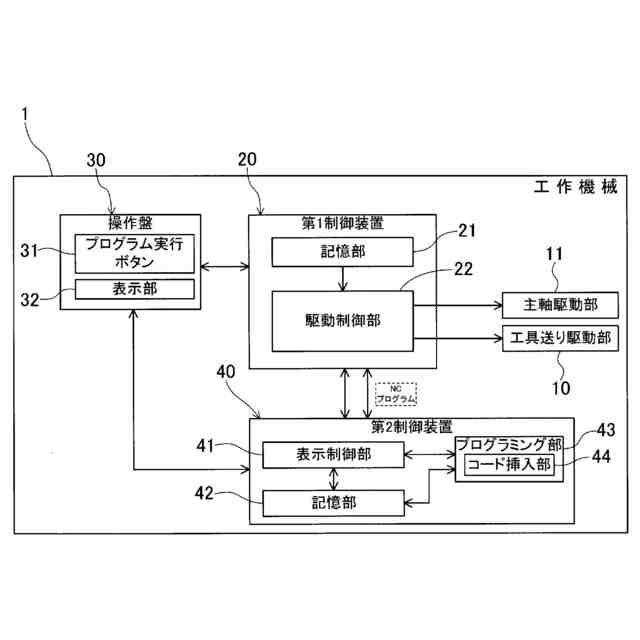
工作機械の概略構成の一例を説明するための説明図である。
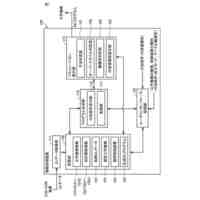
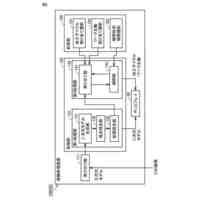
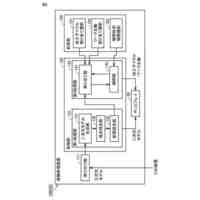
工作機械の構成を示すブロック図である。
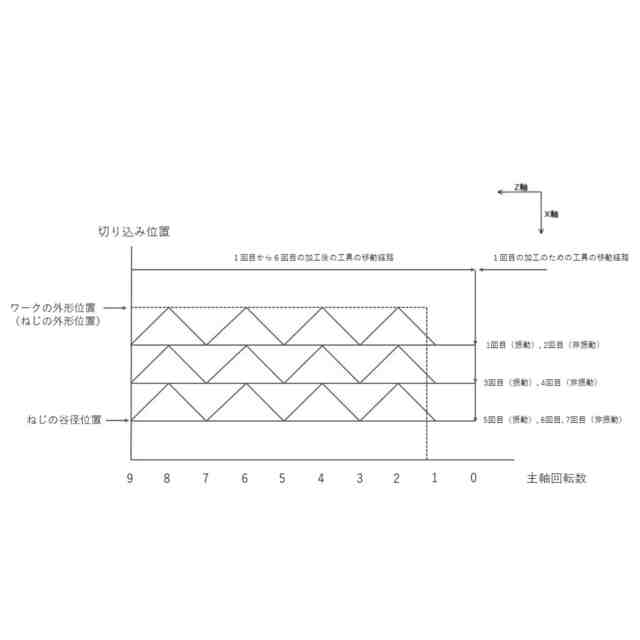
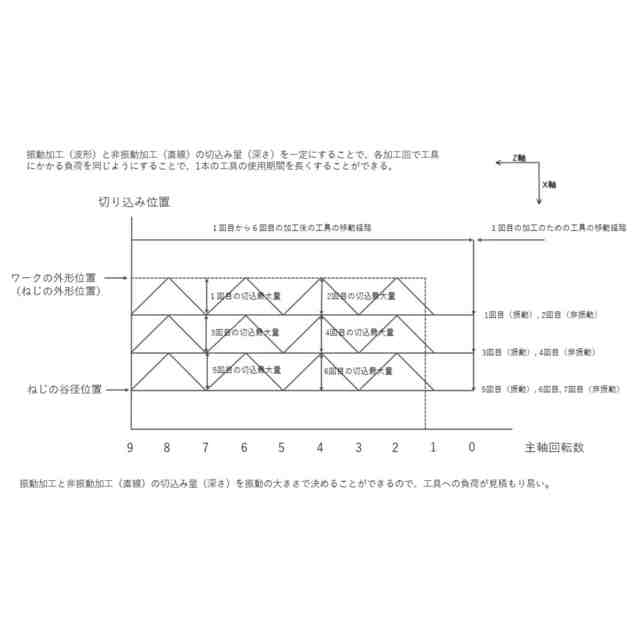
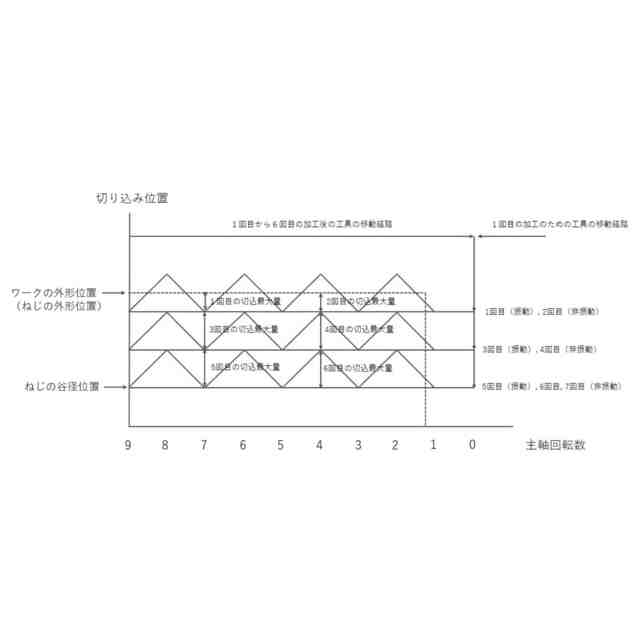
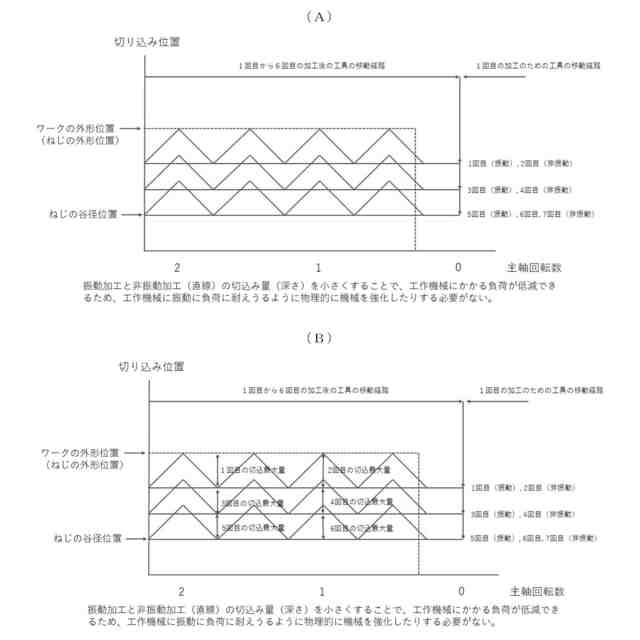
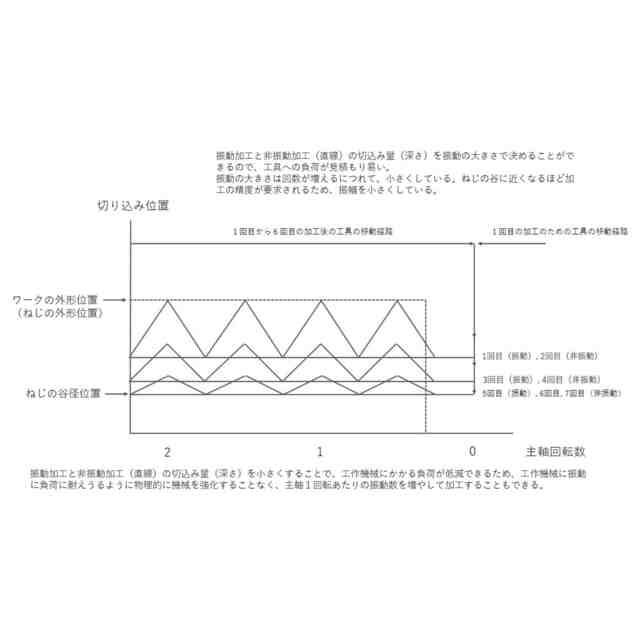
Z軸の位置変化に対する工具の加工点の移動軌跡を示す図の一例である。
Z軸の位置変化に対する工具の加工点の移動軌跡を示す図の一例である。
Z軸の位置変化に対する工具の加工点の移動軌跡を示す図の一例である。
Z軸の位置変化に対する工具の加工点の移動軌跡を示す図の一例である。
Z軸の位置変化に対する工具の加工点の移動軌跡を示す図の一例である。
Z軸の位置変化に対する工具の加工点の移動軌跡を示す図の一例である。
Z軸の位置変化に対する工具の加工点の移動軌跡を示す図の一例である。
プログラミング部によって、操作盤の表示部に表示される入力画面を示した説明図である。
プログラミング部によって作成されるNCプログラムの一例を示した説明図である。
従来の加工方法を示す図
【発明を実施するための形態】
【0008】
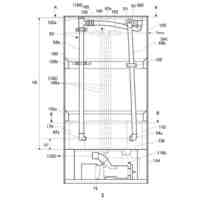
(工作機械)
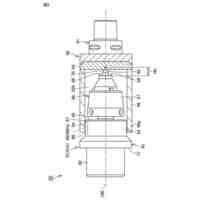
図1は、工作機械1の要部を示す概略図である。この工作機械1は、ワークWを回転させつつ、ワークWに切削工具3を当てて旋削加工を行うNC旋盤である。加工の例として、外径加工、内径加工、穴あけ加工、倣いテーパ加工、溝入れ加工、端面加工、及びねじ切り加工等が挙げられる。図1は、これらの加工ができる工作機械において、ねじ切り加工を実行中の状態を示している。この工作機械1は、ねじ切り加工の実行に際して、Z軸上においてワークWと切削工具3とを相対的に移動させるとともに、プログラムのコードに基づいて切削工具3をワークWの径方向に振動させている。
【0009】
なお、以下の説明において、ワークWの回転軸線をZ軸とし、Z軸に直交する鉛直方向をX軸とし、X軸とZ軸との双方に直交する方向(図1の紙面垂直方向)をY軸とする。図1は、ワークWの径方向とX軸とが平行な関係にある。
【0010】
ねじ切り加工で振動を付加する場合には、X軸と平行に工具3aまたはワークを振動させるのが好ましいが、これに限定されず、Y軸と平行な振動、X軸とY軸の成分をもつ方向に振動させてもよい。また、ねじ切り加工で振動処理を付加する場合には、ワークWの径方向に振動させるのが好ましいが、径方向の振動成分が含まれる方向の振動であればよい。例えば、図1であれば、X軸とZ軸との成分をもつ方向に振動させてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
DMG森精機株式会社
工作機械
1か月前
DMG森精機株式会社
クーラントタンク
26日前
DMG森精機株式会社
らせん溝の加工方法
1か月前
DMG森精機株式会社
クーラント供給装置
26日前
DMG森精機株式会社
クーラント供給装置
21日前
DMG森精機株式会社
付加加工部材の製造方法
21日前
DMG森精機株式会社
心押しユニットおよび工作機械
29日前
DMG森精機株式会社
工具搬送装置、及び、加工システム
21日前
DMG森精機株式会社
工作機械、ワークの加工方法および制御プログラム
26日前
DMG森精機株式会社
プログラム
1か月前
DMG森精機株式会社
情報処理装置、NCプログラムの生成方法およびプログラム
1か月前
DMG森精機株式会社
情報処理装置、加工サイクルの割り当て方法およびプログラム
7日前
DMG森精機株式会社
情報処理装置、NCプログラムの生成方法および制御プログラム
1か月前
DMG森精機株式会社
工作機械、工作機械の制御方法、および工作機械の制御プログラム
19日前
DMG森精機株式会社
砥石のドレッシング装置、砥石のドレッシング方法および制御プログラム
1か月前
DMG森精機株式会社
工作機械およびプログラム
1か月前
DMG森精機株式会社
揺動器の回転制御装置、及び、それを用いた工作機械
18日前
DMG森精機株式会社
情報処理装置、加工サイクルの割り当て方法およびプログラム
7日前
個人
タップ
2か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社北川鉄工所
回転装置
1か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
3か月前
株式会社ダイヘン
溶接電源装置
4日前
株式会社ダイヘン
溶接電源装置
6日前
日東精工株式会社
ねじ締め装置
29日前
日東精工株式会社
多軸ねじ締め機
3か月前
株式会社FUJI
工作機械
21日前
株式会社FUJI
工作機械
1か月前
株式会社FUJI
工作機械
3か月前
株式会社ダイヘン
多層盛り溶接方法
3か月前
エフ・ピー・ツール株式会社
リーマ
3か月前
株式会社アンド
半田付け方法
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ