TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025086829
公報種別
公開特許公報(A)
公開日
2025-06-09
出願番号
2023201146
出願日
2023-11-28
発明の名称
シリンダ装置及びシリンダ装置の製造方法
出願人
藤倉コンポジット株式会社
代理人
個人
主分類
F15B
15/14 20060101AFI20250602BHJP(流体圧アクチュエータ;水力学または空気力学一般)
要約
【課題】本発明は、小型化しても簡単な構成で動作精度を維持することができるシリンダ装置の提供を目的とする。
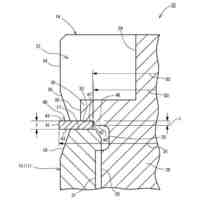
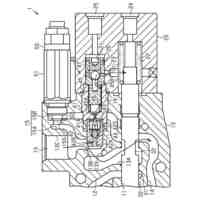
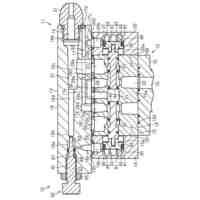
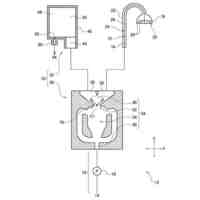
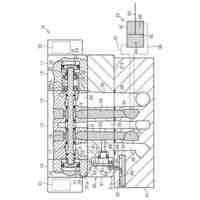
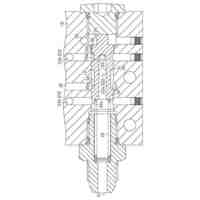
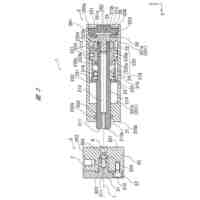
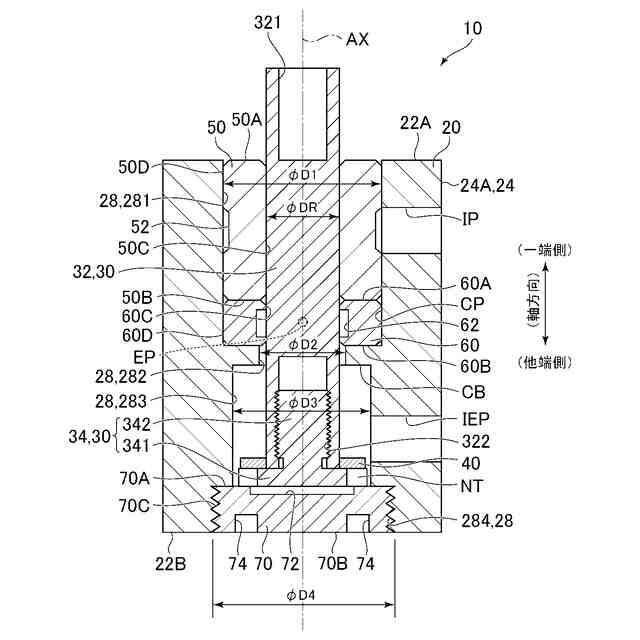
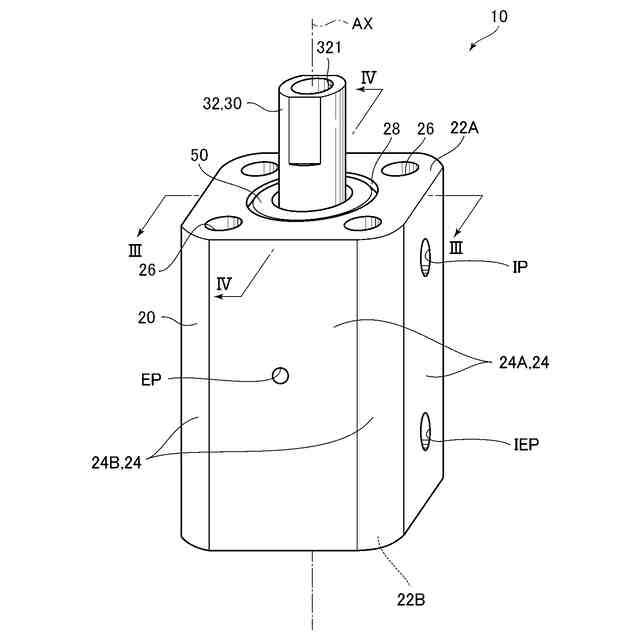
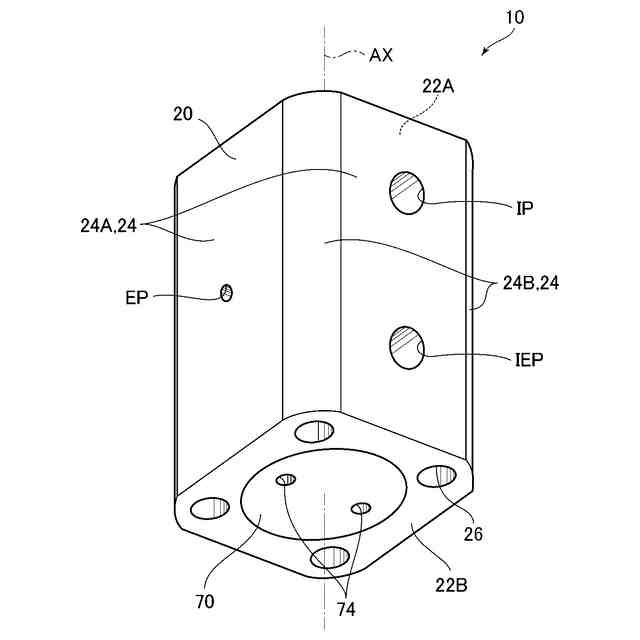
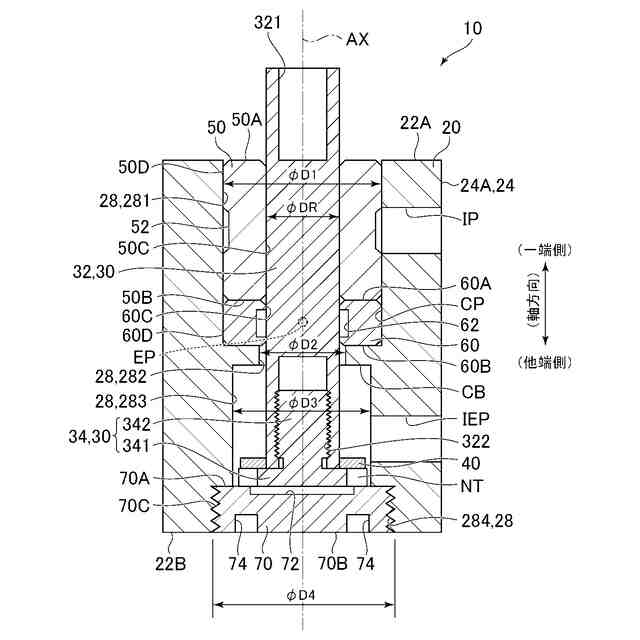
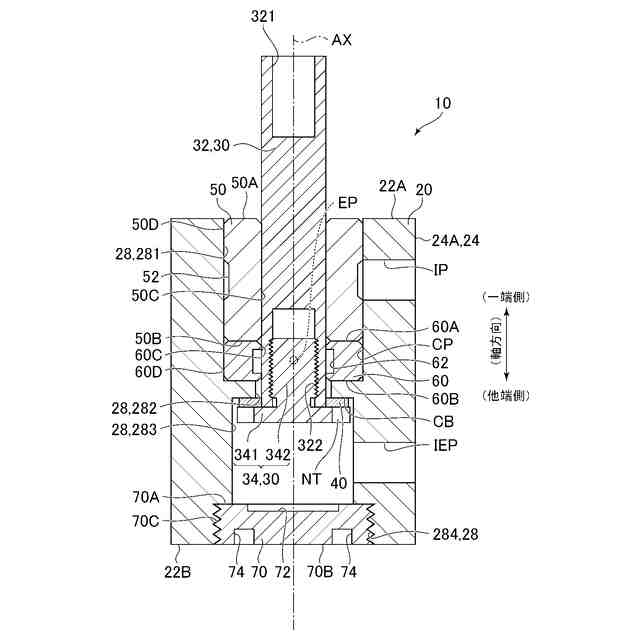
【解決手段】本発明のシリンダ装置10は、ロッド32及びストッパー34を有するピストン30と、ロッド32を支持する空気軸受50と、一物品で構成され、ロッド32の軸方向に沿う貫通孔28及び複数のポートを有し、貫通孔28の一端側の開口からロッド32の先端をはみ出たせてピストン30及び空気軸受50を収容する筐体20と、貫通孔28の他端側の開口を塞ぐ蓋70とを備え、貫通孔28は、前記一端側から前記他端側に並ぶ、前記他端側に閉空間CPを形成して空気軸受50が固定されている第1孔281、ロッド32の一部が嵌め込まれている第2孔282、ストッパー34が前記軸方向に移動可能となるようにストッパー34が嵌め込まれている第3孔283、及び、蓋70が固定されている第4孔284を含む。
【選択図】図3
特許請求の範囲
【請求項1】
ロッド及びその基端に固定されているストッパーを有するピストンと、
前記ロッドを貫通させながら支持する空気軸受と、
一物品で構成され、(A)前記ロッドの軸方向に沿う貫通孔及び(B)複数のポートを有し、前記貫通孔の一端側の開口から前記ロッドの先端をはみ出たせて内部に前記ピストン及び前記空気軸受を収容する筐体と、
前記貫通孔の他端側の開口を塞ぐ蓋と、
を備え、
(A)前記貫通孔は、前記一端側の開口から前記他端側の開口に亘って並ぶ、(A1)前記他端側に閉空間を形成して前記空気軸受が固定されている第1孔、(A2)当該第1孔よりも小径かつ浅く、前記ロッドが前記軸方向に移動可能となるように前記ロッドの一部が嵌め込まれている第2孔、(A3)当該第2孔よりも深く、前記ストッパーが前記軸方向に移動可能となるように前記ストッパーが嵌め込まれている第3孔、及び、(A4)前記蓋が固定されている第4孔を含み、
(B)前記複数のポートは、(B1)前記第1孔における前記空気軸受の対向面と前記筐体の外面とで開口している給気ポート、(B2)前記第3孔と前記外面とで開口している給排気ポート、及び、(B3)前記第1孔における前記閉空間の形成面と前記外面とで開口している排気ポートを含む、
シリンダ装置。
続きを表示(約 1,600 文字)
【請求項2】
前記空気軸受は、前記軸方向においてその前記一端側の端面の位置が前記筐体における前記一端側の端面の位置となるように、前記第1孔に固定されている、
請求項1に記載のシリンダ装置。
【請求項3】
前記閉空間に収容され、前記軸方向における前記空気軸受の固定位置を位置決めするスペーサー、
をさらに備える、
請求項1又は2に記載のシリンダ装置。
【請求項4】
前記スペーサーは、中央に前記ロッドが嵌め込まれているリング状の部材であり、その内周面に溝が形成されている、
請求項3に記載のシリンダ装置。
【請求項5】
前記第3孔の内部に収容され、前記ピストンの移動時において、前記ストッパーが前記第3孔における前記一端側の停止位置に到達して発生する振動を吸収するダンパー、
をさらに備え、
前記ダンパーは、前記ストッパーにおける前記一端側の面に取り付けられている、
請求項1に記載のシリンダ装置。
【請求項6】
前記第4孔の周面には、雌ねじが形成されており、
前記蓋の外周面には、前記雌ねじに嵌る雄ねじが形成されており、
前記蓋は、前記雄ねじが前記雌ねじに締め付けられて、前記第4孔に固定される、
請求項1に記載のシリンダ装置。
【請求項7】
前記閉空間に収容され、前記軸方向における前記空気軸受の固定位置を位置決めするスペーサー、
をさらに備え、
前記第4孔の周面には、雌ねじが形成されており、
前記蓋の外周面には、前記雌ねじに嵌る雄ねじが形成されており、
前記蓋は、前記雄ねじが前記雌ねじに締め付けられて、前記第4孔に固定される、
請求項5に記載のシリンダ装置。
【請求項8】
前記ストッパーにおける前記他端側の面及び前記蓋における前記一端側の面の一方又は両方には、凹みが形成されており、
前記ストッパー及び前記蓋の一方又は両方には、前記給排気ポートから送り込まれる空気を前記凹みに流すための連通路が形成されている、
請求項1に記載のシリンダ装置。
【請求項9】
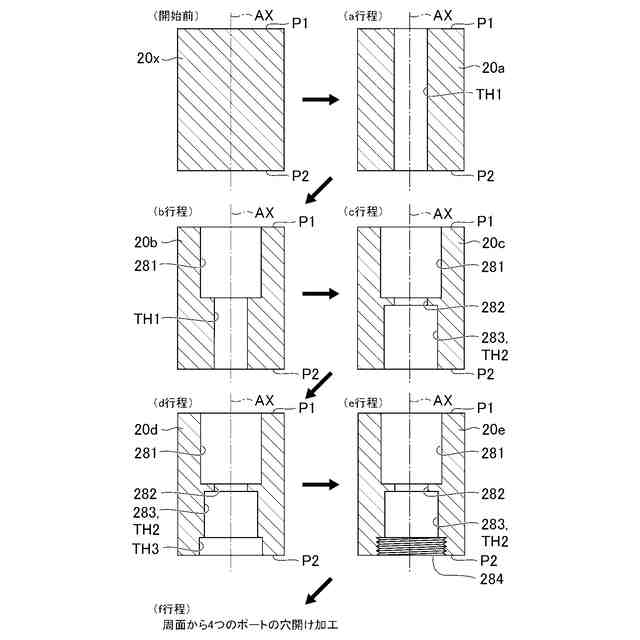
直方体状の金属体を前記筐体にする第1工程であって、
(a)直方体状の金属体の第1面から、前記第2孔と同じ径で前記金属体を貫通する基準孔を形成して、前記金属体を第1金属体にする工程、
(b)前記第1金属体の前記第1面から、前記基準孔と同軸並びに前記第1孔と同径及び同深の孔を形成して、前記第1金属体を前記第1孔を有する第2金属体にする工程、
(c)前記第2金属体における前記第1面と反対側の第2面から、前記基準孔と同軸並びに前記第3孔と同径及び前記第3孔の深さと前記第4孔の深さとを足した深さの孔を形成して、前記第2金属体を前記第2孔及び前記第3孔を有する第3金属体にする工程、並びに、
(d)前記第3金属体の前記第2面から、前記基準孔と同軸並びに前記第4孔と同径及び同深の孔を形成して、前記第3金属体を前記第4孔を有する第4金属体にする工程、
を含む第1工程と、
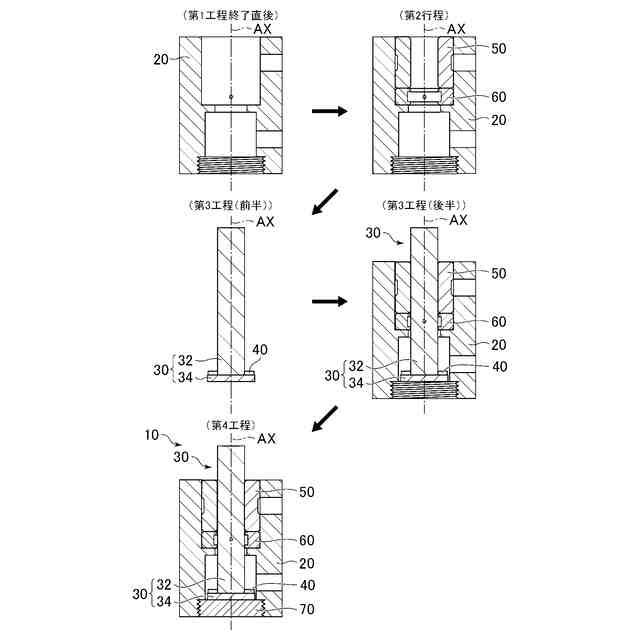
前記第4金属体の前記第1孔に、前記スペーサーを挿入し、次いで前記空気軸受を挿入する第2工程と、
前記第2工程の後に、前記第4金属体の前記第4孔から、前記ピストンを挿入する第3工程と、
前記第3工程の後に、前記蓋を前記第4孔に固定する第4工程と、
を含む、
請求項3に記載のシリンダ装置の製造方法。
【請求項10】
前記第3工程の前に行われる工程であって、前記ストッパーにおける前記一端側の面にダンパーを取り付ける工程、
をさらに含む、
請求項9に記載のシリンダ装置の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、シリンダ装置及びシリンダ装置の製造方法に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
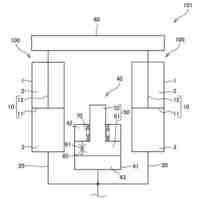
特許文献1には、その図1、請求項1等に示されるように、エアベアリングシリンダと、当該エアベアリングシリンダ及び圧力制御弁で構成されるシリンダシステムとが開示されている。
このエアベアリングシリンダは、シリンダ室とロッド挿通孔とを有するシリンダブロックと、一端を突出させた状態でロッド挿通孔内に挿通されるとともに、シリンダ室内に位置する非突出端側の所定の箇所に圧力作用部が形成されたロッドと、ロッドをその長手方向に沿って移動させるための制御エアをシリンダ室内に供給する推力ポートと、ロッド挿通孔の内壁面に設けられるとともに、加圧エアを噴出することによってロッドを非接触的に支承する軸受け部材と、軸受け部材から噴出される加圧エアを外部に排出する真空引きポートと、加圧エアを軸受け部材のロッド突出端側の端面から真空引きポートへ導く排気通路とからなるとされている。また、前述のシリンダシステムは、このエアベアリングシリンダと、圧力制御弁とを備え、シリンダ室内のエアの圧力を所定値以下に維持するための圧力制御弁をシリンダ室に接続したものとされている。
【0003】
特許文献1の要約書を参照すると、前述のシリンダシステムは、エアベアリングシリンダの小型化を図ることを目的として発明されたようである。そして、その小型化に伴い課題となるロッドの移動制御の精度の低下を解決するために、エアベアリングシリンダに外部から圧力制御弁を接続することでこの課題を解決している。
また、前述のエアベアリングシリンダのシリンダブロック(筐体)には、特許文献1の図1等に示されるように、推力ポート、ロッド挿入孔、真空引きポート、排気通路等の複数の孔が形成されている。そして、これらの孔の形状からすると、シリンダブロックは一物品ではなく、複数のパーツを繋ぎ合わせて構成されていると考えられる。
【先行技術文献】
【特許文献】
【0004】
特開平8-152007号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
加工難易度、組立性等を考慮しなければ、特許文献1に開示されているエアベアリングシリンダを小型化することができるかもしれない。しかしながら、特許文献1の場合、ロッドの移動制御の精度を維持するために、エアベアリングシリンダに接続される外部装置としての圧力制御弁を必要とする。つまり、特許文献1の場合、エアベアリングシリンダのみで動作精度を維持した小型化を実現することができない。
また、特許文献1のエアベアリングシリンダを構成するシリンダブロックは、複数のパーツを繋ぎ合わせて構成されているため、量産時に組立ばらつきを生じ得る。これに伴い、量産後のエアベアリングシリンダの動作精度のばらつきを生じ得る。
【0006】
本発明は、小型化しても簡単な構成で動作精度を維持することができるシリンダ装置の提供を目的の一つとする。
【課題を解決するための手段】
【0007】
第1構造のシリンダ装置は、
ロッド及びその基端に固定されているストッパーを有するピストンと、
前記ロッドを貫通させながら支持する空気軸受と、
一物品で構成され、(A)前記ロッドの軸方向に沿う貫通孔及び(B)複数のポートを有し、前記貫通孔の一端側の開口から前記ロッドの先端をはみ出たせて内部に前記ピストン及び前記空気軸受を収容する筐体と、
前記貫通孔の他端側の開口を塞ぐ蓋と、
を備え、
(A)前記貫通孔は、前記一端側の開口から前記他端側の開口に亘って並ぶ、(A1)前記他端側に閉空間を形成して前記空気軸受が固定されている第1孔、(A2)当該第1孔よりも小径かつ深く、前記ロッドが前記軸方向に移動可能となるように前記ロッドの一部が嵌め込まれている第2孔、(A3)当該第2孔よりも深く、前記ストッパーが前記軸方向に移動可能となるように前記ストッパーが嵌め込まれている第3孔、及び、(A4)前記蓋が固定されている第4孔を含み、
(B)前記複数のポートは、(B1)前記第1孔における前記空気軸受の対向面と前記筐体の外面とで開口している給気ポート、(B2)前記第3孔と前記外面とで開口している給排気ポート、及び、(B3)前記第1孔における前記閉空間の形成面と前記外面とで開口している排気ポートを含む。
【0008】
第2構造のシリンダ装置は、
第1構造のシリンダ装置において、
前記空気軸受は、前記軸方向においてその前記一端側の端面の位置が前記筐体における前記一端側の端面の位置となるように、前記第1孔に固定されている。
【0009】
第3構造のシリンダ装置は、
第1構造又は第2構造のシリンダ装置において、
前記閉空間に収容され、前記軸方向における前記空気軸受の固定位置を位置決めするスペーサー、
をさらに備える。
【0010】
第4構造のシリンダ装置は、
第3構造のシリンダ装置において、
前記スペーサーは、中央に前記ロッドが嵌め込まれているリング状の部材であり、その内周面に溝が形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社豊田自動織機
流体圧シリンダ
3か月前
三和テッキ株式会社
油圧アクチュエータ
2か月前
株式会社コスメック
シリンダ装置
4か月前
株式会社不二越
電磁切替弁
3か月前
SMC株式会社
増圧装置
1か月前
個人
省エネ改良型油圧リバースブースター
3か月前
日立建機株式会社
作業機械
2か月前
日立建機株式会社
作業機械
2か月前
株式会社右川ゴム製造所
流体圧アクチュエータ
今日
株式会社不二越
油圧駆動システム
3か月前
ナブテスコ株式会社
方向切換弁装置
1か月前
ナブテスコ株式会社
方向切換弁装置
6か月前
CKD株式会社
パルスエア発生装置
29日前
住友建機株式会社
ショベルの制御方法
5か月前
株式会社WGE
増圧装置
1か月前
学校法人 中央大学
人工筋アクチュエータ装置
4か月前
株式会社LIXIL
脈動流生成装置及び建築設備
6か月前
アズビル株式会社
パイロットリレー及びポジショナ
3か月前
カヤバ株式会社
流体圧制御装置
2か月前
日立建機株式会社
油圧システム
2か月前
CKD株式会社
アクチュエータの動作検出装置
6か月前
ナブテスコ株式会社
ロータリーアクチュエータ
7か月前
インペリアルテクノサービス株式会社
二段シリンダ
13日前
中本パックス株式会社
気体圧装置
4か月前
株式会社クボタ
作業機及び作業機の制御方法
2か月前
カヤバ株式会社
流体圧シリンダユニット
6か月前
株式会社東和製作所
シリンダ伸縮反転用バルブユニット
3か月前
株式会社コガネイ
圧縮空気供給装置
4か月前
日立建機株式会社
分別回収システム
2か月前
ジック アーゲー
磁気又は誘導センサ
1か月前
日立建機株式会社
制御弁装置および作業機械
3か月前
三輪精機株式会社
油圧アクチュエータ駆動装置
8日前
藤倉コンポジット株式会社
シリンダ装置及びシリンダ装置の製造方法
6か月前
株式会社福島製作所
グラブバケット診断装置
4か月前
セイコーエプソン株式会社
圧力可変ユニット及び液体吐出装置
5か月前
株式会社ブリヂストン
流体圧アクチュエータ
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ