TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025086176
公報種別
公開特許公報(A)
公開日
2025-06-06
出願番号
2023200060
出願日
2023-11-27
発明の名称
全固体リチウムイオン電池の評価方法及び全固体リチウムイオン電池の製造方法
出願人
JX金属株式会社
代理人
アクシス国際弁理士法人
主分類
H01M
10/0585 20100101AFI20250530BHJP(基本的電気素子)
要約
【課題】酸化物系全固体電池の電池特性を正確に評価する方法、及び電池の製造方法を提供する。
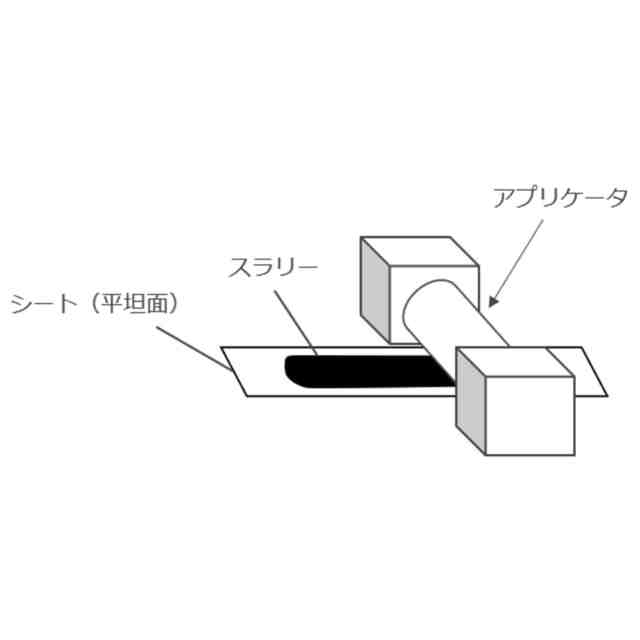
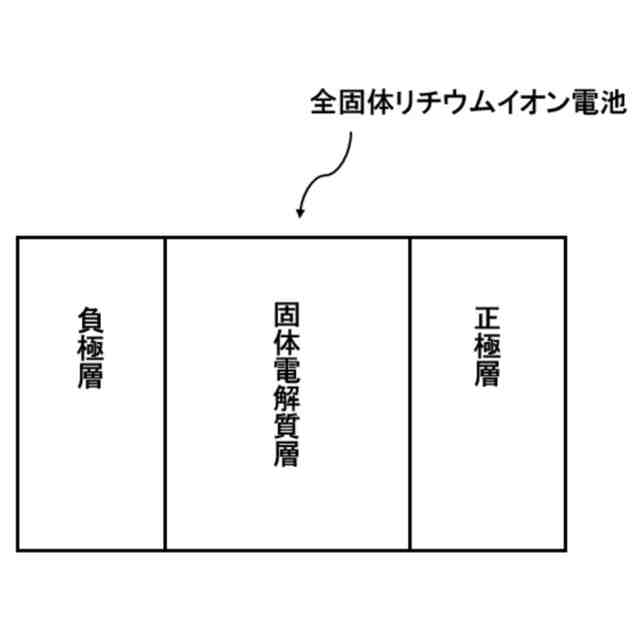
【解決手段】正極活物質を含む正極合材と固体電解質とをプレスして固体電解質層/正極層の圧粉体を作製し、圧粉体の圧縮方向に負荷をかけた状態で焼結させて焼成体を作製する焼成体作製工程と、焼成体の固体電解質層の表面に負極層を設けることで作製した積層体を密閉容器に入れて、所定の拘束圧をかけて全固体リチウムイオン電池を作製する電池作製工程と、全固体リチウムイオン電池の電池特性を評価する電池評価工程と、を含み、焼成体作製工程は、正極合材が固形分55~65質量%のスラリーであり、正極合材のスラリーを平坦面上に設け、平坦面上のスラリーを引き延ばし、スラリーを乾燥した後、平坦面上に引き延ばされた正極合材の一部と固体電解質とをプレスして固体電解質層/正極層の圧粉体を作製する、全固体リチウムイオン電池の評価方法。
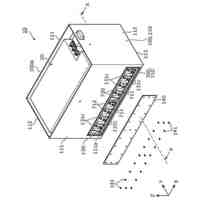
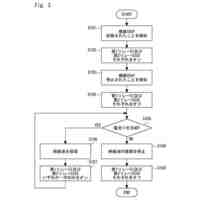
【選択図】図1
特許請求の範囲
【請求項1】
酸化物系固体電解質を含む固体電解質層と、正極活物質を含む正極層と、負極層とを含む全固体リチウムイオン電池の評価方法であって、
前記正極活物質を含む正極合材と前記固体電解質とをプレスして固体電解質層/正極層の圧粉体を作製し、前記圧粉体の圧縮方向に負荷をかけた状態で焼結させて焼成体を作製する焼成体作製工程と、
前記焼成体の固体電解質層の表面に負極層を設けることで作製した積層体を密閉容器に入れて、所定の拘束圧をかけて全固体リチウムイオン電池を作製する電池作製工程と、
前記全固体リチウムイオン電池の電池特性を評価する電池評価工程と、
を含み、
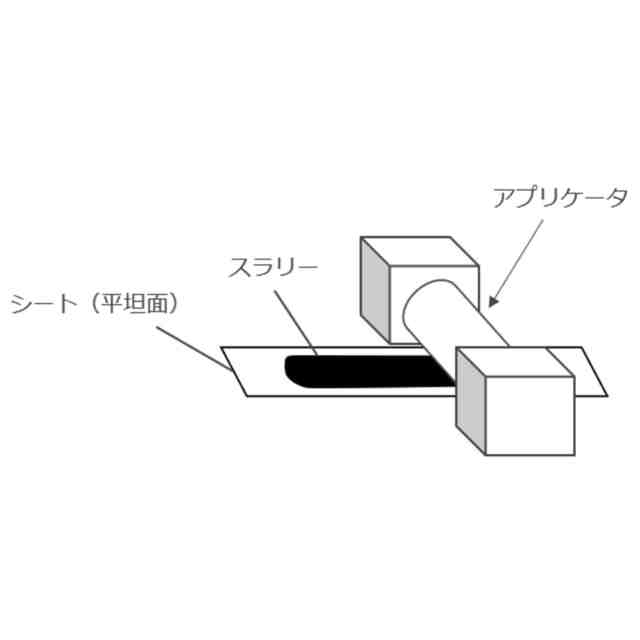
前記焼成体作製工程は、前記正極合材が固形分55~65質量%のスラリーであり、前記正極合材のスラリーを平坦面上に設け、前記平坦面上のスラリーを引き延ばし、前記スラリーを乾燥した後、前記平坦面上に引き延ばされた前記正極合材の一部と前記固体電解質とをプレスして前記固体電解質層/正極層の圧粉体を作製する、全固体リチウムイオン電池の評価方法。
続きを表示(約 1,500 文字)
【請求項2】
前記焼成体作製工程において、前記正極合材のスラリーを平坦面上に単位面積当たりのスラリー量が9.6~26.4mg/cm
2
となるように引き延ばす、請求項1に記載の全固体リチウムイオン電池の評価方法。
【請求項3】
前記正極活物質を含む正極合材のスラリーは原料を機械混合することで作製される、請求項1に記載の全固体リチウムイオン電池の評価方法。
【請求項4】
前記焼成体作製工程において、前記正極合材のスラリーを平坦面上に設け、塗工機のアプリケータを用いて、前記平坦面上のスラリーを前記アプリケータと前記平坦面との隙間を一定の値になるように保ちながら引き延ばす、請求項1に記載の全固体リチウムイオン電池の評価方法。
【請求項5】
前記塗工機のアプリケータの前記平坦面上の移動速度を10~20mm/秒に保ちながら前記スラリーを引き延ばす、請求項4に記載の全固体リチウムイオン電池の評価方法。
【請求項6】
前記正極活物質を含む正極合材のスラリーがイソプロピルアルコールを含む、請求項1に記載の全固体リチウムイオン電池の評価方法。
【請求項7】
前記酸化物系固体電解質は、組成式1:Li
α
A
x
M
y
O
4
(組成式1において、AはGe、SiまたはTi、MはV、PまたはAs、3.25≦α≦3.75、0.30≦x≦0.75、且つ、0.25≦y≦0.70である。)
で表され、
前記正極活物質は、組成式2:Li
a
Ni
b
Co
c
Mn
d
O
2
(組成式2において、1.00≦a≦1.08、0.33≦b≦0.90、且つ、b+c+d=1.0である。)
で表される、請求項1~6のいずれか一項に記載の全固体リチウムイオン電池の評価方法。
【請求項8】
酸化物系固体電解質を含む固体電解質層と、正極活物質を含む正極層と、負極層とを含む全固体リチウムイオン電池の製造方法であって、
前記正極活物質を含む正極合材と前記固体電解質とをプレスして固体電解質層/正極層の圧粉体を作製し、前記圧粉体の圧縮方向に負荷をかけた状態で焼結させて焼成体を作製する焼成体作製工程と、
前記焼成体の固体電解質層の表面に負極層を設けることで作製した積層体を密閉容器に入れて、所定の拘束圧をかけて全固体リチウムイオン電池を作製する電池作製工程と、
を含み、
前記焼成体作製工程は、前記正極合材が固形分55~65質量%のスラリーであり、前記正極合材のスラリーを平坦面上に設け、前記平坦面上のスラリーを引き延ばし、前記スラリーを乾燥した後、前記平坦面上に引き延ばされた前記正極合材の一部と前記固体電解質とをプレスして前記固体電解質層/正極層の圧粉体を作製する、全固体リチウムイオン電池の製造方法。
【請求項9】
前記焼成体作製工程において、前記正極合材のスラリーを平坦面上に単位面積当たりのスラリー量が9.6~26.4mg/cm
2
となるように引き延ばす、請求項8に記載の全固体リチウムイオン電池の製造方法。
【請求項10】
前記正極活物質を含む正極合材のスラリーは原料を機械混合することで作製される、請求項8に記載の全固体リチウムイオン電池の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、全固体リチウムイオン電池の評価方法及び全固体リチウムイオン電池の製造方法に関する。
続きを表示(約 4,500 文字)
【背景技術】
【0002】
近年におけるパソコン、ビデオカメラ、及び携帯電話等の情報関連機器や通信機器等の急速な普及に伴い、その電源として利用される電池の開発が重要視されている。該電池の中でも、エネルギー密度が高いという観点から、リチウムイオン電池が注目を浴びている。また、車載用等の動力源やロードレベリング用といった大型用途におけるリチウム二次電池についても、エネルギー密度や電池特性の向上が求められている。
【0003】
LISICON型酸化物系固体電解質は、Liイオンを伝導する固体材料として、次世代の全固体電池用固体電解質として期待されている。また、異なる価数のイオンと置換することでLi欠損や過剰Liの導入が可能であり、様々な元素と組み合わせた材料を作製することができる利点も有する。
【0004】
非特許文献1は、LISICON型固体電解質であるLi
3.5
Ge
0.5
V
0.5
O
4
と、Ni-Co-Mn三元系正極活物質であるNCM111(Ni、Co及びMnを1:1:1の組成比で含む正極活物質)を組み合わせて、スパークプラズマ焼結で共焼結したセルを作製した結果、安定した充放電挙動を示すセル用焼結体を作製することができたことを開示している。
【先行技術文献】
【非特許文献】
【0005】
Toyoki Okumura, Tomonari Takeuchi, and Hironori Kobayashi, All-Solid-State Batteries with LiCoO2-Type Electrodes: Realization of an Impurity-Free Interface by Utilizing a Cosinterable Li3.5Ge0.5V0.5O4 Electrolyte, ACS Appl. Energy Mater. (2021), 4, 1, 30-34.
【発明の概要】
【発明が解決しようとする課題】
【0006】
不燃性の酸化物系固体電解質を用いた酸化物系全固体リチウムイオン電池は、従来のリチウムイオン電池と比較して非常に安全性が高く、信頼性が向上した次世代の電池として注目されている。
【0007】
酸化物系全固体電池の電池特性については、従来、種々の観点から評価されている。このような酸化物系全固体電池の電池特性の評価は正確に行う必要があるが、同じ正極活物質及び固体電解質を原料として作製した酸化物系全固体電池の電池特性の評価にバラつきが生じる問題があった。電池特性の評価にバラつきがあると、その原料である正極活物質及び固体電解質の正確な評価が困難となる。
【0008】
従来、酸化物系全固体電池の製造方法において、固体電解質層の上に正極合材を設けてプレスすることで正極層/固体電解質層の積層構造を有する圧粉体を作製している。ここで、正極合材は正極活物質の粉末と固体電解質の粉末とを湿式で混ぜて作製していた。しかしながら、このような方法では、正極合材中で正極活物質と固体電解質とが上手く混ざらず混合性が低くなり、正極層としての性能が低下し、作製した酸化物系全固体電池の電池特性の評価にバラつきが生じるおそれがある。また、正極合材が粉体となっているため、固体電解質層の上に正極合材を設ける際には、正極合材の粉体を固体電解質層の上に振りかけて設けた後、プレスすることで正極層/固体電解質層の積層構造を有する圧粉体を作製している。このような方法では、正極合材層の厚みが均一にならず固体電解質層の表面が露出したままとなり、作製した酸化物系全固体電池の電池特性の評価にバラつきが生じるおそれがある。
【0009】
本発明は、上記のような課題を解決するためになされたものであり、酸化物系全固体電池の電池特性を正確に評価する方法を提供することを目的とする。また、本発明は、良好な電池特性を有する全固体リチウムイオン電池の製造方法を提供することを別の目的とする。
【課題を解決するための手段】
【0010】
上記知見を基礎にして完成した本発明は以下の(1)~(14)で規定される。
(1)酸化物系固体電解質を含む固体電解質層と、正極活物質を含む正極層と、負極層とを含む全固体リチウムイオン電池の評価方法であって、
前記正極活物質を含む正極合材と前記固体電解質とをプレスして固体電解質層/正極層の圧粉体を作製し、前記圧粉体の圧縮方向に負荷をかけた状態で焼結させて焼成体を作製する焼成体作製工程と、
前記焼成体の固体電解質層の表面に負極層を設けることで作製した積層体を密閉容器に入れて、所定の拘束圧をかけて全固体リチウムイオン電池を作製する電池作製工程と、
前記全固体リチウムイオン電池の電池特性を評価する電池評価工程と、
を含み、
前記焼成体作製工程は、前記正極合材が固形分55~65質量%のスラリーであり、前記正極合材のスラリーを平坦面上に設け、前記平坦面上のスラリーを引き延ばし、前記スラリーを乾燥した後、前記平坦面上に引き延ばされた前記正極合材の一部と前記固体電解質とをプレスして前記固体電解質層/正極層の圧粉体を作製する、全固体リチウムイオン電池の評価方法。
(2)前記焼成体作製工程において、前記正極合材のスラリーを平坦面上に、単位面積当たりのスラリー量が9.6~26.4mg/cm
2
となるように引き延ばす、前記(1)に記載の全固体リチウムイオン電池の評価方法。
(3)前記正極活物質を含む正極合材のスラリーは原料を機械混合することで作製される、前記(1)または(2)に記載の全固体リチウムイオン電池の評価方法。
(4)前記焼成体作製工程において、前記正極合材のスラリーを平坦面上に設け、塗工機のアプリケータを用いて、前記平坦面上のスラリーを前記アプリケータと前記平坦面との隙間を一定の値になるように保ちながら引き延ばす、前記(1)~(3)のいずれかに記載の全固体リチウムイオン電池の評価方法。
(5)前記塗工機のアプリケータの前記平坦面上の移動速度を10~20mm/秒に保ちながら前記スラリーを引き延ばす、前記(1)~(4)のいずれかに記載の全固体リチウムイオン電池の評価方法。
(6)前記正極活物質を含む正極合材のスラリーがイソプロピルアルコールを含む、前記(1)~(5)のいずれかに記載の全固体リチウムイオン電池の評価方法。
(7)前記酸化物系固体電解質は、組成式1:Li
α
A
x
M
y
O
4
(組成式1において、AはGe、SiまたはTi、MはV、PまたはAs、3.25≦α≦3.75、0.30≦x≦0.75、且つ、0.25≦y≦0.70である。)
で表され、
前記正極活物質は、組成式2:Li
a
Ni
b
Co
c
Mn
d
O
2
(組成式2において、1.00≦a≦1.08、0.33≦b≦0.90、且つ、b+c+d=1.0である。)
で表される、前記(1)~(6)のいずれかに記載の全固体リチウムイオン電池の評価方法。
(8)酸化物系固体電解質を含む固体電解質層と、正極活物質を含む正極層と、負極層とを含む全固体リチウムイオン電池の製造方法であって、
前記正極活物質を含む正極合材と前記固体電解質とをプレスして固体電解質層/正極層の圧粉体を作製し、前記圧粉体の圧縮方向に負荷をかけた状態で焼結させて焼成体を作製する焼成体作製工程と、
前記焼成体の固体電解質層の表面に負極層を設けることで作製した積層体を密閉容器に入れて、所定の拘束圧をかけて全固体リチウムイオン電池を作製する電池作製工程と、
を含み、
前記焼成体作製工程は、前記正極合材が固形分55~65質量%のスラリーであり、前記正極合材のスラリーを平坦面上に設け、前記平坦面上のスラリーを引き延ばし、前記スラリーを乾燥した後、前記平坦面上に引き延ばされた前記正極合材の一部と前記固体電解質とをプレスして前記固体電解質層/正極層の圧粉体を作製する、全固体リチウムイオン電池の製造方法。
(9)前記焼成体作製工程において、前記正極合材のスラリーを平坦面上に単位面積当たりのスラリー量が9.6~26.4mg/cm
2
となるように引き延ばす、前記(8)に記載の全固体リチウムイオン電池の製造方法。
(10)前記正極活物質を含む正極合材のスラリーは原料を機械混合することで作製される、前記(8)または(9)に記載の全固体リチウムイオン電池の製造方法。
(11)前記焼成体作製工程において、前記正極合材のスラリーを平坦面上に設け、塗工機のアプリケータを用いて、前記平坦面上のスラリーを前記アプリケータと前記平坦面との隙間を一定の値になるように保ちながら引き延ばす、前記(8)~(10)のいずれかに記載の全固体リチウムイオン電池の製造方法。
(12)前記塗工機のアプリケータの前記平坦面上の移動速度を10~20mm/秒に保ちながら前記スラリーを引き延ばす、前記(8)~(11)のいずれかに記載の全固体リチウムイオン電池の製造方法。
(13)前記正極活物質を含む正極合材のスラリーがイソプロピルアルコールを含む、前記(8)~(12)のいずれかに記載の全固体リチウムイオン電池の製造方法。
(14)前記酸化物系固体電解質は、組成式1:Li
α
A
x
M
y
O
4
(組成式1において、AはGe、SiまたはTi、MはV、PまたはAs、3.25≦α≦3.75、0.30≦x≦0.75、且つ、0.25≦y≦0.70である。)
で表され、
前記正極活物質は、組成式2:Li
a
Ni
b
Co
c
Mn
d
O
2
(組成式2において、1.00≦a≦1.08、0.33≦b≦0.90、且つ、b+c+d=1.0である。)
で表される、前記(8)~(13)のいずれかに記載の全固体リチウムイオン電池の製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
JX金属株式会社
高純度ギ酸銅
1か月前
JX金属株式会社
解析方法、プログラム、及び、コンピューティングデバイス
8日前
JX金属株式会社
解析方法、プログラム、及び、コンピューティングデバイス
8日前
JX金属株式会社
磁性材料用スパッタリングターゲット、磁性材料用スパッタリングターゲット組立品及び磁性材料用スパッタリングターゲットの製造方法
1か月前
JX金属株式会社
全固体リチウムイオン電池用正極活物質、全固体リチウムイオン電池用正極、全固体リチウムイオン電池及び全固体リチウムイオン電池用正極活物質の製造方法
1か月前
個人
超精密位置決め機構
今日
東レ株式会社
積層多孔質膜
3日前
株式会社ExH
電流開閉装置
1か月前
株式会社潤工社
同軸ケーブル
28日前
個人
鉄心用材料とその製造方法
1か月前
CKD株式会社
巻回装置
2日前
個人
マルチバンドコイルアンテナ
15日前
エイブリック株式会社
半導体装置
1か月前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電装置
6日前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電素子
9日前
株式会社GSユアサ
蓄電装置
1か月前
株式会社大阪ソーダ
複合固体電解質
9日前
株式会社GSユアサ
蓄電装置
1か月前
矢崎総業株式会社
電線
10日前
株式会社GSユアサ
蓄電装置
1か月前
オムロン株式会社
電磁継電器
1か月前
株式会社GSユアサ
蓄電装置
1か月前
株式会社GSユアサ
蓄電装置
28日前
オムロン株式会社
スイッチ装置
28日前
日本化薬株式会社
電流遮断装置
今日
株式会社ダイヘン
変圧器
21日前
日本特殊陶業株式会社
保持装置
2日前
日星電気株式会社
ケーブルアセンブリ
29日前
住友電装株式会社
端子台
29日前
日本特殊陶業株式会社
保持装置
7日前
ダイハツ工業株式会社
固定治具
9日前
トヨタ自動車株式会社
電源装置
1か月前
エドワーズ株式会社
冷却システム
1か月前
株式会社村田製作所
アンテナ装置
1日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ