TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025084120
公報種別
公開特許公報(A)
公開日
2025-06-02
出願番号
2024202494
出願日
2024-11-20
発明の名称
樹脂成形の解析方法、解析装置、解析プログラム、及び記録媒体
出願人
マツダ株式会社
代理人
弁理士法人前田特許事務所
主分類
B29C
45/76 20060101AFI20250526BHJP(プラスチックの加工;可塑状態の物質の加工一般)
要約
【課題】樹脂成形の解析方法、解析装置、解析プログラム、及び記録媒体において、成形過程における樹脂の結晶化挙動を十分に考慮して予測精度を向上させる。
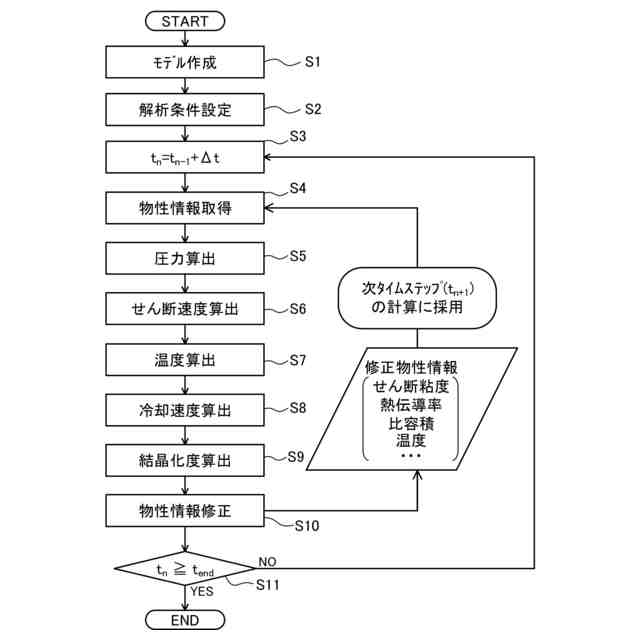
【解決手段】樹脂成形の解析方法は、コンピュータシミュレーションにより樹脂成形の解析を行う方法であって、物性情報取得工程と、樹脂特性算出工程と、冷却速度算出工程と、樹脂の結晶化度を算出する結晶化度算出工程と、結晶化度に基づいて、樹脂の物性情報を修正する物性情報修正工程と、を備える。次のタイムステップt
n+1
の物性情報取得工程において、修正された物性情報を樹脂の物性情報として取得する。結晶化度算出工程で、予め高速示差走査熱量測定により得られた前記樹脂の結晶化挙動を考慮して、前記結晶化度を算出する。
【選択図】図3
特許請求の範囲
【請求項1】
コンピュータシミュレーションにより樹脂成形の解析を行う方法であって、
タイムステップt
n
の計算に使用する樹脂の物性情報を取得する物性情報取得工程と、
前記物性情報に基づいて、前記タイムステップt
n
における、前記樹脂の温度を含む樹脂特性を算出する樹脂特性算出工程と、
前記温度に基づいて、前記タイムステップt
n
における前記樹脂の冷却速度を算出する冷却速度算出工程と、
前記温度と、前記冷却速度と、に基づいて、前記タイムステップt
n
における前記樹脂の結晶化度を算出する結晶化度算出工程と、
前記結晶化度に基づいて、前記樹脂の物性情報を修正する物性情報修正工程と、を備え、
次のタイムステップt
n+1
の前記物性情報取得工程において、前記修正された物性情報を前記樹脂の物性情報として取得し、
前記結晶化度算出工程で、予め高速示差走査熱量測定により得られた前記樹脂の結晶化挙動を考慮して、前記結晶化度を算出する
ことを特徴とする樹脂成形の解析方法。
続きを表示(約 3,000 文字)
【請求項2】
請求項1において、
前記物性情報は、前記樹脂のせん断粘度を含み、
前記樹脂特性算出工程で、前記せん断粘度に基づいて、前記樹脂特性として前記樹脂のせん断速度を算出し、
前記物性情報修正工程で、前記せん断粘度は、下記式(1)により算出されたせん断粘度に修正され、
|η|=X
c
|η
c
|+(1-X
c
)|η
m
| ・・・(1)
(但し、式(1)中、ηはせん断粘度、η
c
は固体状態のせん断粘度、η
m
は溶融状態のせん断粘度、X
c
は結晶化度である。)
前記次のタイムステップt
n+1
の前記樹脂特性算出工程で、前記修正されたせん断粘度に基づいて、前記せん断速度を算出する
ことを特徴とする樹脂成形の解析方法。
【請求項3】
請求項1又は請求項2において、
前記物性情報は、前記樹脂の比容積を含み、
前記樹脂特性算出工程で、前記比容積に基づいて、前記樹脂特性として前記樹脂の圧力を算出し、
前記物性情報修正工程で、前記比容積は、下記式(2)により算出された比容積に修正され、
|v|=X
c
|v
c
|+(1-X
c
)|v
m
| ・・・(2)
(但し、式(2)中、vは比容積、v
c
は結晶部分の比容積、v
m
は非晶部分の比容積、X
c
は結晶化度である。)
前記次のタイムステップt
n+1
の前記樹脂特性算出工程で、前記修正された比容積に基づいて、前記圧力を算出する
ことを特徴とする樹脂成形の解析方法。
【請求項4】
請求項1又は請求項2において、
前記物性情報は、前記樹脂の熱伝導率を含み、
前記樹脂特性算出工程で、前記熱伝導率に基づいて、前記樹脂特性として前記樹脂の温度を算出し、
前記物性情報修正工程で、前記熱伝導率は、下記式(3)により算出された熱伝導率に修正され、
|λ|=X
c
|λ
c
|+(1-X
c
)|λ
m
| ・・・(3)
(但し、式(3)中、λは熱伝導率、λ
c
は固体状態の熱伝導率、λ
m
は溶融状態の熱伝導率、X
c
は結晶化度である。)
前記次のタイムステップt
n+1
の前記樹脂特性算出工程で、前記修正された熱伝導率に基づいて、前記温度を算出する
ことを特徴とする樹脂成形の解析方法。
【請求項5】
請求項1又は請求項2において、
前記結晶化度は、相対結晶化度であり、
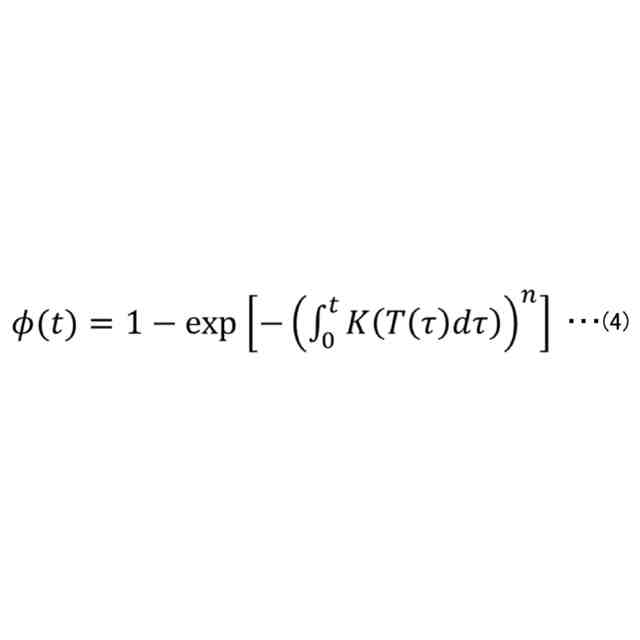
前記相対結晶化度の経時変化φ(t)は、下記式(4)で表されるNakamuraモデルを用いて算出され、
JPEG
2025084120000025.jpg
26
156
(但し、式(4)中、φ(t)は相対結晶化度の経時変化、K(T)は結晶成長の速度定数に関する値、nはAvrami指数である。)
前記K(T)及び前記nは、前記高速示差走査熱量測定により得られた前記結晶化挙動を考慮して決定される
ことを特徴とする樹脂成形の解析方法。
【請求項6】
請求項1において、
前記高速示差走査熱量測定により得られた前記結晶化挙動は、成形加工温度域内の任意の温度における等温測定及び該任意の温度を含む温度範囲での非等温測定の少なくとも一方により得られたものである
ことを特徴とする樹脂成形の解析方法。
【請求項7】
請求項1において、
前記結晶化度は、絶対結晶化度であり、
前記結晶化度算出工程は、
前記樹脂の相対結晶化度の経時変化を算出する相対結晶化度算出工程と、
前記相対結晶化度の経時変化に基づいて、前記樹脂の絶対結晶化度の経時変化を算出する絶対結晶化度算出工程と、を備える
ことを特徴とする樹脂成形の解析方法。
【請求項8】
請求項7において、
前記絶対結晶化度の経時変化Φ(t)は、下記式(5)で表される
JPEG
2025084120000026.jpg
46
164
(但し、式(5)中、φは相対結晶化度、f
c
(T)は温度T(結晶化ピーク温度)で等温結晶化又は非等温結晶化した際の到達結晶化度、f
1
~f
6
は係数であり、材料に依存する入力パラメータである。)
ことを特徴とする樹脂成形の解析方法。
【請求項9】
請求項1又は請求項2において、
前記物性情報は、前記樹脂の温度を含み、
前記樹脂特性算出工程で、前記物性情報としての前記樹脂の温度と、下記式(D1)で表される修正熱伝導方程式と、に基づいて、前記樹脂特性として前記樹脂の温度を算出し、
JPEG
2025084120000027.jpg
56
165
(但し、式(D1)中、ρは密度、Cvは比熱、Tは温度、λは熱伝導率、ηは粘度、γドットはせん断速度、φは相対結晶化度、ΔHcは結晶化発熱項、{φ(t
n
)-φ(t
n-1
)}はタイムステップt
n
における相対結晶化度の進展度、ΔH
c
(T)は温度Tで等温結晶化したときの結晶化エンタルピー、h
1
~h
6
は係数であり、材料に依存する入力パラメータである。)
前記物性情報修正工程で、前記物性情報としての前記樹脂の温度は、前記樹脂特性として算出された前記樹脂の温度に修正され、
前記次のタイムステップt
n+1
の前記樹脂特性算出工程で、前記修正された温度に基づいて、前記樹脂特性としての前記樹脂の温度を算出する
ことを特徴とする樹脂成形の解析方法。
【請求項10】
請求項9において、
前記比熱Cvは、下記式(D2)で与えられる
Cv=g
1
T
5
+g
2
T
4
+g
3
T
3
+g
4
T
2
+g
5
T+g
6
・・・(D2)
(但し、式(D2)中、g
1
~g
6
は係数であり、材料に依存する入力パラメータである。)
ことを特徴とする樹脂成形の解析方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本開示は、樹脂成形の解析方法、解析装置、解析プログラム、及び記録媒体に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、樹脂成形品における製品設計等の精度向上、効率化及び低コスト化等を目的として、金型内の樹脂の挙動をCAE(Computer-Aided-Engineering)を用いて解析することが行われている(例えば、特許文献1参照)。
【0003】
特許文献1には、溶融した結晶性樹脂の挙動をシミュレーションする方法が開示されている。当該方法では、ある時刻における温度、圧力、せん断粘度、比容積等の樹脂特性を算出する際に、比熱、PVT特性等の物性情報を前提にシミュレーションし、ある時刻から微小時間経過後の次の時刻で樹脂の挙動をシミュレーションする際には、物性情報としての比熱とPVT特性を修正して樹脂特性を算出する。具体的には例えば、ある時刻における冷却速度と圧力と温度から当該時刻における非定常PVT特性を求め、当該時刻の計算の前提として設定した物性情報としての定常PVT特性を当該非定常PVT特性に修正する。
【先行技術文献】
【特許文献】
【0004】
特開2010-214906号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1には、示差走査熱量測定法(DSC)を用い、冷却速度2℃/min~50℃/minで測定して得られた結晶樹脂温度と比熱との関係に基づいて、冷却速度依存の物性変化を関数化することが記載されている。しかしながら、通常のDSCでは、実際の成形加工時に達成される例えば3℃/s以上、特に10℃/s以上の高速冷却環境を再現した測定は実質的に不可能である。また、通常のDSCでは、一般的な成形加工温度域(例えば25℃~300℃)の特に低温域における等温過程の結晶化挙動を測定することも実質的に不可能である。
【0006】
このように、従来技術では、実際の成形加工における冷却速度や成形加工温度域の特に低温域における結晶化挙動を実験的に観測できないために、CAE解析において成形過程における樹脂の結晶化挙動を十分に考慮することが難しいという問題があった。
【0007】
そこで本開示では、樹脂成形の解析方法、解析装置、解析プログラム、及び記録媒体において、成形過程における樹脂の結晶化挙動を十分に考慮して予測精度を向上させることを課題とする。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、ここに開示する樹脂成形の解析方法の一態様は、
コンピュータシミュレーションにより樹脂成形の解析を行う方法であって、
タイムステップt
n
の計算に使用する樹脂の物性情報を取得する物性情報取得工程と、
前記物性情報に基づいて、前記タイムステップt
n
における、前記樹脂の温度を含む樹脂特性を算出する樹脂特性算出工程と、
前記温度に基づいて、前記タイムステップt
n
における前記樹脂の冷却速度を算出する冷却速度算出工程と、
前記温度と、前記冷却速度と、に基づいて、前記タイムステップt
n
における前記樹脂の結晶化度を算出する結晶化度算出工程と、
前記結晶化度に基づいて、前記樹脂の物性情報を修正する物性情報修正工程と、を備え、
次のタイムステップt
n+1
の前記物性情報取得工程において、前記修正された物性情報を前記樹脂の物性情報として取得し、
前記結晶化度算出工程で、予め高速示差走査熱量測定により得られた前記樹脂の結晶化挙動を考慮して、前記結晶化度を算出する
ことを特徴とする。
【0009】
高速示差走査熱量測定計(Fast Scanning Calorimetry、以下「FSC」ともいう。)は、3℃/s以上、好ましくは10℃/s以上の昇降温速度での非等温の熱測定や、試料温度を100℃/s以上、好ましくは1000℃/s以上10000℃以下の昇降温速度で所望の温度に設定して当該所望の温度に保持する等温の熱測定が可能である。すなわち、FSCでは、実際の成形加工時に達成される高速冷却環境(例えば3℃/s以上、特に10℃/s以上)を再現した測定や、一般的な成形加工温度域(例えば25℃~300℃であり、ポリプロピレンの場合は例えば40℃~120℃)における等温過程の結晶化挙動を測定することができる。
【0010】
本構成では、結晶化度算出工程で、FSC測定により得られた樹脂の結晶化挙動を考慮して、結晶化度を算出する。これにより、樹脂の結晶化挙動を実現象に基づいてより精度よく考慮した解析が可能となるから、解析の予測精度が向上する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
マツダ株式会社
車両
1か月前
マツダ株式会社
モータ
3か月前
マツダ株式会社
モータ
3か月前
マツダ株式会社
塗布装置
28日前
マツダ株式会社
取付部材
3か月前
マツダ株式会社
電気自動車
3か月前
マツダ株式会社
電気自動車
3か月前
マツダ株式会社
電気自動車
3か月前
マツダ株式会社
電力変換装置
2か月前
マツダ株式会社
電力変換装置
1か月前
マツダ株式会社
電力変換装置
1か月前
マツダ株式会社
モータシステム
今日
マツダ株式会社
モータシステム
今日
マツダ株式会社
モータシステム
今日
マツダ株式会社
モータシステム
今日
マツダ株式会社
モータ制御装置
3か月前
マツダ株式会社
モータ制御装置
3か月前
マツダ株式会社
モータ制御装置
3か月前
マツダ株式会社
車両の制御装置
1か月前
マツダ株式会社
車両の窓部構造
1か月前
マツダ株式会社
車両の窓部構造
1か月前
マツダ株式会社
冷媒循環システム
今日
マツダ株式会社
冷媒循環システム
今日
マツダ株式会社
冷媒循環システム
今日
マツダ株式会社
冷媒循環システム
今日
マツダ株式会社
冷媒循環システム
今日
マツダ株式会社
車両制御システム
28日前
マツダ株式会社
車両の空調システム
29日前
マツダ株式会社
エンジンの制振構造
1か月前
マツダ株式会社
車両の下部車体構造
6日前
マツダ株式会社
車両の下部車体構造
6日前
マツダ株式会社
車両の下部車体構造
6日前
マツダ株式会社
電動車両の制御装置
3か月前
マツダ株式会社
電池の温度調節装置
2か月前
マツダ株式会社
排気ガス浄化用触媒
2か月前
マツダ株式会社
車両の空調システム
29日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ