TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025081922
公報種別
公開特許公報(A)
公開日
2025-05-28
出願番号
2023195024
出願日
2023-11-16
発明の名称
電極シートの製造方法
出願人
トヨタ自動車株式会社
代理人
個人
,
個人
,
個人
主分類
H01M
4/04 20060101AFI20250521BHJP(基本的電気素子)
要約
【課題】本開示は、塗工部の割れを防止できる電極シートの製造方法を提供することを主目的とする。
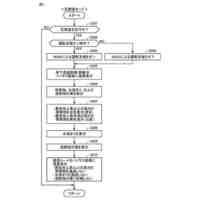
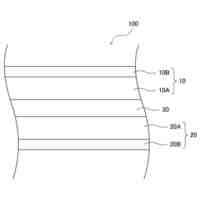
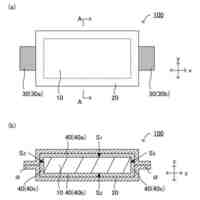
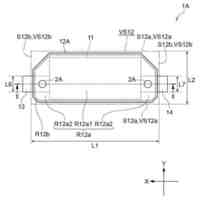
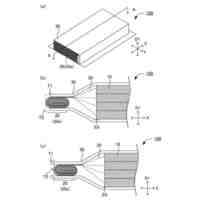
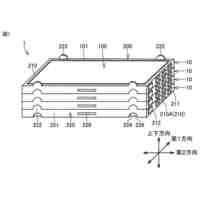
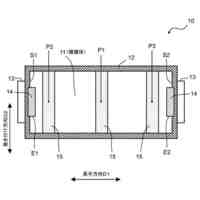
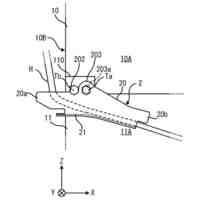
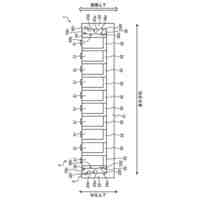
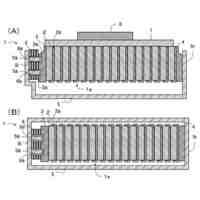
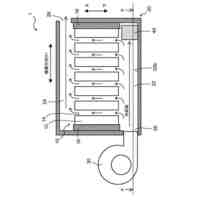
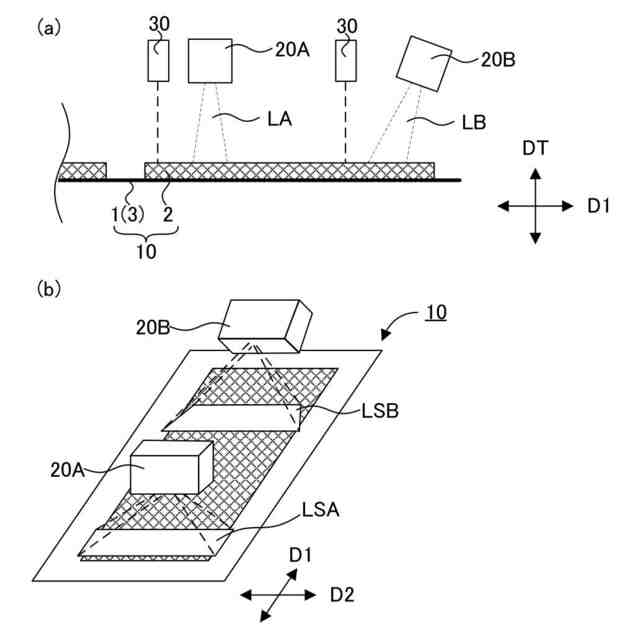
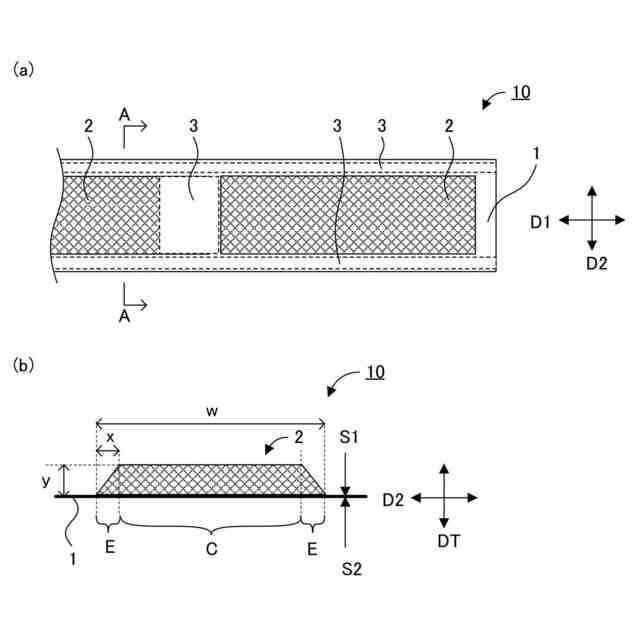
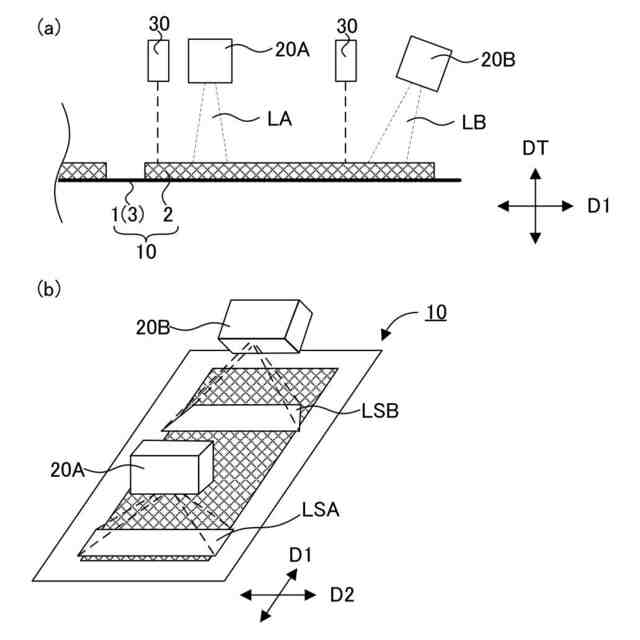
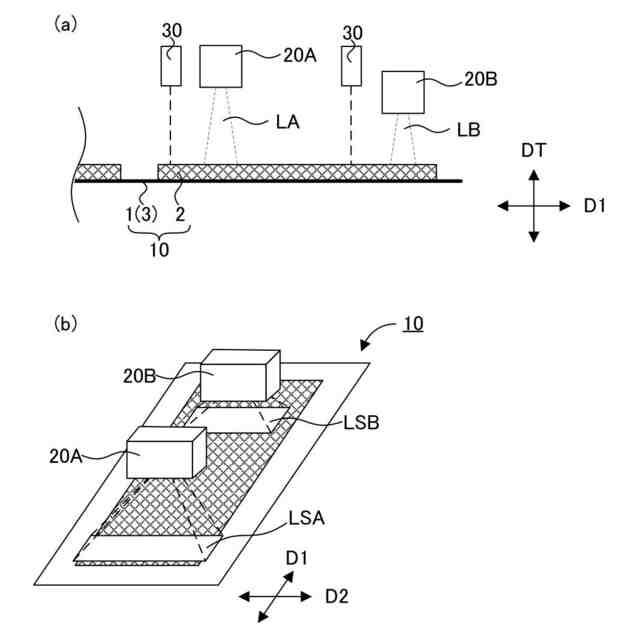
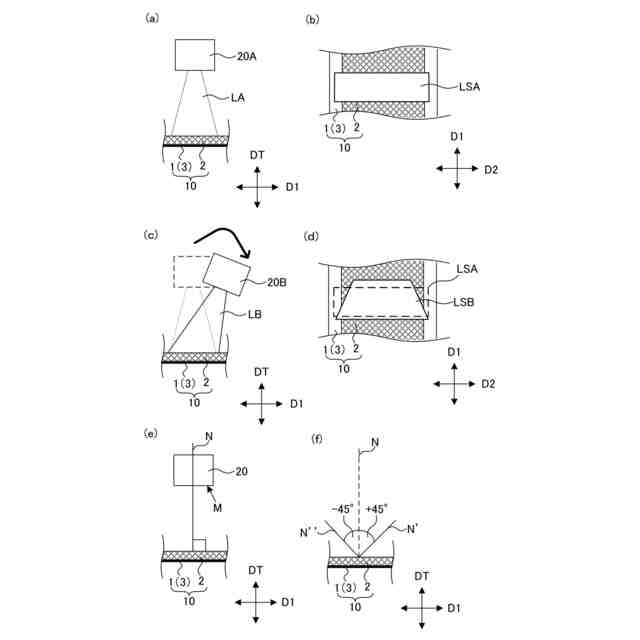
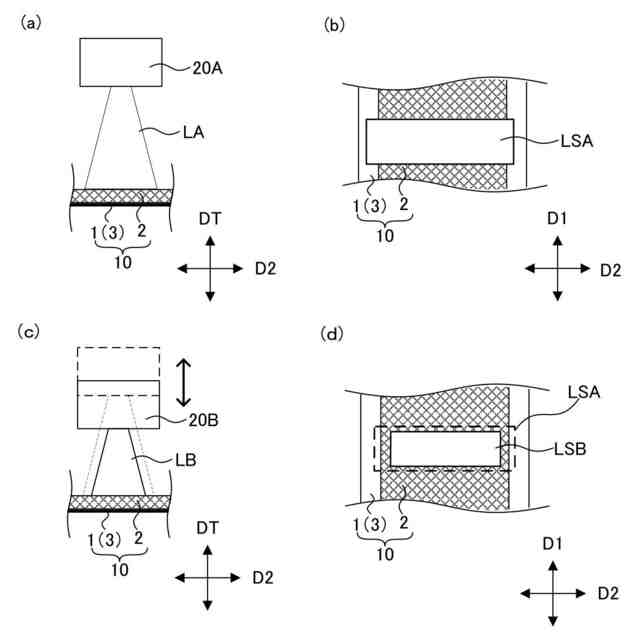
【解決手段】本開示においては、第1方向D1に延在する集電シート1と、厚さ方向DTにおける上記集電シートの第1面に配置され、かつ、電極材料を含有する塗工部2と、を有する塗工シートを準備する、準備工程と、上記塗工シートを上記第1方向に搬送しながら、上記塗工シートにレーザ光を照射することにより上記塗工部を乾燥させる乾燥工程と、を有し、上記乾燥工程において、上記レーザ光を、上記第1方向に配置された複数の上記レーザ照射機20A、20Bから、それぞれ照射し、かつ、上記レーザ光の積算強度を、上記第1方向と直交する第2方向D2において、上記塗工部の中央部よりも端部を小さくする、電極シートの製造方法を提供することにより上記課題を解決する。
【選択図】図2
特許請求の範囲
【請求項1】
第1方向に延在する集電シートと、厚さ方向における前記集電シートの第1面に配置され、かつ、電極材料を含有する塗工部と、を有する塗工シートを準備する、準備工程と、
前記塗工シートを前記第1方向に搬送しながら、前記塗工シートにレーザ光を照射することにより前記塗工部を乾燥させる乾燥工程と、を有し、
前記乾燥工程において、
前記レーザ光を、前記第1方向に配置された複数の前記レーザ照射機から、それぞれ照射し、かつ、
下記方法1および方法2の少なくとも一方により、前記レーザ光の積算強度を、前記第1方向と直交する第2方向において、前記塗工部の中央部よりも端部を小さくする、電極シートの製造方法。
方法1:前記複数の前記レーザ照射機において、前記レーザ照射機の傾きを変更することにより、前記塗工部におけるレーザスポットの形状を変化させる。
方法2:前記複数の前記レーザ照射機において、前記塗工部と前記レーザ照射機との前記厚さ方向の距離を変更することにより、前記塗工部におけるレーザスポットの大きさを変化させる。
続きを表示(約 340 文字)
【請求項2】
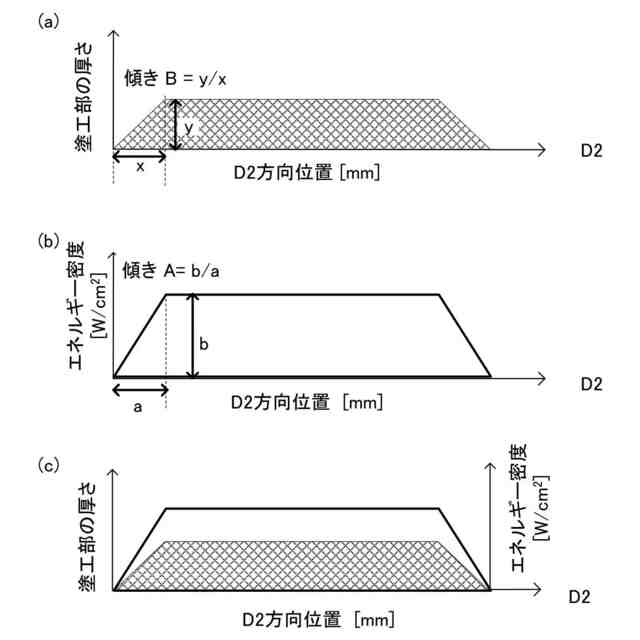
前記乾燥工程において、前記塗工部に照射するレーザ光の、前記第2方向のレーザプロファイルの端部の傾きをAとし、前記塗工部を前記第2方向で切断して得られる断面端部の傾きをBとした場合、A/Bが1/3以上、1.2以下となるように、前記レーザ光を照射する、請求項1に記載の電極シートの製造方法。
【請求項3】
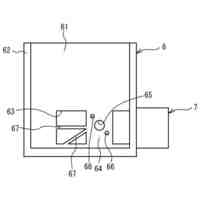
前記乾燥工程において、放射温度計を用いて前記塗工部の温度を測定し、かつ、前記温度に基づき、前記レーザ光の前記積算強度を調整する、請求項1に記載の電極シートの製造方法。
【請求項4】
前記放射温度計は、前記塗工部の前記中央部および前記端部の温度を測定する、請求項1から請求項3までのいずれかの請求項に記載の電極シートの製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、電極シートの製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
リチウムイオン二次電池等の電池の製造に用いられる電極シートの製造方法に関する技術として、搬送される集電体シートに対し、電極材料を塗布して塗工部を形成し、塗工部を乾燥して電極層を得る方法が知られている。
【0003】
例えば、特許文献1には、搬送される長尺金属箔に対して活物質合剤を塗布し、活物質合剤の塗工部を形成する塗布工程と、塗布工程よりも前に実行され、長尺金属箔の短手方向に沿った合剤塗布場所の両端部よりも長尺金属箔の搬送方向上流側に位置する長尺金属箔の照射位置に対してレーザを照射する第1照射工程と、第1照射工程の後に実行され、塗布工程によって形成された塗工部において短手方向の両縁部にレーザを照射する第2照射工程と、第2照射工程よりも後に実行され、塗工部を乾燥する乾燥工程と、を備えていることを特徴とする電極の製造方法が開示されている。また、特許文献1には、塗工部を間欠塗工で長尺金属箔に形成することが記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2019-029256号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
塗工シートにおいて、塗工部の端部は中央部よりも目付量が小さくなることが想定される。そのため、塗工部の端部がより乾燥されやすくなり、塗工部の端部を中央部と同様に乾燥させた場合、端部が過乾燥となり、割れが生じる恐れがある。
【0006】
本開示は、上記実情に鑑みてなされたものであり、塗工部の割れを防止できる電極シートの製造方法を提供することを主目的とする。
【課題を解決するための手段】
【0007】
[1]
第1方向に延在する集電シートと、厚さ方向における上記集電シートの第1面に配置され、かつ、電極材料を含有する塗工部と、を有する塗工シートを準備する、準備工程と、
上記塗工シートを上記第1方向に搬送しながら、上記塗工シートにレーザ光を照射することにより上記塗工部を乾燥させる乾燥工程と、を有し、
上記乾燥工程において、
上記レーザ光を、上記第1方向に配置された複数の上記レーザ照射機から、それぞれ照射し、かつ、
下記方法1および方法2の少なくとも一方により、上記レーザ光の積算強度を、上記第1方向と直交する第2方向において、上記塗工部の中央部よりも端部を小さくする、電極シートの製造方法。
方法1:上記複数の上記レーザ照射機において、上記レーザ照射機の傾きを変更することにより、上記塗工部におけるレーザスポットの形状を変化させる。
方法2:上記複数の上記レーザ照射機において、上記塗工部と上記レーザ照射機との上記厚さ方向の距離を変更することにより、上記塗工部におけるレーザスポットの大きさを変化させる。
【0008】
[2]
上記乾燥工程において、上記塗工部に照射するレーザ光の、上記第2方向のレーザプロファイルの端部の傾きをAとし、上記塗工部を上記第2方向で切断して得られる断面端部の傾きをBとした場合、A/Bが1/3以上、1.2以下となるように、上記レーザ光を照射する、[1]に記載の電極シートの製造方法。
【0009】
[3]
上記乾燥工程において、放射温度計を用いて上記塗工部の温度を測定し、かつ、上記温度に基づき、上記レーザ光の上記積算強度を調整する、[1]または[2]に記載の電極シートの製造方法。
【0010】
[4]
上記放射温度計は、上記塗工部の上記中央部および上記端部の温度を測定する、[1]から[3]までのいずれかに記載の電極シートの製造方法。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
電池
7日前
トヨタ自動車株式会社
電池
2日前
トヨタ自動車株式会社
車両
今日
トヨタ自動車株式会社
電池
3日前
トヨタ自動車株式会社
電池
9日前
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
剥離装置
1日前
トヨタ自動車株式会社
製造装置
1日前
トヨタ自動車株式会社
ドローン
1日前
トヨタ自動車株式会社
関節機構
2日前
トヨタ自動車株式会社
管理装置
7日前
トヨタ自動車株式会社
ステータ
4日前
トヨタ自動車株式会社
表示装置
7日前
トヨタ自動車株式会社
制御装置
9日前
トヨタ自動車株式会社
蓄電装置
3日前
トヨタ自動車株式会社
エンジン
1日前
トヨタ自動車株式会社
制御装置
4日前
トヨタ自動車株式会社
二次電池
2日前
トヨタ自動車株式会社
内燃機関
今日
トヨタ自動車株式会社
電動車両
今日
トヨタ自動車株式会社
予測方法
2日前
トヨタ自動車株式会社
二次電池
今日
トヨタ自動車株式会社
電気自動車
4日前
トヨタ自動車株式会社
ペダル機構
7日前
トヨタ自動車株式会社
電池パック
8日前
トヨタ自動車株式会社
電池パック
1日前
トヨタ自動車株式会社
電気自動車
4日前
トヨタ自動車株式会社
電池パック
今日
トヨタ自動車株式会社
電池パック
4日前
トヨタ自動車株式会社
電気自動車
3日前
トヨタ自動車株式会社
情報管理装置
3日前
トヨタ自動車株式会社
車両前部構造
2日前
トヨタ自動車株式会社
車両制御装置
2日前
トヨタ自動車株式会社
動作分類方法
2日前
トヨタ自動車株式会社
情報処理装置
2日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ