TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025079309
公報種別
公開特許公報(A)
公開日
2025-05-21
出願番号
2024150813
出願日
2024-09-02
発明の名称
切削用インサート及び刃先交換式切削工具
出願人
ダイジェット工業株式会社
代理人
個人
主分類
B23C
5/20 20060101AFI20250514BHJP(工作機械;他に分類されない金属加工)
要約
【課題】 長辺部と短辺部とを有する平面四角形状で、短辺部の長さが短い切削用インサートを、径の大きい固定ネジを用いて工具本体に強固に取り付けられるようにする。
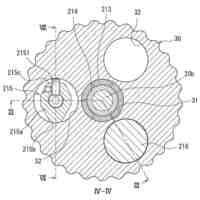
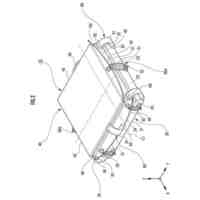
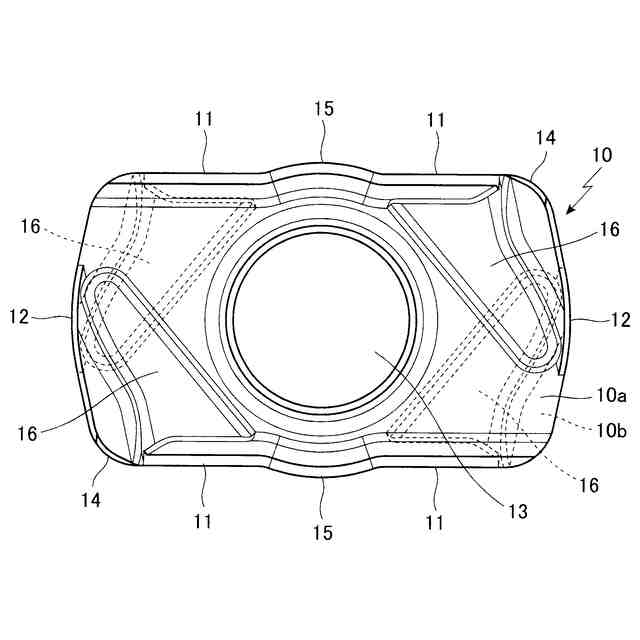
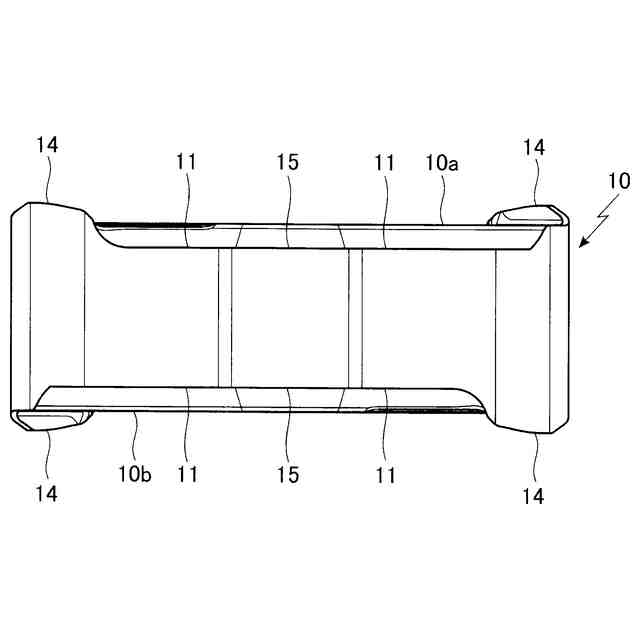
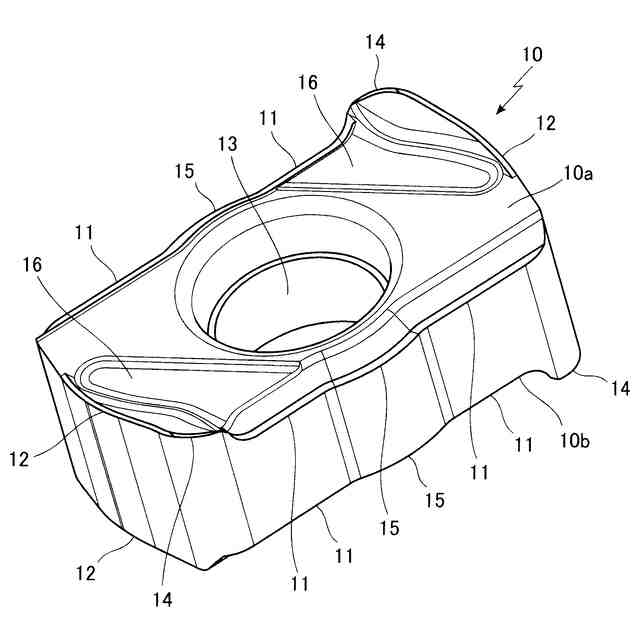
【解決手段】 長辺部11と短辺部12とを有する平面略四角形状で、表面部10aと裏面部10bの中央部を貫通する固定用挿通穴13が設けられ、表面部と裏面部とにおけるそれぞれ対角した位置における彎曲した2つの角部にコーナー切れ刃14が形成された切削用インサート10において、表面部と裏面部とにおけるそれぞれ対向する直線状になった両側の長辺部の中央部に、固定用挿通穴の半径方向外方に円弧状に吐出した膨出部15を設けた。
【選択図】 図6
特許請求の範囲
【請求項1】
長辺部と短辺部とを有する平面略四角形状で、表面部と裏面部の中央部を貫通する固定用挿通穴が設けられると共に、表面部と裏面部とにおけるそれぞれ対角する位置における彎曲した2つの角部にコーナー切れ刃が形成された切削用インサートにおいて、前記の表面部と裏面部とにおけるそれぞれ対向する直線状になった両側の長辺部の中央部に、前記の固定用挿通穴の半径方向外方に円弧状に吐出した膨出部を設けたことを特徴とする切削用インサート。
続きを表示(約 1,000 文字)
【請求項2】
請求項1に記載の切削用インサートにおいて、前記のコーナー切れ刃が形成された各角部における表面部及び裏面部に、それぞれ表面部や裏面部よりも厚み方向に低くなった凹部を設けたことを特徴とする切削用インサート。
【請求項3】
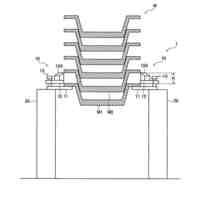
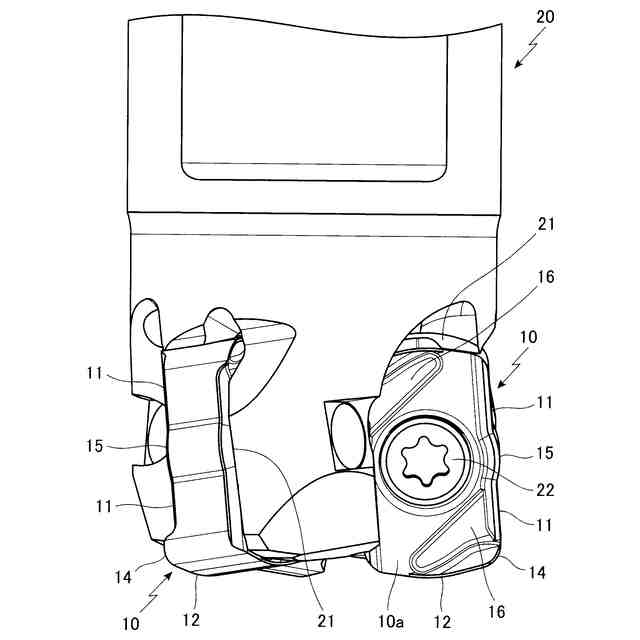
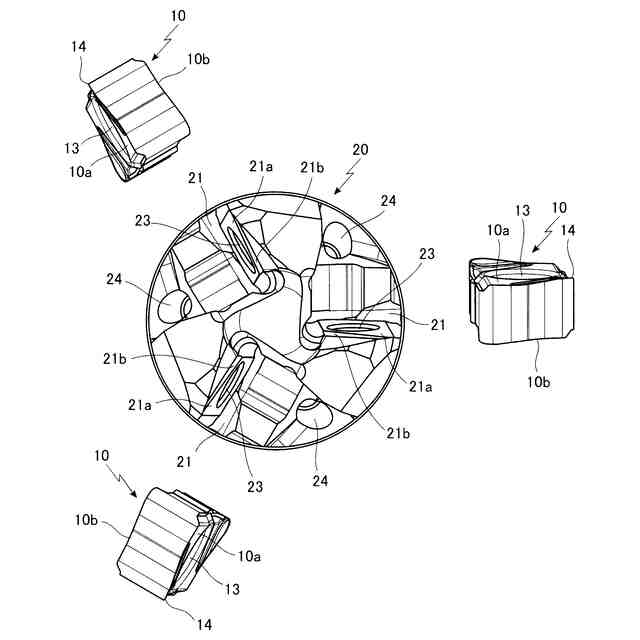
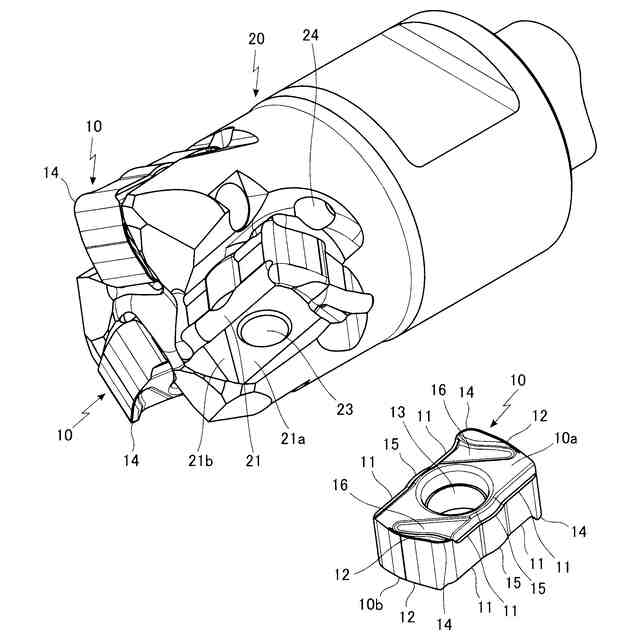
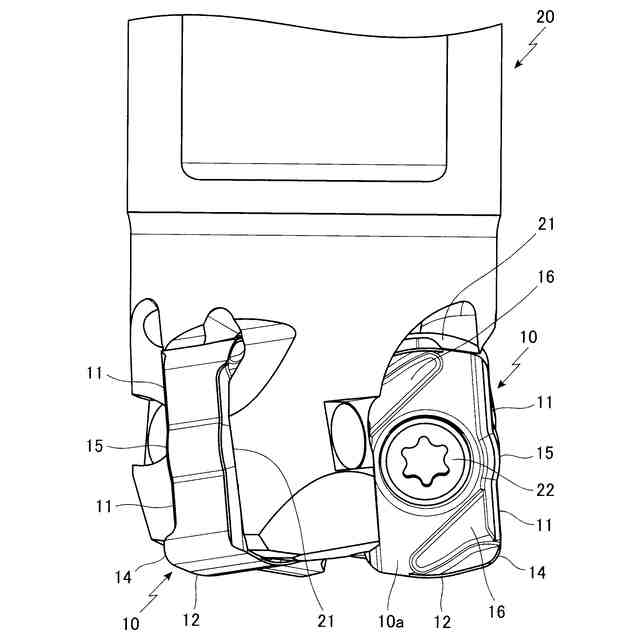
長辺部と短辺部とを有する平面略四角形状で、表面部と裏面部の中央部を貫通する固定用挿通穴が設けられると共に、表面部と裏面部とにおけるそれぞれ対角する位置における彎曲した2つの角部にコーナー切れ刃が形成された切削用インサートを使用し、前記の切削用インサートの表面部と裏面部との中央部を貫通する固定用挿通穴に固定ネジを通して、切削用インサートを工具本体に設けられたインサートポケット内に装着させ、前記のコーナー切れ刃によって被削材を切削させる刃先交換式切削工具において、前記の切削用インサートの表面部と裏面部とにおけるそれぞれ対向する直線状になった両側の長辺部の中央部に、前記の固定用挿通穴の半径方向外方に円弧状に吐出した膨出部を設けた切削用インサートを用い、前記の切削用インサートを工具本体のインサートポケット内に装着させた状態で、前記の切削用インサートの先端外周側に位置するコーナー切れ刃が、前記の長辺部の中央部の膨出部よりも工具本体の外周側に位置するようにしたことを特徴とする刃先交換式切削工具。
【請求項4】
請求項3に記載の刃先交換式切削工具において、前記の切削用インサートを前記の工具本体の先端部に設けたインサートポケット内に装着させるにあたり、切削用インサートを取り付ける前記のインサートポケットにおける取付面の工具本体先端部に、切削用インサートに接触しない逃げ部を設けたことを特徴とする刃先交換式切削工具。
【請求項5】
請求項3に記載の刃先交換式切削工具において、前記の切削用インサートとして、前記のコーナー切れ刃が形成された各角部における表面部及び裏面部に、それぞれ表面部や裏面部よりも厚み方向に低くなった凹部を設けたものを用い、前記の切削用インサートを工具本体の先端部に設けたインサートポケット内に装着させた状態で、切削用インサートにおける前記の凹部が、前記の工具本体に設けられたインサートポケットの取付面に接触しないようにしたことを特徴とする刃先交換式切削工具。
【請求項6】
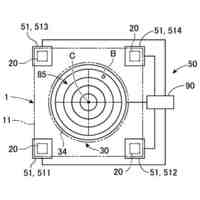
請求項4又は請求項5に記載の刃先交換式切削工具において、前記の工具本体の先端部に、前記のインサートポケットを工具本体の周方向に3つ以上設けたことを特徴とする刃先交換式切削工具。
発明の詳細な説明
【技術分野】
【0001】
本発明は、工具本体に取り付けられて切削加工に用いられる切削用インサート及び前記の切削用インサートを工具本体に着脱自在に装着させた刃先交換式切削工具に関するものである。特に、長辺部と短辺部とを有する平面四角形状で、表面部と裏面部の中央部を貫通する固定用挿通穴が設けられると共に、表面部と裏面部とにおけるそれぞれ対角する位置における彎曲した2つの角部にコーナー切れ刃が形成された切削用インサートを用い、前記の切削用インサートの表面部と裏面部との中央部を貫通する固定用挿通穴に固定ネジを通して、切削用インサートを工具本体に設けられたインサートポケット内に装着させ、前記のコーナー切れ刃によって被削材を切削させる刃先交換式切削工具において、工具径の小さい工具本体に切削用インサートを取り付けるために、短辺部の長さが短い切削用インサートを用いた場合においても、径の大きい固定ネジを用いて切削用インサートを工具本体に強固に取り付けることができ、切削用インサートに設ける固定用挿通穴の穴径を大きくしても、切削加工時に切削用インサートが破損するのが防止されて、高送り加工等が安定して行えるようにした点に特徴を有するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来から、特許文献1~3に示されるように、長辺部と短辺部とを有する平面略四角形状で、表面部と裏面部の中央部を貫通する固定用挿通穴が設けられると共に、表面部と裏面部とにおけるそれぞれ対角する位置における彎曲した2つの角部にコーナー切れ刃が形成された切削用インサートを用い、切削用インサートの長辺部が工具本体の軸方向に沿うようにして、切削用インサートの表面部と裏面部との中央部を貫通する固定用挿通穴に固定ネジを通して、切削用インサートを工具本体に固定ネジにより着脱自在に装着させた刃先交換式切削工具が使用されている。
【0003】
そして、前記のような刃先交換式切削工具を用いて、切削幅の狭いポケット加工を行うために、工具径の小さい工具本体を使用する場合、あるいは高能率な切削加工を目的として切れ刃の数を増やしたい場合には、この工具本体に取り付ける切削用インサートとして、短辺部の長さが短い切削用インサートを用いることが必要になる。
【0004】
ここで、前記のように短辺部の長さが短い切削用インサートを、固定ネジにより工具本体に強固に取り付けるために、径の大きい固定ネジを用いる場合、切削用インサートの表面部と裏面部との中央部を貫通する固定用挿通穴の穴径を大きくすることが必要になる。
【0005】
しかし、前記のように短辺部の長さが短い切削用インサートにおいては、前記の固定用挿通穴と切削用インサートの長辺部との間が狭くなって、固定用挿通穴と切削用インサートの長辺部との間の強度が低下し、高送り加工等の切削加工時に切削用インサートが破損する等の問題があった。
【0006】
また、従来においては、特許文献4に示されるように、長辺部と短辺部とを有する平面略四角形状で、表面部と裏面部の中央部を貫通する固定用挿通穴が設けられると共に、表面部と裏面部とにおけるそれぞれ彎曲した2つの角部にコーナー切れ刃が形成された切削用インサートにおいて、前記の表面部と裏面部とにおけるそれぞれ対向する直線状になった両側の長辺部の中央部を凹ますようにしたものも示されている。
【0007】
しかし、このように表面部と裏面部とにおけるそれぞれ対向する直線状になった両側の長辺部の中央部を凹ますようにした場合、前記のように短辺部の長さが短い切削用インサートにおいては、前記の固定用挿通穴と切削用インサートの長辺部との間が狭くなって、固定用挿通穴と切削用インサートの長辺部との間の強度が著しく低下する等の問題があった。
【0008】
さらに、前記のように切削用インサートを工具本体のインサートポケット内に装着させ、切削用インサートのコーナー切れ刃によって被削材を切削させるようにした場合、切削用インサートと接触するインサートポケットの取付面、特に、インサートポケットの取付面の先端内周側のコーナー部分に大きな負荷が加わって、工具本体の先端部が破損する等の問題もあった。
【先行技術文献】
【特許文献】
【0009】
特許第5007853号公報
特許第6507355号公報
特許第7417713号公報
特許第7197576号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、長辺部と短辺部とを有する平面略四角形状で、表面部と裏面部の中央部を貫通する固定用挿通穴が設けられると共に、表面部と裏面部とにおけるそれぞれ対角した位置における彎曲した2つの角部にコーナー切れ刃が形成された切削用インサートを用い、前記の切削用インサートの長辺部が工具本体の軸方向に沿うようにして、切削用インサートの表面部と裏面部との中央部を貫通する固定用挿通穴に固定ネジを通し、切削用インサートを工具本体に固定ネジにより着脱自在に装着させるようにした刃先交換式切削工具における前記のような問題を解決することを課題とするものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
6日前
トヨタ自動車東日本株式会社
部品取出装置
1日前
株式会社ディスコ
レベル調整装置
1日前
株式会社ダイヘン
溶接ロボット
2日前
株式会社 神崎高級工機製作所
歯車加工装置
6日前
株式会社ジェイテクト
刃具交換時期表示装置
5日前
ローランドディー.ジー.株式会社
加工装置
2日前
株式会社アマダ
レーザ加工機及び光学素子の中心位置補正方法
1日前
パナソニックIPマネジメント株式会社
レーザ加工モニタリング装置
2日前
セイコーインスツル株式会社
ワーク搬送装置およびワーク搬送方法
1日前
トライエンジニアリング株式会社
ロボット型加工装置
1日前
オイレス工業株式会社
調整装置及びそれを備えた加工装置
2日前
パナソニックIPマネジメント株式会社
レーザ溶接装置及びレーザ溶接方法
5日前
DMG森精機株式会社
工作機械
2日前
株式会社ダイヘン
溶接ロボット
2日前
株式会社神戸製鋼所
ガスシールドアーク溶接用ワイヤ、ガスシールドアーク溶接方法及び溶接金属の製造方法
5日前
エスエムエス・グループ・ソチエタ・ペル・アツィオーニ
ビレット等の長尺金属製品の溶接機
1日前
有限会社村吉ガス圧接工業
ガス圧接用還元材、その加工用工具及びガス圧接工法
6日前
ユアサ商事株式会社
加工情報取得センシング機能付き治具
1日前
他の特許を見る

 特許ウォッチ
特許ウォッチ