TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025066594
公報種別
公開特許公報(A)
公開日
2025-04-23
出願番号
2023176311
出願日
2023-10-11
発明の名称
作業機
出願人
株式会社マキタ
代理人
弁理士法人 快友国際特許事務所
主分類
B23D
57/02 20060101AFI20250416BHJP(工作機械;他に分類されない金属加工)
要約
【課題】作業機において、原動機から出力シャフトを介して作業部に伝達されるトルクが低減することを抑制することができる技術を提供する。
【解決手段】作業機は、出力シャフトを有する原動機と、出力シャフトに連結されている作業部と、スリップ機構と、スリップ機構を介して、出力シャフトに取付けられているファンと、を備え、スリップ機構は、ファンを駆動させるときに出力シャフトに負荷される負荷トルクが所定値未満となる場合に、出力シャフトとファンとを一体的に回転させ、ファンを駆動させるときの負荷トルクが所定値以上となる場合に、出力シャフトとファンとを相対的に回転させる。
【選択図】図10
特許請求の範囲
【請求項1】
作業機であって、
出力シャフトを有する原動機と、
前記出力シャフトに連結されている作業部と、
スリップ機構と、
前記スリップ機構を介して、前記出力シャフトに取付けられているファンと、を備え、
前記スリップ機構は、
前記ファンを駆動させるときに前記出力シャフトに負荷される負荷トルクが所定値未満となる場合に、前記出力シャフトと前記ファンとを一体的に回転させ、
前記ファンを駆動させるときの前記負荷トルクが前記所定値以上となる場合に、前記出力シャフトと前記ファンとを相対的に回転させる、作業機。
続きを表示(約 980 文字)
【請求項2】
前記ファンの少なくとも一部が水に浸かっている状態で前記ファンを駆動させた場合に、前記負荷トルクは前記所定値以上となり、
前記ファンの全体が水に浸かっていない状態で前記ファンを駆動させた場合に、前記負荷トルクは前記所定値未満となる、請求項1に記載の作業機。
【請求項3】
前記スリップ機構は、前記出力シャフトの軸方向に延びている付勢部材であって、
一端が、前記出力シャフト及びファンの一方に連結されており、
他端が、前記ファン及び前記シャフトの他方に当接している、
前記付勢部材を有している、請求項1又は2に記載の作業機。
【請求項4】
前記スリップ機構は、さらに、前記軸方向において、前記付勢部材の前記他端と前記ファンとの間に設けられているワッシャを備えており、
前記付勢部材の前記他端は、前記ワッシャを介して、前記ファン及び前記シャフトの他方に当接している、請求項3に記載の作業機。
【請求項5】
前記ファンは、
前記出力シャフトが通過する開口部を有する樹脂製のファン本体部と、
前記開口部に設けられている金属製のブッシュと、を有しており、
前記出力シャフトは、金属製であり、
前記出力シャフトの軸方向に直交する方向において、前記ブッシュと前記出力シャフトとの間にはクリアランスが設けられており、
前記ブッシュの内周面、及び、前記出力シャフトのうち、前記内周面と対向する部分のうちの少なくとも一方には、表面処理が施されている、請求項1から4のいずれか一項に記載の作業機。
【請求項6】
前記ファンは、
前記出力シャフトが通過する開口部を有する樹脂製のファン本体部と、
前記開口部に設けられている金属製のブッシュと、を有しており、
前記スリップ機構は、前記出力シャフトの軸方向に延びている付勢部材であって、一端が、前記出力シャフトに連結されており、他端が、前記ファンの前記ブッシュに当接している前記付勢部材を有している、請求項1から5のいずれか一項に記載の作業機。
【請求項7】
前記原動機は、モータである、請求項1から6のいずれか一項に記載の作業機。
発明の詳細な説明
【技術分野】
【0001】
本明細書で開示する技術は、作業機に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1には、出力シャフトを有する原動機と、出力シャフトに連結されている作業部と、出力シャフトに連結されているファンと、を備える作業機が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2002-210705号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の作業機では、原動機が駆動されることに応じて、作業部及びファンが駆動される。作業機が使用される状況によっては、ファンを駆動させるために必要となるトルクが、空気中で作業機を使用している状況(以下では、「通常の使用状況」と記載する)よりも大きくなることがある。このような場合、原動機から出力シャフトを介して作業部に伝達されるトルクが、通常の使用状況よりも小さくなってしまう。
【0005】
本明細書では、作業機において、原動機から出力シャフトを介して作業部に伝達されるトルクが低減することを抑制することができる技術を提供する。
【課題を解決するための手段】
【0006】
本明細書が開示する作業機は、出力シャフトを有する原動機と、前記出力シャフトに連結されている作業部と、スリップ機構と、前記スリップ機構を介して、前記出力シャフトに取付けられているファンと、を備えてもよい。前記スリップ機構は、前記ファンを駆動させるときに前記出力シャフトに負荷される負荷トルクが所定値未満となる場合に、前記出力シャフトと前記ファンとを一体的に回転させ、前記ファンを駆動させるときの前記負荷トルクが前記所定値以上となる場合に、前記出力シャフトと前記ファンとを相対的に回転させてもよい。
【0007】
通常の使用状況では、負荷トルクは所定値未満となる。一方、通常の使用状況とは異なる状況において、負荷トルクが所定値以上となることがある。上記の構成によると、スリップ機構は、ファンを駆動させるときの負荷トルクが所定値未満となる場合に、出力シャフトとファンを一体的に回転させる。負荷トルクが所定値未満である場合、スリップ機構による静摩擦トルクが負荷トルクよりも大きくなるためである。一方、スリップ機構は、ファンを駆動させるときの負荷トルクが所定値以上となる場合に、出力シャフトとファンとを相対的に回転させる。即ち、出力シャフトに対してファンをスリップさせる。負荷トルクが所定値以上である場合、スリップ機構による静摩擦トルクが負荷トルクよりも小さくなるためである。出力シャフトとファンと相対的に回転している場合、出力シャフトのトルクのうち、ファンを駆動させるのに必要となるトルクが小さくなる。従って、原動機から出力シャフトを介して作業部に伝達されるトルクが低減することを抑制することができる。
【図面の簡単な説明】
【0008】
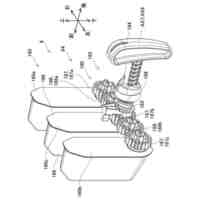
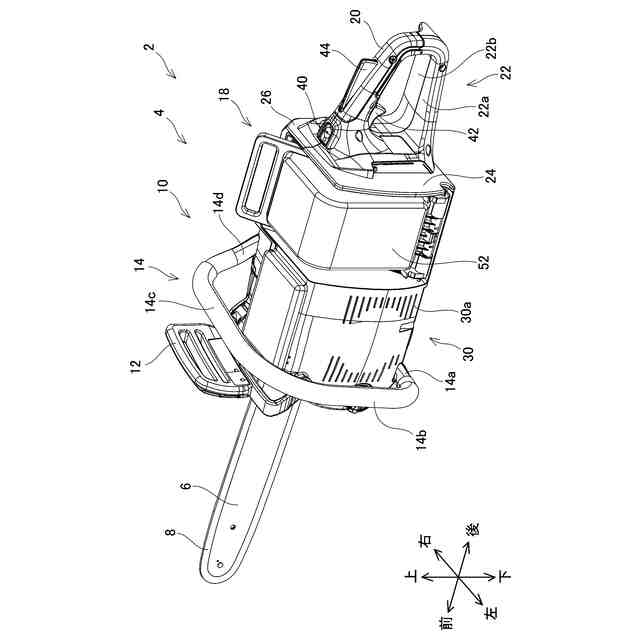
実施例のチェーンソー2を後方左方上方から見た斜視図である。
実施例のチェーンソー2を左方から見た左側面図である。
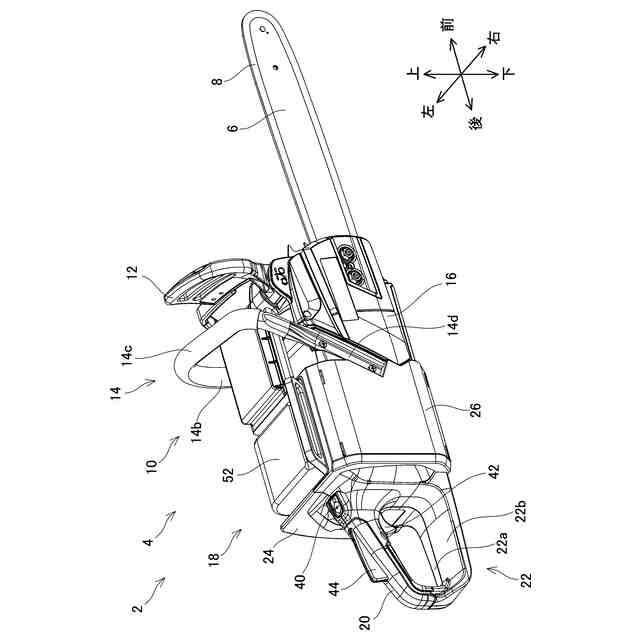
実施例のチェーンソー2を後方右方上方から見た斜視図である。
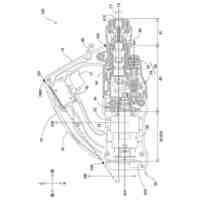
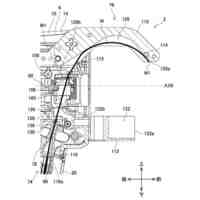
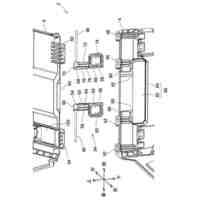
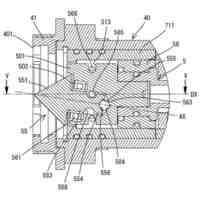
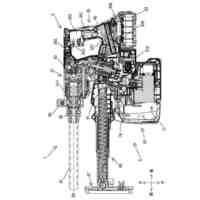
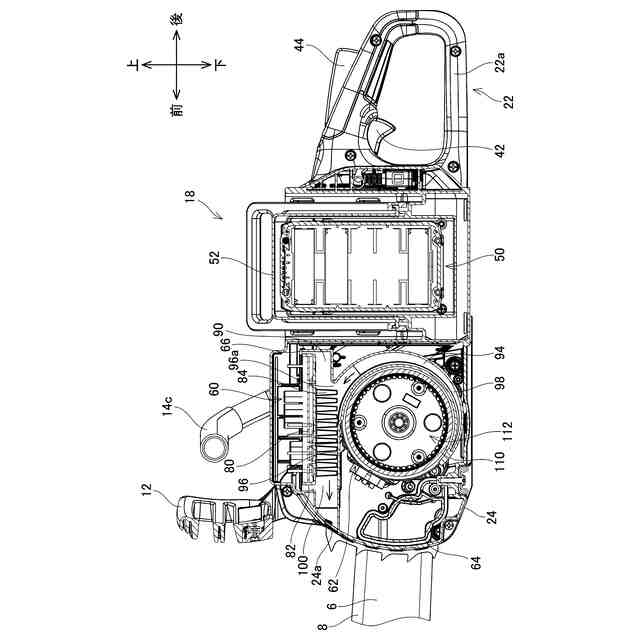
実施例のチェーンソー2を右方から見た断面図である。
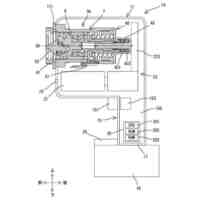
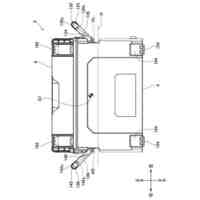
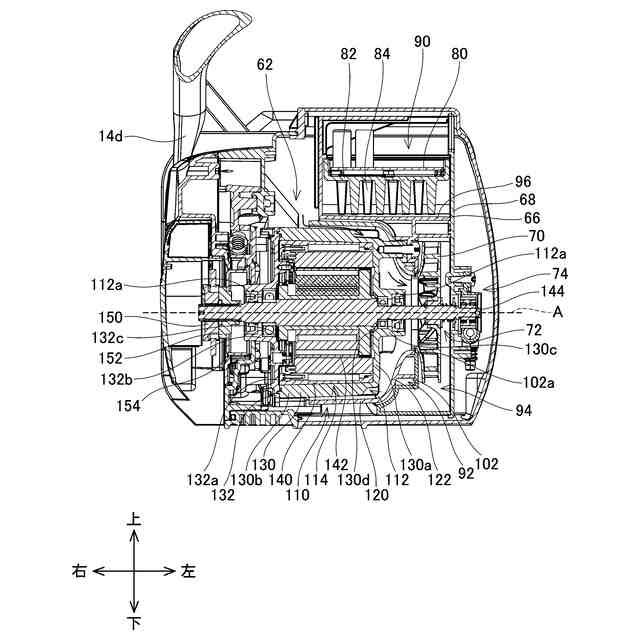
実施例のチェーンソー2を前方から見た断面図である。
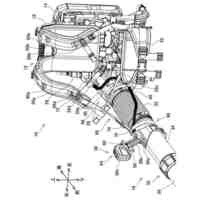
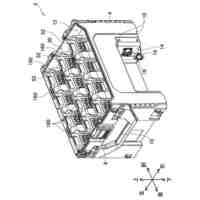
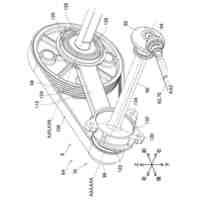
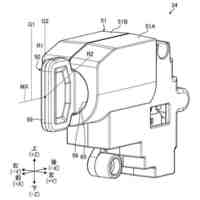
実施例の内側ハウジング66を後方左方上方から見た斜視図である。
実施例のファン70を前方右方下方から見た斜視図である。
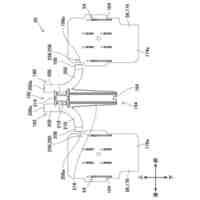
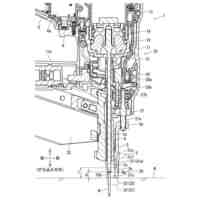
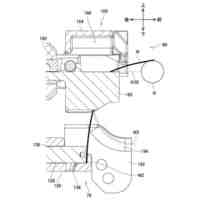
図5の断面図の拡大図である。
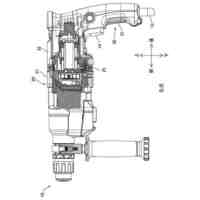
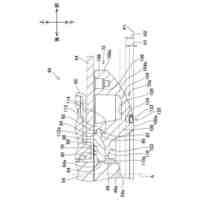
空気中で使用されるチェーンソー2を右方から見た断面図である。
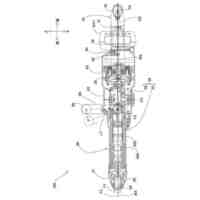
水中で使用されるチェーンソー2を右方から見た断面図である。
【発明を実施するための形態】
【0009】
以下では、本発明の代表的かつ非限定的な具体例について、図面を参照して詳細に説明する。この詳細な説明は、本発明の好ましい例を実施するための詳細を当業者に示すことを単純に意図しており、本発明の範囲を限定することを意図したものではない。また、以下に開示される追加的な特徴ならびに発明は、さらに改善された作業機、その製造方法及び使用方法を提供するために、他の特徴や発明とは別に、又は共に用いることができる。
【0010】
また、以下の詳細な説明で開示される特徴や工程の組み合わせは、最も広い意味において本発明を実施する際に必須のものではなく、特に本発明の代表的な具体例を説明するためにのみ記載されるものである。さらに、上記及び下記の代表的な具体例の様々な特徴、ならびに、独立及び従属クレームに記載されるものの様々な特徴は、本発明の追加的かつ有用な実施形態を提供するにあたって、ここに記載される具体例のとおりに、あるいは列挙された順番のとおりに組合せなければならないものではない。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社マキタ
打撃工具
1か月前
株式会社マキタ
打撃工具
10日前
株式会社マキタ
打撃工具
14日前
株式会社マキタ
電気機器
1か月前
株式会社マキタ
鉄筋結束機
17日前
株式会社マキタ
鉄筋結束機
17日前
株式会社マキタ
背負式ブロワ
1か月前
株式会社マキタ
インパクト工具
7日前
株式会社マキタ
フレア形成工具
1か月前
株式会社マキタ
携帯用バンドソー
1か月前
株式会社マキタ
電動式打ち込み工具
7日前
株式会社マキタ
電気機器およびケース
1か月前
株式会社マキタ
鉄筋結束機および結束方法
17日前
株式会社マキタ
電気機器および運搬ケース
1か月前
株式会社マキタ
電気機器および運搬ケース
1か月前
株式会社マキタ
除雪機およびアタッチメント
6日前
株式会社マキタ
作業機およびアタッチメント
6日前
株式会社マキタ
フレア形成装置及びフレア形成工具
1か月前
株式会社マキタ
フレア形成装置及びフレア形成工具
1か月前
株式会社マキタ
接地体、及び、接地体を備える草刈機
6日前
株式会社マキタ
電動工具用の真空吸着アタッチメント及び電動工具システム
18日前
株式会社マキタ
携帯型バンドソー
6日前
個人
タップ
3か月前
個人
加工機
2か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
2か月前
日東精工株式会社
ねじ締め機
4か月前
株式会社北川鉄工所
回転装置
2か月前
株式会社不二越
ドリル
2か月前
日東精工株式会社
ねじ締め機
2か月前
株式会社不二越
ドリル
3か月前
日東精工株式会社
ねじ締め装置
1か月前
株式会社ダイヘン
溶接電源装置
4日前
日東精工株式会社
ねじ締め装置
5か月前
株式会社ダイヘン
溶接電源装置
17日前
株式会社ダイヘン
溶接電源装置
19日前
株式会社FUJI
工作機械
4か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ