TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025036516
公報種別
公開特許公報(A)
公開日
2025-03-14
出願番号
2024227709,2022100939
出願日
2024-12-24,2022-06-23
発明の名称
物品検査システム
出願人
アンリツ株式会社
代理人
弁理士法人有我国際特許事務所
主分類
B07C
5/36 20060101AFI20250306BHJP(固体相互の分離;仕分け)
要約
【課題】製品歩留まりの低下を有効に抑制しつつ不良品が良品通過側に流出することを確実に防止することができる物品検査システムを提供する。
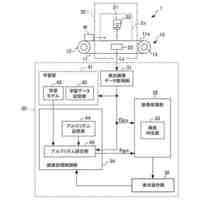
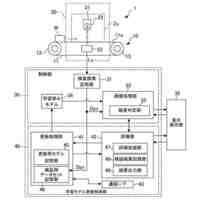
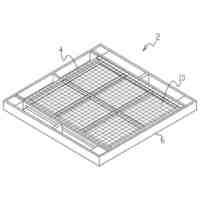
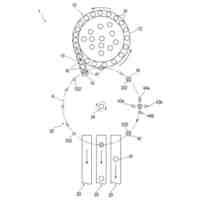
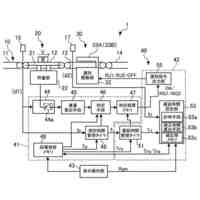
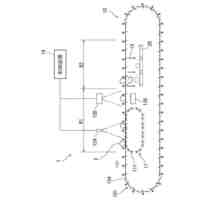
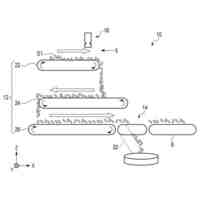
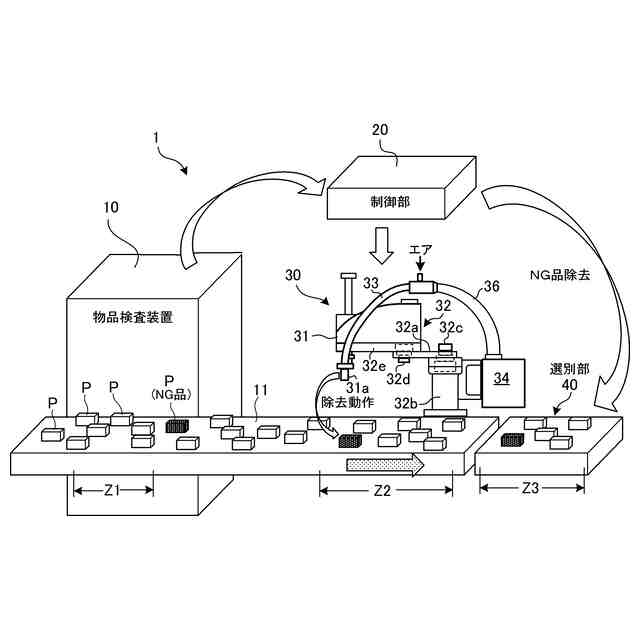
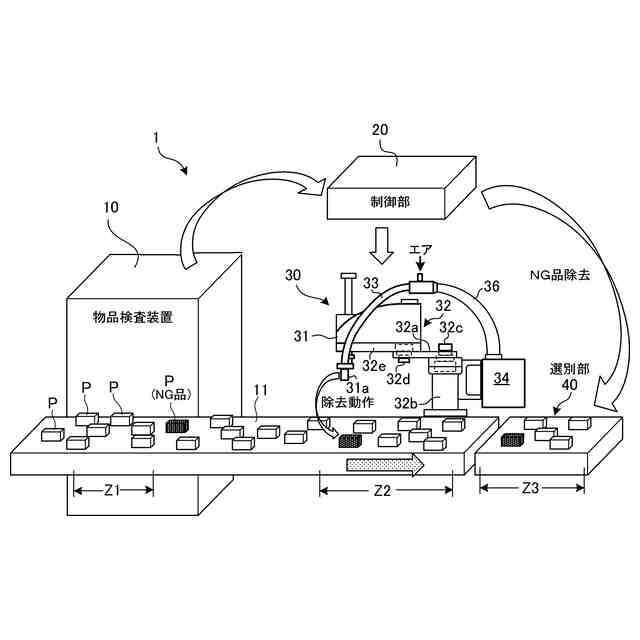
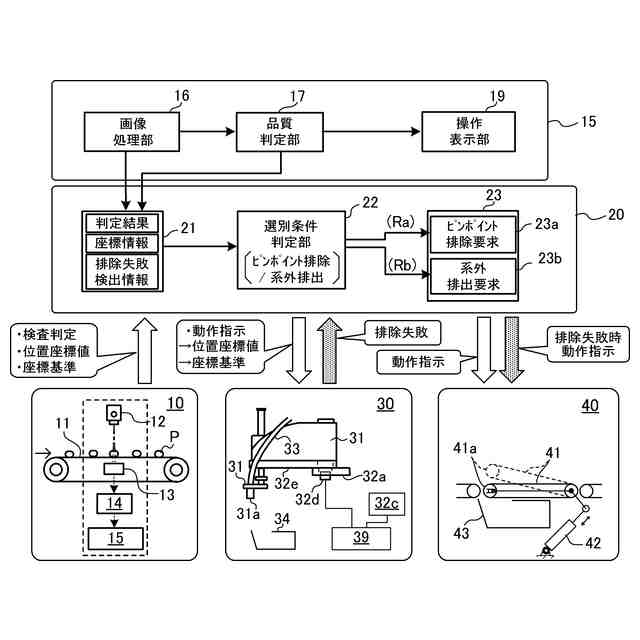
【解決手段】物品Pを搬送路上で順次検査する物品検査装置10と、第1の選別条件が成立することを条件に、検査済みの物品Pを物品検査装置10による検査結果に応じて所定搬送区間Z2内でピンポイント排除する第1の選別装置30と、第1の選別装置30より下流側に配置され、検査後の物品Pを物品検査装置10による検査結果および第2の選別条件の成立に応じて所定搬送距離分の選別区間Z3単位で選別する第2の選別装置40と、検査結果および検査済みの物品Pの搬送状態に応じて第1の選別条件が成立するか否かを判定するとともに、第1の選別条件の成立の有無および第1の選別装置30によるピンポイント排除の成功の有無に応じて第2の選別条件が成立するか否かを判定する制御部20と、を備えている。
【選択図】図1
特許請求の範囲
【請求項1】
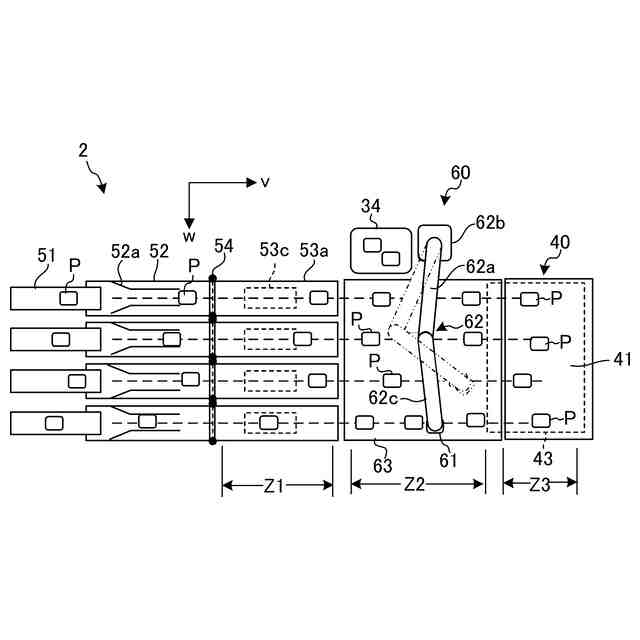
所定搬送方向に搬送される物品(P)を搬送路(11)上で順次検査する物品検査装置(10)と、
予め設定された第1の選別条件が成立することを条件に、前記物品検査装置による検査済みの物品を前記物品検査装置による検査の結果に応じて所定搬送区間(Z2)内でピンポイント排除する第1の選別装置(30)と、
前記所定搬送方向で前記第1の選別装置より下流側に配置され、前記物品検査装置による検査後の物品を前記物品検査装置による検査の結果および予め設定された第2の選別条件の成立に応じて所定搬送距離分の選別区間(Z3)の単位で排除する第2の選別装置(40)と、
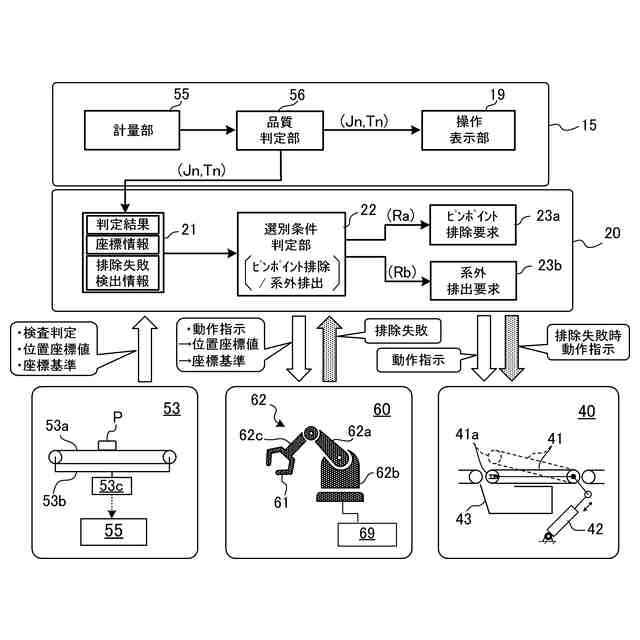
前記物品検査装置による検査の結果および前記検査済みの物品の搬送状態に応じて前記第1の選別条件が成立するか否かを判定するとともに、前記第1の選別条件の成立の有無および前記第1の選別装置によるピンポイント排除の成否に応じて前記第2の選別条件が成立するか否かを判定する選別条件判定手段(22)と、を備えた物品検査システム。
続きを表示(約 790 文字)
【請求項2】
前記選別条件判定手段(22)は、前記第1の選別条件の不成立または前記第1の選別装置によるピンポイント排除の不成功を条件に、前記第2の選別条件が成立すると判定することを特徴とする請求項1に記載の物品検査システム。
【請求項3】
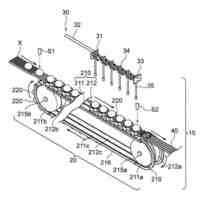
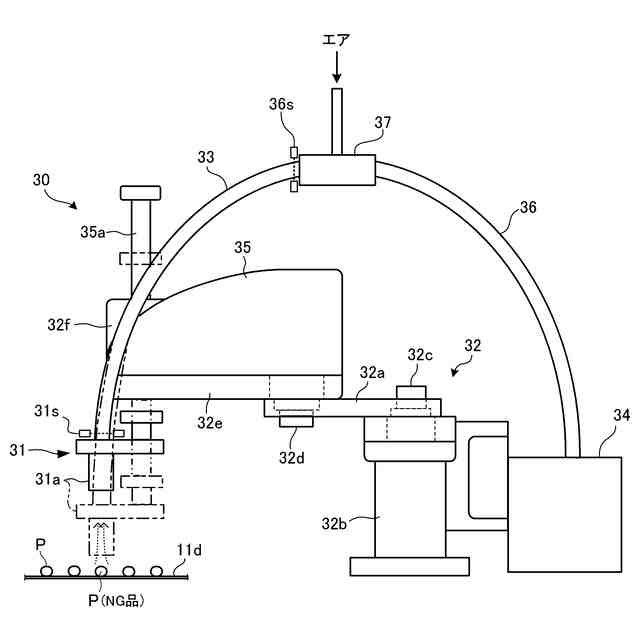
前記第1の選別装置(30)は、前記検査済みの物品のうち前記検査の結果が所定品質条件から外れる特定の物品を前記搬送路外に排除するピンポイント排除手段(31)を含んで構成されている請求項1または2に記載の物品検査システム。
【請求項4】
前記ピンポイント排除手段(31)は、前記物品検査装置による検査の結果が前記所定品質条件から外れると、該検査の結果に応じて少なくとも前記所定搬送方向と直交する方向に移動する排除ヘッドを有していることを特徴とする請求項3に記載の物品検査システム。
【請求項5】
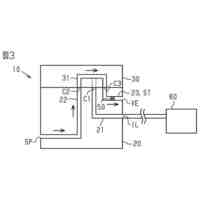
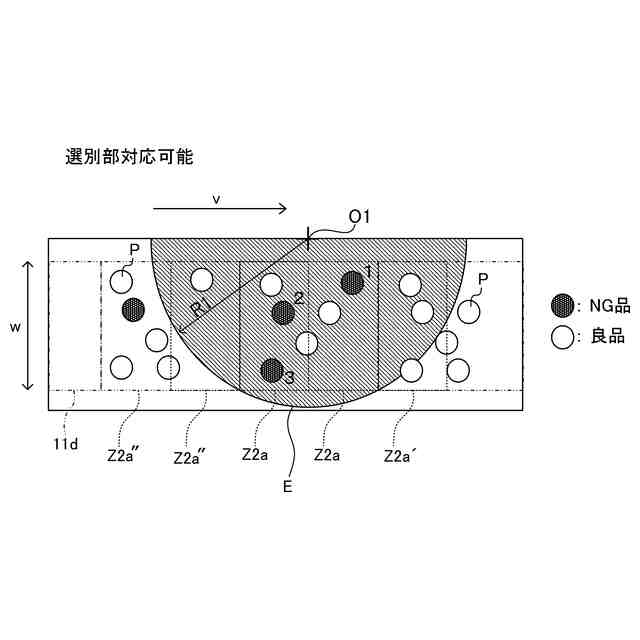
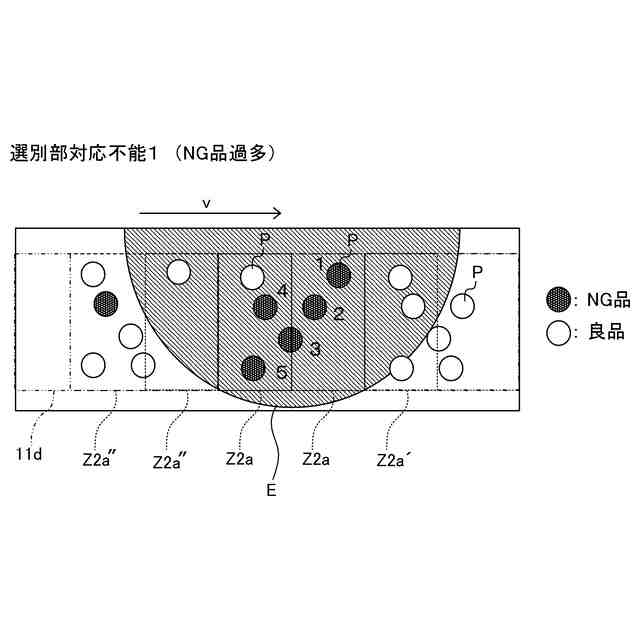
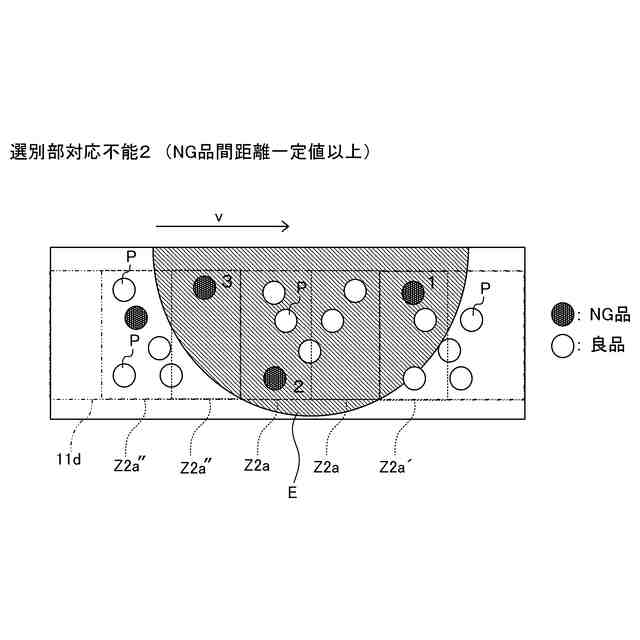
前記選別条件判定手段(22)は、前記物品検査装置による検査の結果が所定品質条件から外れる物品の個数が所定面積の個数判定領域(E)内に設定数以上含まれることを条件に、前記第2の選別条件が成立すると判定すること特徴とする請求項1または2に記載の物品検査システム。
【請求項6】
前記個数判定領域(E)は、前記搬送路の幅員方向の片側に位置する中心から所定半径(R1)内に設定されること特徴とする請求項5に記載の物品検査システム。
【請求項7】
前記選別条件判定手段は、前記物品検査装置による検査の結果が所定品質条件から外れる物品の個数が、前記選別区間以下の所定面積を有するよう前記所定搬送方向に分割された複数の個数判定領域(Z2a)のいずれかに設定数以上含まれることを条件に、前記第2の選別条件が成立すると判定すること特徴とする請求項1または2に記載の物品検査システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、物品検査システムに関し、特に、物品搬送路上の物品を順次検査する物品検査装置と不良物品を物品搬送路上から排除することができる選別装置とを併有する物品検査システムに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
正味量となる個数や質量を単位として販売される製品類を検査する物品検査システムにおいては、その製品の内容物を構成する比較的小サイズの複数の物品をばら状あるいは所定の小搬送ピッチで搬送しつつ所定方式の物品検査を実行する物品検査装置を用いることが多い。
【0003】
その場合、狭い搬送区間内に複数の不良品(複数段階にランク分けされるサイズや質量その他の品質状態がその特定ランクの範囲から外れてしまう物品でもよい)が発生する程度に不良が頻発したとしても、不良品が下流側に流出してしまうことを確実に防止する必要がある。
【0004】
そこで、従来、製品搬送路面上の検査エリアに対応する最小エリア単位で物品検査を実行する物品検査装置と、所定数の最小エリアに対応する一定搬送距離毎(以下、所定搬送区間ともいう)に、検査結果、例えば不良品の有無に応じて所定搬送区間内の被検査物品を製品搬送路上から系外に排出可能な選別装置とを併設した物品検査システムがある(例えば、特許文献1、2参照)。
【0005】
また、X線検査機での検出画像データを基に異物の位置情報を取得し、生肉や加水した穀粉等の原材料から異物混入部分をくり抜いて部分除去できるくり抜き手段を有する選別装置を備え、製品歩留まりを高めるようにしたものも知られている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0006】
特開2005-103451号公報
特開2011-183272号公報
特許第5524598号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、上記従来の物品検査システムにあっては、所定搬送区間毎の検査結果に応じた排出を行う場合には、不良品の排出時に良品の一部まで系外に排出せざるを得ず、製品の歩留まりが低下するという問題があった。
【0008】
一方、異物部分のみをピンポイントに除去(排出)可能な選別装置を用いる場合には、製品歩留まりの低下を有効に抑制できるものの、狭い検査エリア内に複数の不良品が発生すると、個別の排出に時間的な余裕がなくなるため間に合わない、又は何らかの理由で選別ミス等が発生することにより不良品が良品通過側に流出してしまうのではないかという懸念が生じていた。
【0009】
本発明は、そのような従来の未解決の課題を解決するものであり、製品歩留まりの低下を有効に抑制しつつ不良品が良品通過側に流出することを確実に防止することができる物品検査システムを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明に係る物品検査システムは、上記目的達成のため、(1)所定搬送方向に搬送される物品を搬送路上で順次検査する物品検査装置と、予め設定された第1の選別条件が成立することを条件に、前記物品検査装置による検査済みの物品を前記物品検査装置による検査の結果に応じて所定搬送区間内でピンポイント排除する第1の選別装置と、前記所定搬送方向で前記第1の選別装置より下流側に配置され、前記物品検査装置による検査後の物品を前記物品検査装置による検査の結果および予め設定された第2の選別条件の成立に応じて所定搬送距離分の選別区間単位で排除する第2の選別装置と、前記物品検査装置による検査の結果および前記検査済みの物品の搬送状態に応じて前記第1の選別条件が成立するか否かを判定するとともに、前記第1の選別条件の成立の有無および前記第1の選別装置によるピンポイント排除の成否に応じて前記第2の選別条件が成立するか否かを判定する選別条件判定手段と、を備えたものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
アンリツ株式会社
物品検査装置
29日前
アンリツ株式会社
X線検査装置
10日前
アンリツ株式会社
測定装置および測定方法
29日前
アンリツ株式会社
測定装置とその測定対象設定方法
今日
アンリツ株式会社
測定装置とその測定対象設定方法
今日
アンリツ株式会社
測定装置とその測定対象設定方法
今日
アンリツ株式会社
物品検査装置およびモデル更新システム
7日前
アンリツ株式会社
ネットワーク測定システム、及びネットワーク測定方法
7日前
アンリツ株式会社
シーケンスパターン発生装置とその送信開始タイミング制御方法
今日
アンリツ株式会社
プーリー機構、プーリー機構付きモータ、重量選別機、及び調整方法
1か月前
個人
穀物選別機
2か月前
日清製粉株式会社
篩
1か月前
日東精工株式会社
検査装置
1か月前
株式会社タケエイ
振動篩装置
1か月前
株式会社レクザム
基板アンローダ
1か月前
シブヤ精機株式会社
農産物選別装置
2か月前
近江度量衡株式会社
青果物の選別装置
4か月前
川崎重工業株式会社
廃棄物処理システム
2か月前
川崎重工業株式会社
廃棄物処理システム
3か月前
川崎重工業株式会社
廃棄物処理システム
3か月前
シブヤ精機株式会社
農産物選別システム
2か月前
コネクテッドロボティクス株式会社
処理方法
2日前
キヤノン株式会社
分別装置及び分別方法
15日前
セキ工業株式会社
部品分別装置
3か月前
アンリツ株式会社
物品検査装置
2か月前
アンリツ株式会社
物品検査装置
2か月前
キヤノン株式会社
分別装置及び分別方法
2か月前
新東工業株式会社
分級装置及び粉塵固化システム
3か月前
ヤンマーホールディングス株式会社
選別装置
4か月前
株式会社栗本鐵工所
ローラスクリーン
2か月前
東芝ライテック株式会社
搬送システム
1か月前
株式会社シンセイ
砂乾燥選別装置
1か月前
株式会社村田製作所
気体噴出装置、及び電子部品の選別装置
4か月前
日本協同企画株式会社
果菜引継ぎ搬送装置及び果菜箱詰め装置
4日前
アンリツ株式会社
選別装置および物品検査装置
2か月前
株式会社PFU
物体撮像装置および物体認識装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ