TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024127483
公報種別
公開特許公報(A)
公開日
2024-09-20
出願番号
2023036666
出願日
2023-03-09
発明の名称
溶融金属の精錬方法及び精錬用上吹きランス
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C21C
5/46 20060101AFI20240912BHJP(鉄冶金)
要約
【課題】溶融金属の精錬において、フリップフロップノズルを備える上吹きランスから吹き出されるジェットの減速を抑制し、かつ、スピッティングを抑制する。
【解決手段】本開示の溶融金属の精錬方法は、フリップフロップノズルを有する上吹きランスから、前記溶融金属の湯面に向けて、ジェットを上吹きすること、を含み、前記上吹きランスから吹き出される前記ジェットの自励振動数が、20Hz以上100Hz以下であることを特徴とする。
【選択図】図1
特許請求の範囲
【請求項1】
溶融金属の精錬方法であって、
フリップフロップノズルを有する上吹きランスから、前記溶融金属の湯面に向けて、ジェットを上吹きすること、を含み、
前記ジェットの自励振動数が、20Hz以上100Hz以下である、
溶融金属の精錬方法。
続きを表示(約 300 文字)
【請求項2】
前記溶融金属の湯面から前記上吹きランスのノズル吹出口までの高さが、200mm以上5000mm以下である、
請求項1に記載の溶融金属の精錬方法。
【請求項3】
前記溶融金属が、溶鉄であり、
前記ジェットが、酸素ジェットである、
請求項1又は2に記載の溶融金属の精錬方法。
【請求項4】
精錬用上吹きランスであって、フリップフロップノズルを備え、
前記フリップフロップノズルは、ノズル吹出口から上吹きされるジェットの自励振動数が20Hz以上100Hz以下となるように構成されている、
精錬用上吹きランス。
発明の詳細な説明
【技術分野】
【0001】
本願は溶融金属の精錬方法及び精錬用上吹きランスを開示する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
上吹きランスから溶融金属にジェットを吹きつけて吹錬を行う、溶融金属の精錬方法が知られている。ここで、溶融金属にジェットを吹きつけた際、スピッティング(火点から溶融金属粒が飛散すること)が問題となる。スピッティングが多いと、炉口に地金が付着して操業に支障をきたす虞があり、また、炉口から溶銑粒が飛散して歩留まりが悪化する虞がある。一方で、スピッティングを抑制するためにジェット流量を低位にした場合、生産性が悪化する虞がある。
【0003】
上記のスピッティングを低減するためには、上吹きランスからのジェットが溶融金属に衝突する火点の位置を動かしながら吹錬を行うことが有効である。例えば、機械的な駆動装置を用いて上吹きランスを回転・旋回させることや、2股ノズルの流量比を変えてジェットの方向を変えることがあり得る。しかしながら、これらを実現するためには設備の大幅な改造が必要である。
【0004】
駆動装置を使用することなくジェットを動かす方法として、ジェットを自励振動させる方法がある。ジェットを自励振動させる手段としては、特許文献1~3に開示されたようなフリップフロップノズルを採用することがあり得る。
【先行技術文献】
【特許文献】
【0005】
特開2022-143086号公報
特開2005-113200号公報
特開2019-190695号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明者の新たな知見によると、フリップフロップノズルを有する上吹きランスから溶融金属に向かってジェットを吹き付ける場合、ジェットが減速してソフトブローとなる場合がある。従来技術においては、溶融金属の精錬において、上吹きランスから吹き出されるジェットの減速を抑制し、かつ、スピッティングを低減することについて、改善の余地がある。
【課題を解決するための手段】
【0007】
本願は上記課題を解決するための手段として、以下の複数の態様を開示する。
<態様1>
溶融金属の精錬方法であって、
フリップフロップノズルを有する上吹きランスから、前記溶融金属の湯面に向けて、ジェットを上吹きすること、を含み、
前記ジェットの自励振動数が、20Hz以上100Hz以下である、
溶融金属の精錬方法。
<態様2>
前記溶融金属の湯面から前記上吹きランスのノズル吹出口までの高さが、200mm以上5000mm以下である、
態様1の溶融金属の精錬方法。
<態様3>
前記溶融金属が、溶鉄であり、
前記ジェットが、酸素ジェットである、
態様1又は2の溶融金属の精錬方法。
<態様4>
精錬用上吹きランスであって、フリップフロップノズルを備え、
前記フリップフロップノズルは、ノズル吹出口から上吹きされるジェットの自励振動数が20Hz以上100Hz以下となるように構成されている、
精錬用上吹きランス。
【発明の効果】
【0008】
本開示の技術によれば、溶融金属の精錬において、フリップフロップノズルを備える上吹きランスから吹き出されるジェットの減速が抑制され、かつ、スピッティングが抑制され易い。
【図面の簡単な説明】
【0009】
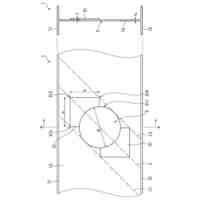
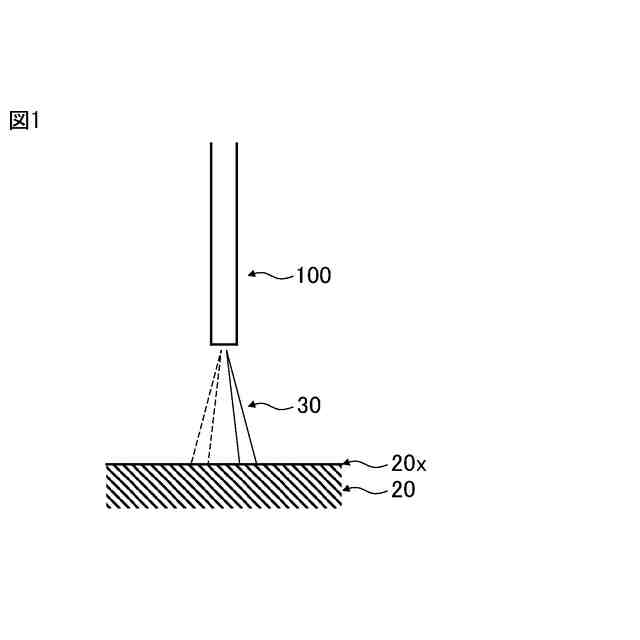
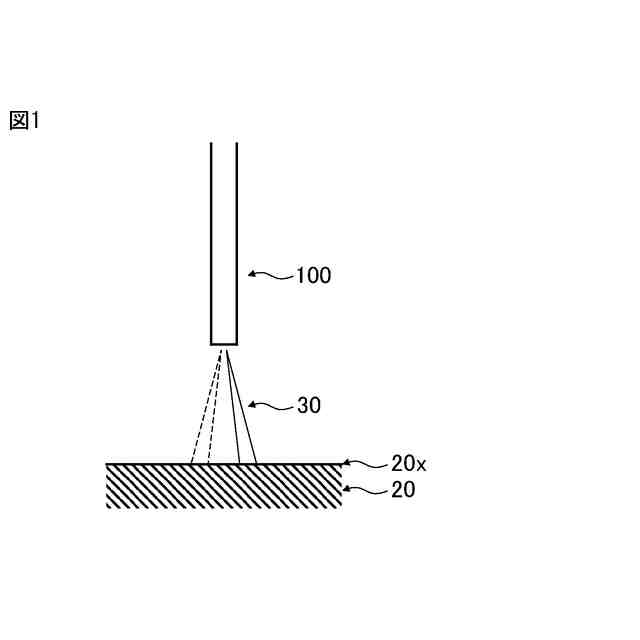
溶融金属の精錬における上吹きランスと溶融金属とジェットとの位置関係の一例を概略的に示している。
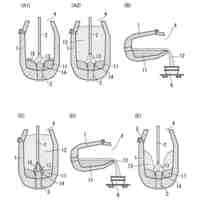
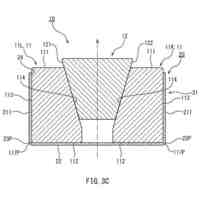
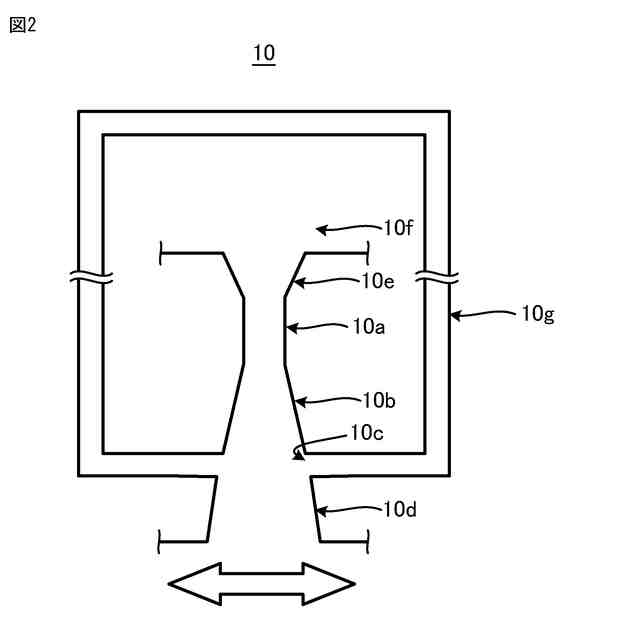
上吹きランスに備えられるフリップフロップノズルの構成の一例を概略的に示している。
フリップフロップノズルを備える上吹きランスから上吹きされるジェットの自励振動数と、ジェットの最大流速平均値との関係を示すグラフである。
フリップフロップノズルを備える上吹きランスから上吹きされるジェットの自励振動数と、スピッティング発生指数との関係を示すグラフである。
フリップフロップノズルを備える上吹きランスから上吹きされるジェットの自励振動数と、脱炭酸素効率低下率との関係を示すグラフである。
【発明を実施するための形態】
【0010】
1.溶融金属の精錬方法
図1に、溶融金属の精錬における上吹きランスと溶融金属とジェットとの位置関係の一例を概略的に示す。また、図2に、上吹きランスに備えられるフリップフロップノズルの構成の一例を概略的に示す。図1及び2に示されるように、一実施形態に係る溶融金属の製造方法は、フリップフロップノズル10を有する上吹きランス100から、前記溶融金属20の湯面20xに向けて、ジェット30を上吹きすること、を含む。ここで、前記ジェット30の自励振動数は、20Hz以上100Hz以下である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
線材
19日前
日本製鉄株式会社
鋼線
19日前
日本製鉄株式会社
床構造
26日前
日本製鉄株式会社
角形鋼管
6日前
日本製鉄株式会社
直流電気炉
14日前
日本製鉄株式会社
直流電気炉
14日前
日本製鉄株式会社
圧延H形鋼
6日前
日本製鉄株式会社
柱梁接合部
5日前
日本製鉄株式会社
転炉吹錬方法
7日前
日本製鉄株式会社
金属溶解方法
14日前
日本製鉄株式会社
鋼の製造方法
21日前
日本製鉄株式会社
転炉吹錬方法
7日前
日本製鉄株式会社
直流電気溶解炉
14日前
日本製鉄株式会社
鋼線及び撚り線
6日前
日本製鉄株式会社
鋼管用ねじ継手
5日前
日本製鉄株式会社
パネル用支持具
5日前
日本製鉄株式会社
パネル用支持具
5日前
日本製鉄株式会社
高炉の操業方法
12日前
日本製鉄株式会社
鋼線及びロープ
6日前
日本製鉄株式会社
棒製品の製造方法
21日前
日本製鉄株式会社
焼結鉱の製造方法
22日前
日本製鉄株式会社
補強H形鋼有孔梁
15日前
日本製鉄株式会社
焼結鉱の製造方法
22日前
日本製鉄株式会社
溶銑の脱りん方法
19日前
日本製鉄株式会社
溶銑の予備処理方法
7日前
日本製鉄株式会社
制御装置及び制御方法
15日前
日本製鉄株式会社
ガス漏洩部の補修方法
13日前
日本製鉄株式会社
肥料及び肥料の製造方法
26日前
日本製鉄株式会社
スポット溶接継手の性能推定方法
12日前
日本製鉄株式会社
金属缶の製造方法及び金型セット
26日前
日本製鉄株式会社
塩害コンクリート構造物の補修工法
19日前
日本製鉄株式会社
ヤード検査ロボットおよびプログラム
14日前
日本製鉄株式会社
鋼材、及び、ガス浸炭機械構造用部品
6日前
日本製鉄株式会社
疲労評価方法及び疲労評価プログラム
26日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
7日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
7日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ