TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024118346
公報種別
公開特許公報(A)
公開日
2024-08-30
出願番号
2023024711
出願日
2023-02-20
発明の名称
測定方法、測定装置、及び製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
G01B
15/00 20060101AFI20240823BHJP(測定;試験)
要約
【課題】帯状体の幅方向における端部の位置をより精度良く測定することが可能な測定方法を提供する。
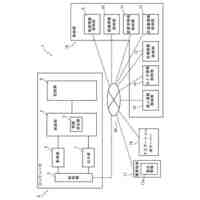
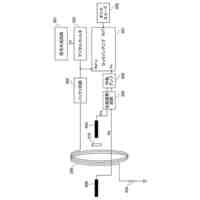
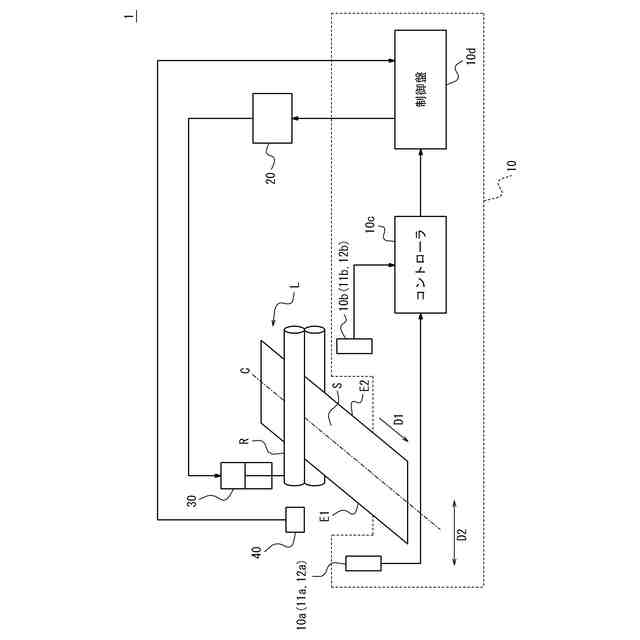
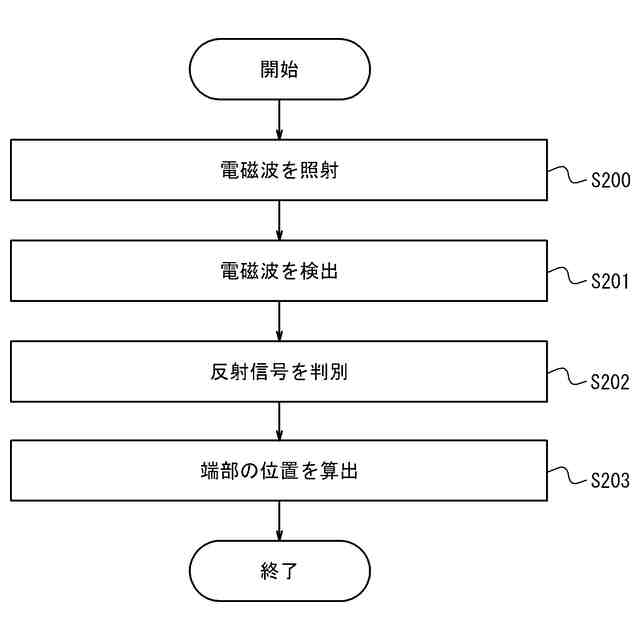
【解決手段】帯状体Sの幅方向D2における端部の位置を測定する測定方法は、帯状体Sの端部に向けて電磁波を照射するステップと、帯状体Sの端部で反射した電磁波を検出するステップと、電磁波を検出するステップにおいて得られた検出信号に対する複数の閾値に基づいて、検出信号に含まれる端部での反射信号を判別するステップと、反射信号が検出された時間に基づいて端部の位置を算出するステップと、を含む。
【選択図】図1
特許請求の範囲
【請求項1】
帯状体の幅方向における端部の位置を測定する測定方法であって、
前記帯状体の前記端部に向けて電磁波を照射するステップと、
前記帯状体の前記端部で反射した前記電磁波を検出するステップと、
前記電磁波を検出するステップにおいて得られた検出信号に対する複数の閾値に基づいて、前記検出信号に含まれる前記端部での反射信号を判別するステップと、
前記反射信号が検出された時間に基づいて前記端部の位置を算出するステップと、
を含む、
測定方法。
続きを表示(約 840 文字)
【請求項2】
請求項1に記載の測定方法であって、
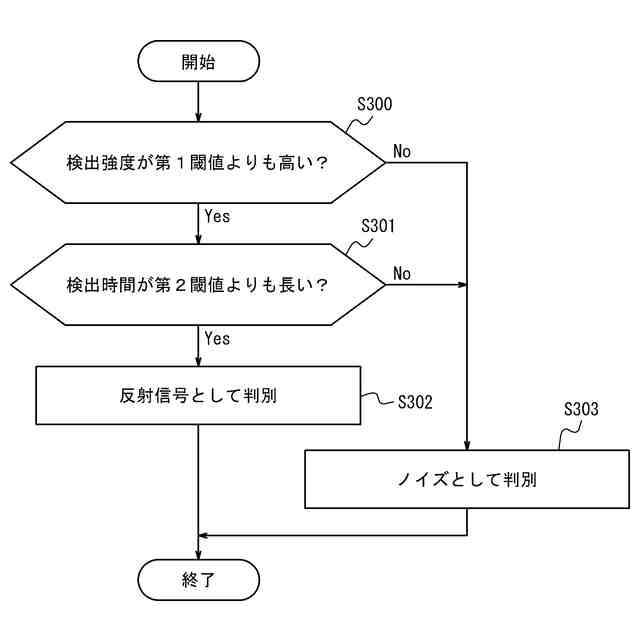
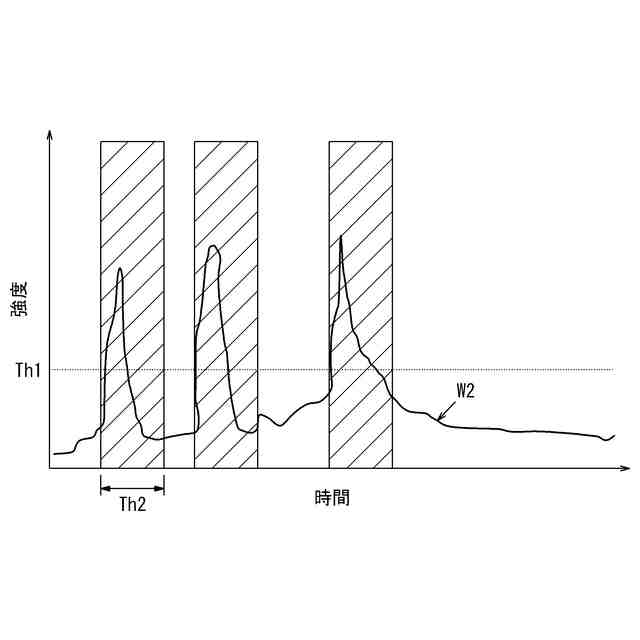
前記複数の閾値は、検出強度に対する第1閾値と、検出時間に対する第2閾値と、を含む、
測定方法。
【請求項3】
請求項2に記載の測定方法であって、
前記反射信号を判別するステップは、前記検出信号における前記検出強度が前記第1閾値よりも高く、かつ前記検出時間が前記第2閾値よりも長い信号波形のうち最初のものを前記反射信号として判別することを含む、
測定方法。
【請求項4】
帯状体の幅方向における端部の位置を測定する測定装置であって、
前記帯状体の前記端部に向けて電磁波を照射する照射部と、
前記帯状体の前記端部で反射した前記電磁波を検出する検出部と、
前記検出部から出力される検出信号に対する複数の閾値に基づいて、前記検出信号に含まれる前記端部での反射信号を判別し、前記反射信号が検出された時間に基づいて前記端部の位置を算出する制御部と、
を備える、
測定装置。
【請求項5】
請求項4に記載の測定装置であって、
前記複数の閾値は、検出強度に対する第1閾値と、検出時間に対する第2閾値と、を含む、
測定装置。
【請求項6】
請求項5に記載の測定装置であって、
前記制御部は、前記検出信号における前記検出強度が前記第1閾値よりも高く、かつ前記検出時間が前記第2閾値よりも長い信号波形のうち最初のものを前記反射信号として判別する、
測定装置。
【請求項7】
請求項1乃至3に記載の測定方法及び請求項4乃至6に記載の測定装置のいずれかを用いながら前記帯状体を製造する製造方法であって、
測定された前記帯状体の幅方向における前記端部の位置に基づき、プロセスラインにおける前記帯状体の蛇行を制御するステップを含む、
製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、測定方法、測定装置、及び製造方法に関する。例えば、本開示は、プロセスラインにおける鋼板などの帯状体の蛇行を制御するために帯状体のエッジ位置を測定する測定方法及び測定装置に関する。例えば、本開示は、測定方法及び測定装置のいずれかを用いながら帯状体を製造する製造方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、生産ライン及び加工ラインなどのプロセスラインにおいて、鋼板などの帯状体の幅方向における端部の位置を測定するための技術が知られている。例えば、特許文献1には、ノイズ及び雰囲気の影響を受けにくく、かつ、設置が容易で、帯状体との機械的な干渉が少ない帯状体の幅方向端部位置測定方法が開示されている。
【0003】
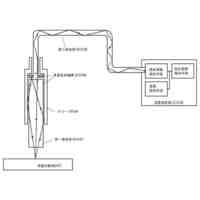
特許文献1に記載の技術のように、従来のCPC(Center Position Control)装置におけるマイクロ波方式での鋼板のエッジ位置検出方法が一般的に知られている。当該方法では、鋼板のエッジに向けてマイクロ波が照射され、受信アンテナに戻るマイクロ波のうち反射強度が最も高いもののピーク時間が鋼板のエッジ位置として検出されていた。従来のCPC装置は、検出されたエッジ位置に基づいて鋼板の中心位置を算出し、算出された中心位置をプロセスラインの中心に合わせるように蛇行制御を実行していた。
【先行技術文献】
【特許文献】
【0004】
再公表特許WO2006/048979号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来のエッジ位置検出方法では、鋼板以外で反射したマイクロ波の強度が最大となった場合、その最大となったピーク時間が鋼板のエッジ位置として誤検出されてしまうという問題があった。
【0006】
本開示は、上記課題に鑑みてなされたものであり、帯状体の幅方向における端部の位置をより精度良く測定することが可能な測定方法、測定装置、及び製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示は、
(1)
帯状体の幅方向における端部の位置を測定する測定方法であって、
前記帯状体の前記端部に向けて電磁波を照射するステップと、
前記帯状体の前記端部で反射した前記電磁波を検出するステップと、
前記電磁波を検出するステップにおいて得られた検出信号に対する複数の閾値に基づいて、前記検出信号に含まれる前記端部での反射信号を判別するステップと、
前記反射信号が検出された時間に基づいて前記端部の位置を算出するステップと、
を含む、
測定方法、
である。
【0008】
(2)
上記(1)に記載の測定方法では、
前記複数の閾値は、検出強度に対する第1閾値と、検出時間に対する第2閾値と、を含んでもよい。
【0009】
(3)
上記(2)に記載の測定方法では、
前記反射信号を判別するステップは、前記検出信号における前記検出強度が前記第1閾値よりも高く、かつ前記検出時間が前記第2閾値よりも長い前記信号波形のうち最初のものを前記反射信号として判別することを含んでもよい。
【0010】
本開示は、
(4)
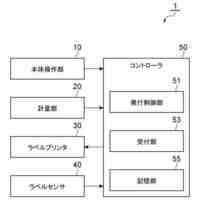
帯状体の幅方向における端部の位置を測定する測定装置であって、
前記帯状体の前記端部に向けて電磁波を照射する照射部と、
前記帯状体の前記端部で反射した前記電磁波を検出する検出部と、
前記検出部から出力される検出信号に対する複数の閾値に基づいて、前記検出信号に含まれる前記端部での反射信号を判別し、前記反射信号が検出された時間に基づいて前記端部の位置を算出する制御部と、
を備える、
測定装置、
である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
電気抵抗の測定方法
5日前
株式会社トプコン
測量装置
20日前
太陽誘電株式会社
検出装置
8日前
エイブリック株式会社
半導体装置
22日前
株式会社トプコン
測量装置
20日前
太陽誘電株式会社
検出装置
25日前
日本碍子株式会社
ガスセンサ
18日前
CKD株式会社
錠剤検査装置
12日前
北陽電機株式会社
光電センサ
4日前
スガ試験機株式会社
ガス腐食試験機
25日前
株式会社キーエンス
超音波流量センサ
8日前
株式会社日立国際電気
試験装置
22日前
株式会社東芝
センサ
8日前
TDK株式会社
ガスセンサ
27日前
愛知製鋼株式会社
位置推定システム
11日前
株式会社チノー
放射光導光型温度計
8日前
ミツミ電機株式会社
測距装置
27日前
株式会社イシダ
電子秤
25日前
大陽日酸株式会社
液面センサ
18日前
中国電力株式会社
経路案内システム
26日前
ニデック株式会社
測定用治具
5日前
ニデック株式会社
測定用治具
5日前
株式会社ジークエスト
感温センサー
8日前
株式会社ヒロハマ
包装用容器の気密検査治具
14日前
株式会社トクヤマ
全固体型イオン選択性電極
18日前
中央精機株式会社
変角平行光投光装置
18日前
東レ株式会社
センサー素子及びガスセンサー
11日前
TDK株式会社
磁気検出システム
14日前
TDK株式会社
センサモジュール
14日前
ミネベアミツミ株式会社
測距装置
27日前
トヨタ自動車株式会社
電力供給システム
25日前
株式会社イシダ
計量装置
20日前
株式会社SUBARU
ナビゲーション装置
22日前
三菱電機株式会社
腐食促進試験装置
14日前
ホシデン株式会社
センサ装置
8日前
コムスキャンテクノ株式会社
X線CT装置
20日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ