TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024114312
公報種別
公開特許公報(A)
公開日
2024-08-23
出願番号
2023019993
出願日
2023-02-13
発明の名称
車室及び車室の製造方法
出願人
三菱重工コンプレッサ株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
F01D
25/24 20060101AFI20240816BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】鋳造を用いずに、内部に複数の流路を形成する。
【解決手段】車室は、上半弁ケーシングを備える。前記上半弁ケーシングは、第一方向に直線状に形成された入口流路と、前記入口流路の端部を外部と連通させる入口開口部と、前記入口流路と連通する複数の出口流路と、前記入口流路と外部とを連通する部材挿通穴と、複数の前記出口流路の一部と連通されている上半主蒸気供給路と、を有する。複数の前記出口流路は、前記部材挿通穴から外れた位置に配置される。前記上半主蒸気供給路は、前記軸方向の片側のみで前記上半弁ケーシングの外部と連通する。前記上半弁ケーシングは、複数の流路が内部に形成された上半弁ケーシング本体と、前記上半弁ケーシング本体とともに、前記上半主蒸気供給路を形成する上半閉塞部材と、前記上半弁ケーシング本体と前記上半閉塞部材とを溶接によって固定する溶接部とを有する。
【選択図】図5
特許請求の範囲
【請求項1】
鉛直方向の上方の上半弁ケーシングと前記鉛直方向の下方の下半弁ケーシングとを有し、蒸気タービンにおいて供給される蒸気の供給量を調整可能な調整弁の弁ケーシングと、
前記鉛直方向の上方の上半胴体と前記鉛直方向の下方の下半胴体とを有し、軸方向に延びる軸線を中心とする筒状に形成され、前記弁ケーシングと接続された車室胴体と、
前記上半胴体に対して前記軸線周りの周方向の両端部で、前記上半弁ケーシング及び前記上半胴体に接続され、前記軸方向に延びる一対の上半フランジと、
前記下半胴体に対して前記周方向の両端部で、前記下半弁ケーシング及び前記下半胴体に接続され、前記軸方向に延びる一対の下半フランジと、を備え、
前記上半胴体及び前記下半胴体は、前記軸方向に並ぶ複数の胴体ブロック部をそれぞれ有し、
前記上半弁ケーシングは、
弁体が配置可能とされて、前記鉛直方向及び前記軸方向に対して直交する第一方向に直線状に形成された入口流路と、
前記入口流路へ流体を流入可能とされて前記入口流路の前記第一方向の端部を外部と連通させる入口開口部と、
前記入口流路内の前記流体を前記鉛直方向に流出させるように、前記第一方向に離れた位置で前記入口流路と連通する複数の出口流路と、
前記鉛直方向で複数の前記出口流路と対向した位置で前記入口流路と外部とを連通する部材挿通穴と、
複数の前記出口流路の一部と連通されて湾曲している上半主蒸気供給路と、を有し、
前記下半弁ケーシングは、複数の前記出口流路の残部と連通されて湾曲している下半主蒸気供給路を有し、
複数の前記出口流路は、前記鉛直方向から見た際に、少なくとも一部が前記部材挿通穴から外れた位置に配置され、
前記上半主蒸気供給路及び前記下半主蒸気供給路は、前記軸方向の片側のみで前記上半弁ケーシング及び前記下半弁ケーシングの外部と連通し、
前記上半弁ケーシングは、
前記入口流路、前記入口開口部、前記出口流路、及び前記部材挿通穴が内部に形成された上半弁ケーシング本体と、
前記上半弁ケーシング本体に対して前記鉛直方向の下方に配置されることで、前記上半弁ケーシング本体とともに、前記上半主蒸気供給路を形成する上半閉塞部材と、
前記上半弁ケーシング本体と前記上半閉塞部材とを溶接によって固定する溶接部とを有する車室。
続きを表示(約 2,200 文字)
【請求項2】
前記上半主蒸気供給路は、前記軸方向から見た際に、円弧状に形成され、
前記上半弁ケーシング本体は、前記上半主蒸気供給路において少なくとも一部が前記鉛直方向の下方を向く外側内周面を有し、
前記上半閉塞部材は、前記上半主蒸気供給路において少なくとも一部が前記鉛直方向の上方を向く内側内周面を有する請求項1に記載の車室。
【請求項3】
前記上半弁ケーシング本体、前記上半閉塞部材、前記胴体ブロック部、前記上半フランジ、及び前記下半フランジは、鍛造によって形成されている請求項1又は請求項2に記載の車室。
【請求項4】
前記下半弁ケーシングは、前記下半主蒸気供給路と接続され、前記第一方向に延びて外部と連通する下半弁連通孔を有し、
前記下半フランジは、前記第一方向から見た際に、前記下半弁連通孔を塞ぐように配置されている請求項1又は請求項2に記載の車室。
【請求項5】
前記弁ケーシングに対して前記軸方向に離れた位置で前記車室胴体、前記上半フランジ、及び前記下半フランジに接続され、前記車室胴体内と連通する抽気弁ケーシングをさらに備え、
前記抽気弁ケーシングは、
前記鉛直方向の上方を向く上面と、前記上面における前記第一方向に離れた位置で開口する抽気入口流路、前記抽気入口流路に対して前記軸方向に離れた位置かつ前記上面における前記第一方向に離れた位置で開口する複数の抽気出口流路、及び、複数の前記抽気出口流路の一部と連通されて湾曲している上半抽気供給路、を有する上半抽気弁ケーシングと、
前記上半抽気弁ケーシングに対して前記鉛直方向の下方に配置され、複数の前記抽気出口流路の残部と連通されて湾曲している下半抽気供給路を有する下半抽気弁ケーシングとを有し、
前記上半抽気供給路は、前記軸方向の片側のみで前記上半抽気弁ケーシングの外部と連通している請求項1又は請求項2に記載の車室。
【請求項6】
前記下半抽気弁ケーシングは、前記下半抽気供給路と接続され、前記第一方向に延びて前記抽気弁ケーシングの外部と連通する下半抽気弁連通孔を有し、
前記下半フランジは、前記第一方向から見た際に、前記下半抽気弁連通孔を塞ぐように配置されている請求項5に記載の車室。
【請求項7】
鉛直方向の上方の上半弁ケーシングと前記鉛直方向の下方の下半弁ケーシングとを有し、蒸気タービンにおいて供給される蒸気の供給量を調整可能な調整弁の弁ケーシングと、
前記鉛直方向の上方の上半胴体と前記鉛直方向の下方の下半胴体とを有し、軸方向に延びる軸線を中心とする筒状に形成され、前記弁ケーシングと接続された車室胴体と、
前記上半胴体に対して前記軸線周りの周方向の両端部で、前記上半弁ケーシング及び前記上半胴体に接続され、前記軸方向に延びる一対の上半フランジと、
前記下半胴体に対して前記周方向の両端部で、前記下半弁ケーシング及び前記下半胴体に接続され、前記軸方向に延びる一対の下半フランジと、を備える車室の製造方法であって、
前記上半胴体及び前記下半胴体は、前記軸方向に並ぶ複数の胴体ブロック部をそれぞれ有し、
前記上半弁ケーシングは、
弁体が配置可能とされて、前記鉛直方向及び前記軸方向に対して直交する第一方向に直線状に形成された入口流路と、
前記入口流路へ流体を流入可能とされて前記入口流路の前記第一方向の端部を外部と連通させる入口開口部と、
前記入口流路内の前記流体を前記鉛直方向に流出させるように、前記第一方向に離れた位置で前記入口流路と連通する複数の出口流路と、
前記鉛直方向で複数の前記出口流路と対向した位置で前記入口流路と外部とを連通する部材挿通穴と、
複数の前記出口流路の一部と連通されて湾曲している上半主蒸気供給路と、を有し、
前記下半弁ケーシングは、複数の前記出口流路の残部と連通されて湾曲している下半主蒸気供給路を有し、
複数の前記出口流路は、前記鉛直方向から見た際に、少なくとも一部が前記部材挿通穴から外れた位置に配置され、
前記上半主蒸気供給路及び前記下半主蒸気供給路は、前記軸方向の片側のみで前記上半弁ケーシング及び前記下半弁ケーシングの外部と連通し、
前記上半弁ケーシングは、
前記入口流路、前記入口開口部、前記出口流路、及び前記部材挿通穴が内部に形成された上半弁ケーシング本体と、
前記上半弁ケーシング本体に対して前記鉛直方向の下方に配置されることで、前記上半弁ケーシング本体とともに、前記上半主蒸気供給路を形成する上半閉塞部材と、
前記上半弁ケーシング本体と前記上半閉塞部材とを溶接によって固定する溶接部とを有し、
前記上半弁ケーシング本体及び前記上半閉塞部材を製造する工程と、
前記上半弁ケーシング本体と前記上半閉塞部材とを溶接する工程と、を含み、
前記製造する工程では、鍛造で形成された一の鍛造部材を切削することで、前記上半弁ケーシング本体及び前記上半閉塞部材を製造する車室の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、車室及び車室の製造方法に関する。
続きを表示(約 3,600 文字)
【背景技術】
【0002】
蒸気タービンにおいて、ロータが収容される車室は、鋳造により形成された構造が一般的である。車室は、上半胴体と下半車室とに上下に分割可能とされている。上半胴体及び下半車室は、それぞれ、鋳造により一体形成されている。しかしながら、鋳造で車室を形成する場合、鋳型を用意する必要がある。車室のような大型の金属部材を形成するための大型の鋳型の製作には非常に時間が掛かる。
【0003】
これに対し、例えば、特許文献1には、車室3を構成するための複数の金属部材を、鍛造、鋼板加工、鋳造、溶融金属積層法のうち、少なくとも二種類の製法で製造する車室の製造方法が記載されている。特許文献1の車室の製造方法では、車室の全体を鋳造で製造する必要が無く、鋳型の製作の手間、及びコストを抑えることが可能とされている。
【先行技術文献】
【特許文献】
【0004】
特開2021-134679号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、鋳造で車室を形成しない場合、鋳物の様な複雑な構造の製作が難しいため、各パーツを単純化した形状とする必要がある。しかしながら、蒸気タービンにおける流体の流入口付近に配置される調整弁では、その弁ケーシングの構造は、内部に複数の流路を形成する必要があり、簡素化することが非常に難しい。
【0006】
本開示は、上記課題を解決するためになされたものであって、鋳造を用いずに、内部に複数の流路を形成することが可能な車室及び車室の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本開示にかかる車室は、鉛直方向の上方の上半弁ケーシングと前記鉛直方向の下方の下半弁ケーシングとを有し、蒸気タービンにおいて供給される蒸気の供給量を調整可能な調整弁の弁ケーシングと、前記鉛直方向の上方の上半胴体と前記鉛直方向の下方の下半胴体とを有し、軸方向に延びる軸線を中心とする筒状に形成され、前記弁ケーシングと接続された車室胴体と、前記上半胴体に対して前記軸線周りの周方向の両端部で、前記上半弁ケーシング及び前記上半胴体に接続され、前記軸方向に延びる一対の上半フランジと、前記下半胴体に対して前記周方向の両端部で、前記下半弁ケーシング及び前記下半胴体に接続され、前記軸方向に延びる一対の下半フランジと、を備え、前記上半胴体及び前記下半胴体は、前記軸方向に並ぶ複数の胴体ブロック部をそれぞれ有し、前記上半弁ケーシングは、弁体が配置可能とされて、前記鉛直方向及び前記軸方向に対して直交する第一方向に直線状に形成された入口流路と、前記入口流路へ流体を流入可能とされて前記入口流路の前記第一方向の端部を外部と連通させる入口開口部と、前記入口流路内の前記流体を前記鉛直方向に流出させるように、前記第一方向に離れた位置で前記入口流路と連通する複数の出口流路と、前記鉛直方向で複数の前記出口流路と対向した位置で前記入口流路と外部とを連通する部材挿通穴と、複数の前記出口流路の一部と連通されて湾曲している上半主蒸気供給路と、を有し、前記下半弁ケーシングは、複数の前記出口流路の残部と連通されて湾曲している下半主蒸気供給路を有し、複数の前記出口流路は、前記鉛直方向から見た際に、少なくとも一部が前記部材挿通穴から外れた位置に配置され、前記上半主蒸気供給路及び前記下半主蒸気供給路は、前記軸方向の片側のみで前記上半弁ケーシング及び前記下半弁ケーシングの外部と連通し、前記上半弁ケーシングは、前記入口流路、前記入口開口部、前記出口流路、及び前記部材挿通穴が内部に形成された上半弁ケーシング本体と、前記上半弁ケーシング本体に対して前記鉛直方向の下方に配置されることで、前記上半弁ケーシング本体とともに、前記上半主蒸気供給路を形成する上半閉塞部材と、前記上半弁ケーシング本体と前記上半閉塞部材とを溶接によって固定する溶接部とを有する。
【0008】
本開示にかかる車室の製造方法は、鉛直方向の上方の上半弁ケーシングと前記鉛直方向の下方の下半弁ケーシングとを有し、蒸気タービンにおいて供給される蒸気の供給量を調整可能な調整弁の弁ケーシングと、前記鉛直方向の上方の上半胴体と前記鉛直方向の下方の下半胴体とを有し、軸方向に延びる軸線を中心とする筒状に形成され、前記弁ケーシングと接続された車室胴体と、前記上半胴体に対して前記軸線周りの周方向の両端部で、前記上半弁ケーシング及び前記上半胴体に接続され、前記軸方向に延びる一対の上半フランジと、前記下半胴体に対して前記周方向の両端部で、前記下半弁ケーシング及び前記下半胴体に接続され、前記軸方向に延びる一対の下半フランジと、を備える車室の製造方法であって、前記上半胴体及び前記下半胴体は、前記軸方向に並ぶ複数の胴体ブロック部をそれぞれ有し、前記上半弁ケーシングは、弁体が配置可能とされて、前記鉛直方向及び前記軸方向に対して直交する第一方向に直線状に形成された入口流路と、前記入口流路へ流体を流入可能とされて前記入口流路の前記第一方向の端部を外部と連通させる入口開口部と、前記入口流路内の前記流体を前記鉛直方向に流出させるように、前記第一方向に離れた位置で前記入口流路と連通する複数の出口流路と、前記鉛直方向で複数の前記出口流路と対向した位置で前記入口流路と外部とを連通する部材挿通穴と、複数の前記出口流路の一部と連通されて湾曲している上半主蒸気供給路と、を有し、前記下半弁ケーシングは、複数の前記出口流路の残部と連通されて湾曲している下半主蒸気供給路を有する下半弁ケーシングを有し、複数の前記出口流路は、前記鉛直方向から見た際に、少なくとも一部が前記部材挿通穴から外れた位置に配置され、前記上半主蒸気供給路及び前記下半主蒸気供給路は、前記軸方向の片側のみで前記上半弁ケーシング及び前記下半弁ケーシングの外部と連通し、前記上半弁ケーシングは、前記入口流路、前記入口開口部、前記出口流路、及び前記部材挿通穴が内部に形成された上半弁ケーシング本体と、前記上半弁ケーシング本体に対して前記鉛直方向の下方に配置されることで、前記上半弁ケーシング本体とともに、前記上半主蒸気供給路を形成する上半閉塞部材と、前記上半弁ケーシング本体と前記上半閉塞部材とを溶接によって固定する溶接部とを有し、前記上半弁ケーシング本体及び前記上半閉塞部材を製造する工程と、前記上半弁ケーシング本体と前記上半閉塞部材とを溶接する工程と、を含み、前記製造する工程では、鍛造で形成された一の鍛造部材を切削することで、前記上半弁ケーシング本体及び前記上半閉塞部材を製造する。
【発明の効果】
【0009】
本開示の車室及び車室の製造方法によれば、鋳造を用いずに、内部に複数の流路を形成することができる。
【図面の簡単な説明】
【0010】
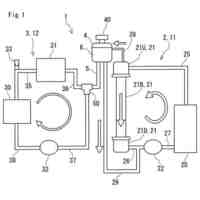
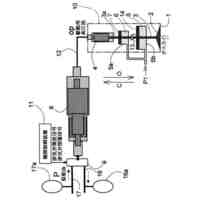
本実施形態に係る車室を備えた蒸気タービンの概略構成を示す模式図である。
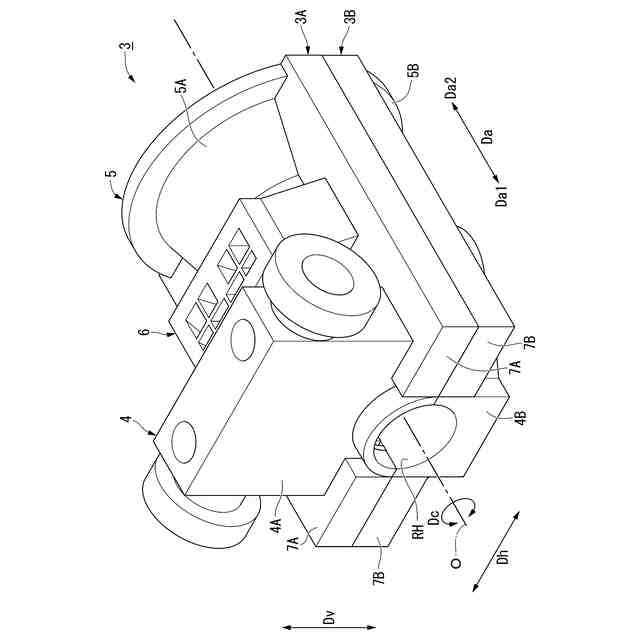
本実施形態に係る車室を示す斜視図である。
本実施形態に係る上半車室を示す斜視図である。
本実施形態に係る下半車室を示す斜視図である。
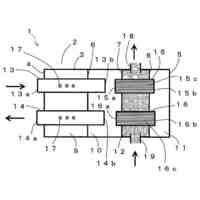
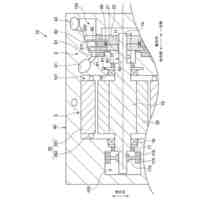
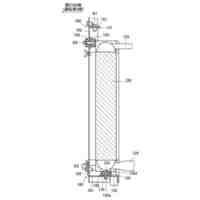
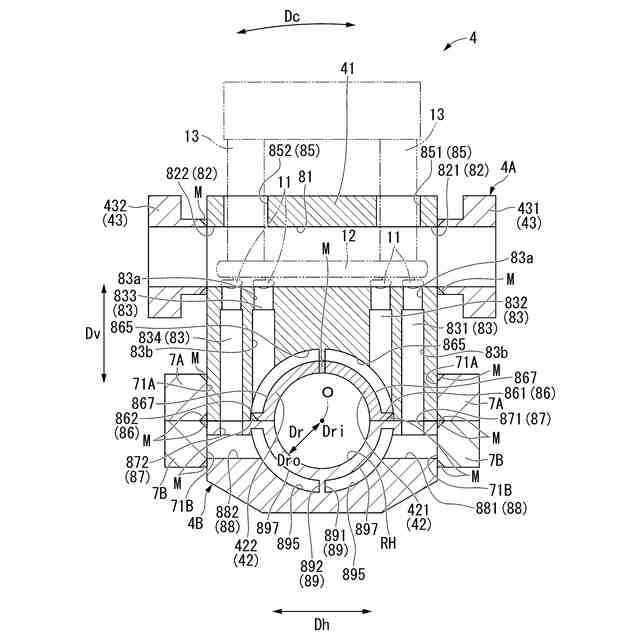
本実施形態に係る入口弁ケーシングを示す図1におけるIV-IV断面での断面図である。
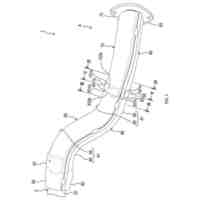
本実施形態に係る上半弁ケーシングを斜め下方から見た様子を示す斜視図である。
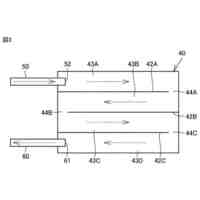
本実施形態に係る上半弁ケーシングを鉛直方向の上方から見た様子を示す上面図である。
本実施形態に係る下半弁ケーシングを斜め下方から見た様子を示す斜視図である。
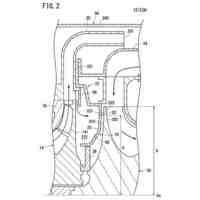
本実施形態に係る抽気弁ケーシングを示す図1におけるX-X断面での断面図である。
本実施形態に係る抽気弁ケーシングを示す図1におけるXI-XI断面での断面図である。
本実施形態に係る上半抽気弁ケーシングを斜め下方から見た様子を示す斜視図である。
本実施形態に係る下半抽気弁ケーシングを斜め下方から見た様子を示す斜視図である。
本実施形態に係る上半車室を構成する複数の金属部品を示す斜視展開図である。
本実施形態に係る下半車室を構成する複数の金属部品を示す斜視展開図である。
本実施形態に係る車室の製造方法の手順を示すフローチャートである。
本実施形態に係る複数の金属部材を形成する工程の手順を示すフローチャートである。
本実施形態に係る上半弁ケーシングを形成する工程の手順を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社三五
消音器
27日前
ダイハツ工業株式会社
車両構造
9日前
トヨタ自動車株式会社
劣化判定装置
25日前
スズキ株式会社
エンジンの潤滑装置
16日前
スズキ株式会社
排気装置
1か月前
スズキ株式会社
鞍乗型車両
1か月前
株式会社SUBARU
オイルストレーナ
25日前
ボッシュ株式会社
異常診断装置及び異常診断方法
1か月前
三浦工業株式会社
船舶用発電システム
23日前
三浦工業株式会社
船舶用発電システム
23日前
三浦工業株式会社
船舶用発電システム
23日前
三浦工業株式会社
船舶用発電システム
23日前
三浦工業株式会社
船舶用発電システム
23日前
三浦工業株式会社
船舶用発電システム
23日前
株式会社アイシン
発電システム
17日前
日立造船株式会社
排気処理装置
23日前
日立造船株式会社
排気処理装置
23日前
トヨタ自動車株式会社
車両の制御装置
4日前
フタバ産業株式会社
排気装置
18日前
個人
ガス・スチーム併用タービン発電システム
1か月前
三菱重工業株式会社
蒸気タービン
11日前
株式会社三井E&S
排気弁駆動装置
19日前
三菱重工業株式会社
タービン発電機
25日前
フタバ産業株式会社
インシュレータ
24日前
日立建機株式会社
作業機械
24日前
日立建機株式会社
締固め機械
19日前
日立建機株式会社
締固め機械
19日前
日立建機株式会社
締固め機械
19日前
株式会社豊田自動織機
内燃機関
24日前
株式会社SUBARU
油量検知装置、及び、油量検知方法
1か月前
フタバ産業株式会社
溶接部材の製造方法
5日前
株式会社豊田自動織機
オイル流通構造
18日前
株式会社豊田自動織機
オイル流通構造
10日前
本田技研工業株式会社
ラジアルタービンの冷却構造
1か月前
株式会社SUBARU
排気システム
3日前
株式会社SUBARU
吸排気システム
24日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ