TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024135867
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023046758
出願日
2023-03-23
発明の名称
排気装置
出願人
スズキ株式会社
代理人
個人
,
個人
,
個人
主分類
F01N
13/00 20100101AFI20240927BHJP(機械または機関一般;機関設備一般;蒸気機関)
要約
【課題】消音器内において触媒の下流側が消音器の外壁から大きく離れている場合でも、触媒内を流通した後の排気ガスの状態を検出する排気ガスセンサを消音器に容易に取り付けることができるようにする。
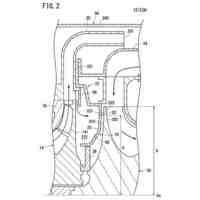
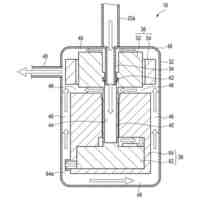
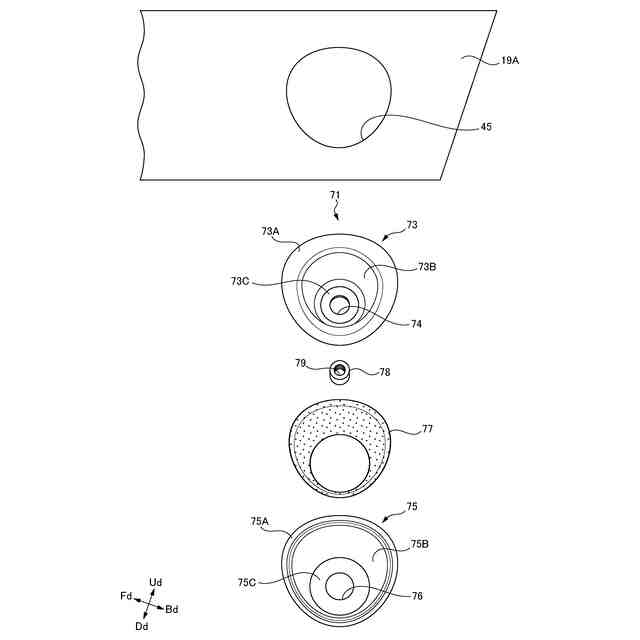
【解決手段】排気装置における消音器17内に設けられた下流触媒62の下流側には、下流触媒62内を流通した後の排気ガスが流通する下流パイプ35が設けられ、下流パイプ35にはセンサ挿入穴38が設けられている。消音器17の外壁18の貫通穴(穴部45)の周縁部には、消音器17とは別体の有底筒状の部材であり、外壁18から下流パイプ35に向かって伸長した取付部材71が取り付けられている。取付部材71の内側には排気ガスセンサ63が配置され、排気ガスセンサ63は、その一端側部分が取付部材71の底穴内および下流パイプ35のセンサ挿入穴38内に挿入された状態で、取付部材71に固定されている。
【選択図】図5
特許請求の範囲
【請求項1】
車両における内燃機関からの排気ガスを排出する排気装置であって、
排気音を減少させる消音器と、
前記消音器内に設けられ、排気ガスを浄化する触媒と、
前記消音器内において前記触媒の下流側に設けられ、前記触媒内を流通した後の排気ガスが流通する管部と、
一端側部分にセンサ素子が設けられ、前記触媒内を流通した後の排気ガスの状態を検出する排気ガスセンサと、
前記排気ガスセンサを前記消音器に取り付ける取付部材とを備え、
前記管部には、前記排気ガスセンサの一端側部分を前記管部の内側に挿入するためのセンサ挿入穴が設けられ、
前記取付部材は、前記消音器とは別体の有底筒状の部材であり、前記消音器の外壁を貫通した貫通穴の周縁部に取り付けられ、前記消音器の外壁から前記管部に向かって伸長し、
前記取付部材の底部には前記底部を貫通する底穴が設けられ、
前記排気ガスセンサは、前記貫通穴を介して前記取付部材の内側に配置され、かつ前記排気ガスセンサの一端側部分が前記底穴内および前記センサ挿入穴内に挿入された状態で、前記取付部材に固定されていることを特徴とする排気装置。
続きを表示(約 1,000 文字)
【請求項2】
前記貫通穴は前記消音器の外壁の幅方向における一方の側部に設けられ、前記センサ挿入穴は前記管部の幅方向における前記一方の側部に設けられ、前記取付部材は前記消音器の外壁の幅方向における前記一方の側部から前記管部の幅方向における前記一方の側部に向かって側方に伸長し、前記取付部材は前記消音器の外壁の幅方向における前記一方の側部から前記管部の幅方向における前記一方の側部に向かって漸次縮径していることを特徴とする請求項1に記載の排気装置。
【請求項3】
前記触媒は前記消音器の幅方向中心に配置されていることを特徴とする請求項1に記載の排気装置。
【請求項4】
前記底穴の周縁部には、前記排気ガスセンサを前記取付部材に固定するためのボス部が取り付けられ、前記ボス部は前記取付部材の底部から前記管部に向かって突出し、前記ボス部の突出端側部分は前記センサ挿入穴の周縁部に接合されていない状態で前記センサ挿入穴内に挿入されていることを特徴とする請求項1に記載の排気装置。
【請求項5】
前記取付部材は、
有底筒状に形成された第1の筒状部材と、
有底筒状に形成され、前記第1の筒状部材において前記消音器の内側を向いた面を覆う第2の筒状部材とを備え、
前記底穴は前記第1の筒状部材の底部および前記第2の筒状部材の底部にそれぞれ設けられ、
前記第1の筒状部材の周壁部と前記第2の筒状部材の周壁部との間には、空間が形成され、または断熱材もしくは消音材が設けられていることを特徴とする請求項1に記載の排気装置。
【請求項6】
前記取付部材は、
有底筒状に形成された第1の筒状部材と、
有底筒状に形成され、前記第1の筒状部材において前記消音器の内側を向いた面を覆う第2の筒状部材とを備え、
前記底穴は前記第1の筒状部材の底部および前記第2の筒状部材の底部にそれぞれ設けられ、
前記ボス部は前記第1の筒状部材の底部に設けられた前記底穴の周縁部に接合され、
前記第2の筒状部材の開口部の周縁部は前記第1の筒状部材の開口部の周縁部に接合され、
前記ボス部の前記取付部材に対する接合箇所は前記第1の筒状部材の底部に設けられた前記底穴の周縁部のみであり、前記第1の筒状部材と前記第2の筒状部材との接合箇所は、前記第1の筒状部材の開口部の周縁部および前記第2の筒状部材の開口部の周縁部のみであることを特徴とする請求項4に記載の排気装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、車両における内燃機関からの排気ガスを排出する排気装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
自動四輪車、自動二輪車等、内燃機関を動力源とする車両において、触媒を消音器内に設けることがある。また、触媒内を流通した後の排気ガスの状態を検出するために、消音器に排気ガスセンサを取り付けることがある。特開2017-227157号公報(特許文献1)には、排気ガスセンサをマフラ(消音器)に取り付けた車両が記載されている。
【0003】
排気ガスセンサは排気ガス中の酸素濃度を検出する。車両に設けられる排気ガスセンサとして、センサ素子にジルコニアを用いたジルコニア方式の酸素センサが用いられることが多い。
【0004】
ジルコニア方式の酸素センサの動作原理は次の通りである。ジルコニアにより形成されたセンサ素子の一側部分を排気ガスに曝し、センサ素子の他側部分に基準ガス(例えば大気)を供給すると、基準ガスと排気ガスとの酸素濃度差によってセンサ素子に起電力が生じる。この起電力に基づいて排気ガス中の酸素濃度を検出する。
【0005】
車両に設けられるジルコニア方式の酸素センサは、筒状のケーシングの軸方向一端側部分にセンサ素子が設けられ、ケーシングの他端側部分にケーブルが接続された構造を有している。また、ケーシングの他端側部分に、センサ素子に供給する大気をケーシング内に導入する導入口が設けられている。触媒内を流通した後の排気ガスの酸素濃度を当該酸素センサにより検出する場合、当該酸素センサは、センサ素子が、例えば消音器内において触媒の下流側に接続された管部(以下、これを「触媒下流管部」という。)の内側に配置され、ケーブルおよび導入口が消音器の外側に配置されるように、消音器に取り付けられる。具体的には、触媒下流管部の周壁に貫通穴が設けられ、かつ、消音器の外壁において、触媒下流管部の貫通穴と対応する部分に貫通穴が設けられ、酸素センサの一端側部分に設けられたセンサ素子がこれら2つの貫通穴内に挿入される。この状態で、ケーブルおよび導入口は消音器の外側に配置されている。また、この状態で、酸素センサのケーシングが消音器の外壁に固定される。
【先行技術文献】
【特許文献】
【0006】
特開2017-227157号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
図10(A)に示すように、触媒下流管部123が消音器121の外壁122に接近しており、消音器121の外壁122の外面と触媒下流管部123の外周面との距離Gが短い場合、図10(B)に示すように、触媒下流管部123の周壁に貫通穴を設け、消音器121の外壁122において触媒下流管部123の貫通穴と対応する部分に貫通穴を設け、これら2つの貫通穴内に、排気ガスセンサ124の一端側部分に設けられたセンサ素子125を挿入した状態で、排気ガスセンサ124を消音器121の外壁122に固定することができる。このように、消音器の外壁の外面と触媒下流管部の外周面との距離が短い場合には、排気ガスセンサの一端側部分に設けられたセンサ素子を触媒下流管部の内側に配置し、かつ排気ガスセンサの他端側部分に設けられたケーブル等を消音器の外側に配置した状態で、排気ガスセンサを消音器に取り付けることができる。
【0008】
また、図10(C)に示すように、触媒下流管部123が消音器121の外壁122からある程度離れており、消音器121の外壁122の外面と触媒下流管部123の外周面との距離Gがそこそこ長い場合でも、図10(D)に示すように、触媒下流管部123の周壁に貫通穴を設け、消音器121の外壁122において触媒下流管部123の貫通穴と対応する部分に、消音器121の外壁122にプレス加工を施すことによって凹部126を成形し、凹部126の底部に貫通穴を設け、触媒下流管部123の周壁に設けた貫通穴と、凹部126の底部に設けた貫通穴内に、排気ガスセンサ124の一端側部分に設けられたセンサ素子125を挿入した状態で、排気ガスセンサ124を消音器121の外壁122に固定することができる。このように、消音器の外壁の外面と触媒下流管部の外周面との距離がそこそこ長い場合でも、消音器の外壁にプレス加工を施して凹部を成形することにより、排気ガスセンサの一端側部分に設けられたセンサ素子を触媒下流管部の内側に配置し、かつ排気ガスセンサの他端側部分に設けられたケーブル等を消音器の外側に配置した状態で、排気ガスセンサを消音器に取り付けることができる。
【0009】
しかしながら、例えば、図10(E)に示すように、触媒下流管部123が消音器121の外壁122から大きく離れており、消音器121の外壁122の外面と触媒下流管部123の外周面との距離Gが極めて長い場合、消音器の外壁にプレス加工を施して凹部を成形する方法では、排気ガスセンサの一端側部分に設けられたセンサ素子を触媒下流管部の内側に配置し、かつ排気ガスセンサの他端側部分に設けられたケーブル等を消音器の外側に配置した状態で、排気ガスセンサを消音器に取り付けることが困難になる。
【0010】
すなわち、消音器の外壁の外面と触媒下流管部の外周面との距離が極めて長い場合には、排気ガスセンサの一端側部分に設けられたセンサ素子を触媒下流管部の内側に配置することができるようにするために、消音器の外壁に形成する凹部の深さ寸法を大きくする必要がある。消音器の外壁にプレス加工を施すことにより消音器の外壁に大きな深さ寸法を有する凹部を成形することは難しく、例えば、凹部を張り出し加工により成形する場合には、凹部の周壁部または底部の厚さが薄くなりすぎ、凹部の必要な強度を確保することができないおそれがある。また、プレス加工により、消音器の外壁に、大きな深さ寸法を有し、かつ強度の高い凹部を成形するためには、高度の加工技術が必要になり、消音器の製造コストが上昇するおそれがある。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
スズキ株式会社
排気装置
2日前
スズキ株式会社
鞍乗型車両
2日前
ボッシュ株式会社
異常診断装置及び異常診断方法
2日前
個人
ガス・スチーム併用タービン発電システム
2日前
株式会社SUBARU
油量検知装置、及び、油量検知方法
2日前
本田技研工業株式会社
船舶用推進装置
5日前
マツダ株式会社
エンジンの油圧制御装置
3日前
本田技研工業株式会社
ラジアルタービンの冷却構造
2日前
株式会社SUBARU
温調装置
2日前
いすゞ自動車株式会社
電動ファン装置及び車両
2日前
本田技研工業株式会社
内燃機関の冷却制御装置
3日前
本田技研工業株式会社
ラジアルタービン用インペラ
2日前
三菱重工業株式会社
タービン翼および蒸気タービン
2日前
三菱重工業株式会社
動翼、及びこれを備えているガスタービン
2日前
いすゞ自動車株式会社
排熱回収アセンブリ及び排熱回収システム
2日前
東芝エネルギーシステムズ株式会社
蒸気タービンの動翼のエロージョン量管理装置
2日前
サクサ株式会社
ネットワーク中継装置
2日前
他の特許を見る









 特許ウォッチ
特許ウォッチ